Процедура apqp что это

В предыдущей заметке были предложены некоторые инструменты обеспечения качества при разработке новых продуктов или услуг. Мы также коснулись методологии дизайна для шести сигм (DFSS). Если вы следите за серией публикаций, посвященных празднованию Всемирного Дня Качества, с самого начала, то, вероятно, уже ознакомились и с публикациями о связи качества и различных методологий его повышения: бережливое производство, шесть сигм…
А вы знаете, что между обеспечением качества и методологией проектного менеджмента также давно проложен мост? Этот мост называется APQP (Advanced Product Quality Planning).
APQP – перспективное планирование качества продукции – это методика подготовки (включая, планирование и разработку) процессов для производства продукта, соответствующего всем требованиям и ожиданиям заказчика. Методика делает упор на предупреждение возможных ошибок, прибегая к помощи таких инструментов, как анализ рисков и последствий отказов (FMEA) и план управления (Control Plan).
Позаимствована методика из сектора автомобилестроения, а потому неплохо прописана в стандартах. Кроме того, что вы можете найти требования к APQP-процессу в стандарте ISO/TS 16949, существует руководство Advanced Product Quality Planning and Control Plan, подготовленное Automotive Industry Action Group (AIAG). В русском языке издан перевод руководства под названием “Перспективное планирование качества продукции и план управления”.
Кроме непосредственно мануала, AIAG подготовила следующие связанные руководства (которые также доступны в русском языке):
Проект APQP состоит из 5 этапов, на каждом из которых выполняется ряд мер по обеспечению качества. Кстати, сам APQP-проект часто стандартизируют путем подготовки шаблона или чек-листа. С одной стороны – стандартизация, с другой – poka yoke, чтобы не забыть даже о самой малой мелочи.
Как же обеспечивается качество в проектах APQP?
Секрет очень прост:
А в вашей организации применяется методика APQP? Как вы обеспечиваете качественную разработку и запуск в серию новых продуктов?
Процедура apqp что это

Одним из основных критериев отбора участников мирового автомобильного рынка и степени их конкурентоспособности является соответствие системы менеджмента качества (СМК) предприятия не только международному стандарту ISO 9001 [1], но и международному отраслевому стандарту ISO/TS 16949 [2]. В этих стандартах главные акценты сделаны на удовлетворенности потребителя и процессном подходе, позволяющем избавиться от разобщенности в понимании производственного процесса и сократить до минимума конфликтные ситуации, возникающие между различными уровнями управления производством. Несомненно, что обязательное условие развития любого предприятия – достижение долгосрочной конкурентоспособности.
Одним из важнейших инструментов стандарта ISO/TS 16949 является процедура APQP «Перспективное планирование качества продукции» [4], целью которой является обеспечение выполнения всех необходимых процедур и этапов работы для того, чтобы можно было произвести качественные автокомпоненты при приемлемом уровне затрат. Однако на многих российских предприятиях внедрена система разработки и постановки продукции на производство (СРПП), соответствующая национальным стандартам РФ [5], существует сформировавшаяся за много лет определенная последовательность этапов производства, и простая замена СРПП процессом APQP невозможна: она требует дополнительных усилий и ресурсов. Одной из основных является проблема выстраивания производственного процесса в соответствии с описанием процедуры APQP в соответствующем стандарте [4].
Цель исследования – рассмотреть основные этапы процедуры APQPс точки зрения обеспечения и совершенствования СМК предприятия; установить информационные связи между этапами планирования, проектирования, разработки и производства продукции и построить блок-схему процедуры APQP.
Основное отличие процедуры APQP от СРПП заключается в последовательно-параллельном выполнении этапов производственного процесса. Такой подход позволяет в случае необходимости вернуться на предыдущий этап, провести корректирующие действия и продолжить работу. В стандарте [4] не описан механизм взаимодействия элементов процедуры APQP, не установлены четкие логические взаимосвязи и не представлен весь процесс графически. Вероятно, этим обусловлен тот факт, что большая часть сотрудников без соответствующего обучения с трудом понимают, что от них требуется, когда руководство предприятия принимает решение о совершенствовании собственной системы менеджмента качества и внедрении этапов перспективного планирования качества продукции.
Поэтому ключевой задачей данного исследования является представление процедуры APQP в наглядной форме, позволяющей сотрудникам автомобилестроительных предприятий, в частности работникам, входящим в состав APQP-команды без особого труда понимать, как работает процесс в целом и за какую из функций всего «механизма» они отвечают. Кроме того, полученная блок-схема поможет молодым сотрудникам легче адаптироваться к работе, что благоприятно скажется на производственном процессе.
Процедура APQP состоит из пяти этапов. Определим основные цели и построим блок-схемы, руководствуясь требованиями стандарта.
I этап – «Планирование, разработка концепции и плана обеспечения качества продукции».
Цель – обеспечение ясного понимания потребностей и ожиданий потребителей и планирование всего APQP-процесса.
Одним из главных шагов выполнения процесса планирования можно назвать формирование APQP-команды, в составе которой должны быть представители маркетинговой, конструкторской, технологической, производственной и других служб, участвующих в этом процессе [7]. Блок-схема I этапа представлена в статье [6].
II этап – «Проектирование и разработка автомобильного компонента».
Цель – определение в почти итоговом виде свойств и характеристик конструкции будущего автокомпонента на основе всеобъемлющего и критического анализа технических требований, другой технической информации, результатов испытаний опытного образца и т.д. В случае если разработку конструкции автокомпонента выполняет потребитель или сторонняя организация, APQP-команде необходимо рассмотреть все факторы разработки.
На II этапе формируется перечень особо важных документов, например, таких как перечень показателей качества, план управления опытным образцом, план управления установочной серией, которые впоследствии используются при выполнении IV этапа процедуры. Блок-схема II этапа представлена на рис. 1.
I II этап – «Проектирование и разработка процессов».
Цель – разработка всех технологических и производственных процессов в окончательном виде [4].
По аналогии со вторым этапом, на третьем формируются не менее важные документы, такие как карта потока процесса, план анализа измерительных систем и другие. Блок-схема III этапа представлена на рис. 2.
IV этап – «Окончательная подготовка производства автомобильных компонентов».
Цель – достижение полной готовности к производству автокомпонентов с необходимым темпом выпуска и с заведомым обеспечением всех требований к качеству.
В ходе IV этапа APQP-команда должна подтвердить, что планы управления и карта потока процесса соблюдаются, а продукция соответствует требованиям потребителя [4]. Блок-схема IV этапа представлена на рис. 3.
V этап – производство и действия по улучшению (обратная связь, оценка и корректирующие действия). Главной целью этого этапа можно назвать обеспечение партнерства поставщика и потребителя в решении проблем и постоянном улучшении [4]. Блок-схема V этапа представлена на рис. 4.
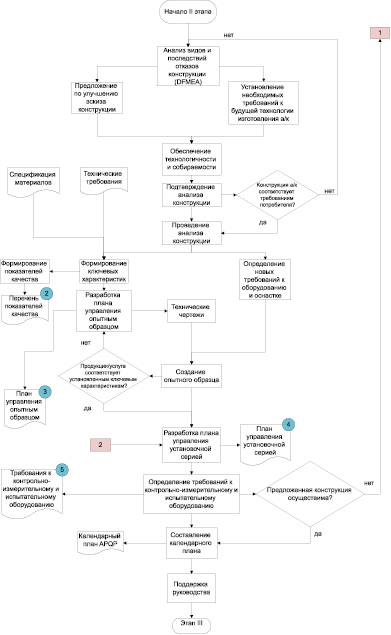
Рис. 1. Блок-схема II этапа «Проектирование и разработка автомобильного компонента»
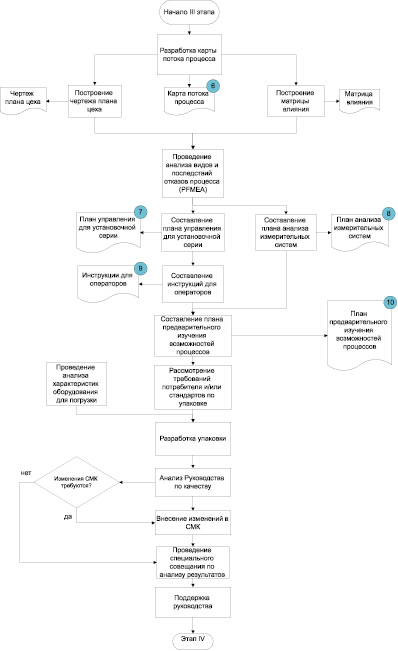
Рис. 2. Блок-схема III этапа «Проектирование и разработка процессов»
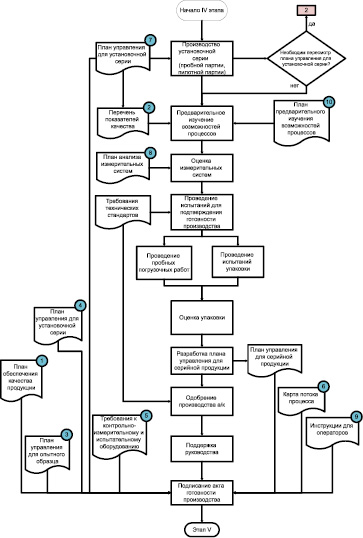
Рис. 3. Блок-схема IV этапа «Окончательная подготовка производства автомобильных компонентов»
В статье рассмотрены основные этапы процедуры APQP, основанные на требованиях национального стандарта РФ, с точки зрения сотрудника, который отвечает за совершенствование СМК отечественного автомобилестроительного предприятия. Построена блок-схема процедуры APQP в соответствии со стандартом этой процедуры и установлены взаимосвязи между этапами планирования, проектирования, разработки и производства продукции.
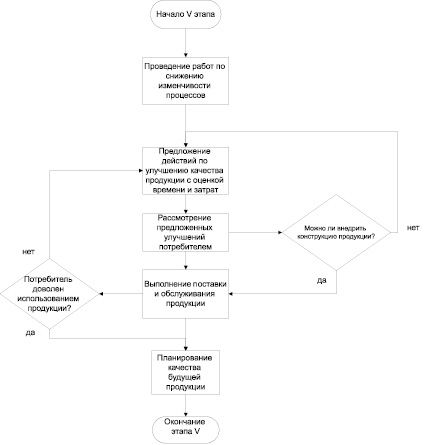
Рис. 4. Блок-схема V этапа «Производство и действия по улучшению (обратная связь, оценка и корректирующие действия)»
Рецензенты:
Кретинин О.В., д.т.н., профессор кафедры «Автоматизация машиностроения», ФГБОУ ВПО «Нижегородский государственный технический университет им. Р.Е. Алексеева», г. Нижний Новгород;
Панов А.Ю., д.т.н., профессор, заведующий кафедрой «Теоретическая и прикладная механика», ФГБОУ ВПО «Нижегородский государственный технический университет им. Р.Е. Алексеева», г. Нижний Новгород.
Инструменты ISO 16949: APQP, PPAP, FMEA, SPC, MSA

APQP расшифровывается и переводится как «перспективное планирование качества продукции». Это является, по сути, наиболее действенным инструментом менеджмента качества. Подробное описание процесса дает документация ISO/TS 16949. Но если сказать коротко, то целью APQP является обеспечение выполнения всех необходимых процедур и этапов работы для того, чтобы можно было произвести качественные автокомпоненты при приемлемом уровне затрат. При этом под качеством автомобильных компонентов следует понимать соответствие изделий всем требованиям и ожиданиям потребителей.
PPAP можно расшифровать и перевести как «процесс согласования производства части». Этим устанавливаются и одобряются общие требования к производству автокомпонентов. С помощью PPAP можно определить, правильно ли понимаются поставщиком технические требования потребителя и имеет ли потенциал производственный процесс поставщика. Если потенциал этот выявляется, то изготовитель может позволить себе выпускать в назначенном объеме продукцию, которая сможет соответствовать заданным требованиям при условии массового производства.
FMEA, или «анализ видов и последствий отказов», позволяет выявлять наиболее критичные шаги (проще говоря, возможные ошибки) в производственном процессе. Этот анализ имеет свою цель – управление качеством продукции. Согласно этой методологии, выявив и исключив потенциальные ошибки в производстве, можно выпускать заведомо качественную продукцию. Данная технология была применена компанией Ford еще в 1970 году, также ее использовали в NASA при разработке проекта высадки человека на луну.
SPC, или «статистическое управление процессом», является способом применения в производственном процессе статистических методов, которые позволяют: 1) увеличить знания о процессе; 2) регулировать производственный процесс в целях достижения желаемого результата; 3) уменьшить отклонения параметров готовой продукции и др. С помощью инструмента SPC можно максимально улучшить рабочий процесс.
MSA («анализ измерительных систем») дает заключение о приемлемости используемой измерительной системы с помощью количественного выражения ее точности, сходимости, стабильности. Этот анализ помогает минимизировать риск того, что в случае несоответствия измерительной системы от руководителя могут последовать ложные решения либо процесс будет регулироваться излишне жестко. Ведь, как известно, правильность решений зависит от степени достоверности полученных данных.
Все эти пять инструментов (APQP, PPAP, FMEA, SPC, MSA) являются методами обеспечения качества, которые необходимо применять организации при внедрении требований стандарта ISO 16949.
Как легко внедрить и сертифицироваться на APQP с помощью платформы 3DEXPERIENCE

APQP и его важное место в инженерных процессах.
Многие молодые компании в сфере производства авто компонентов сталкиваются с этими 4-мя латинскими буквами. Как правило, заказчик в лице OEM (завод-изготовитель или подрядчик одного из автомобильных гигантов) просит предоставить доказательства для аудита процессов по APQP. А еще есть отчетность по APQP. И хорошо, если звучат только APQP, так как есть еще FMEA или PPAP…
Сотрудник, на которого повесили проработку APQP, первым делом поищет в Яндекс или Google, и прочитает статью в Википедии. Возможно даже попадет на англоязычную Википедию, или другие объясняющие суть методологий APQP сайты, и прочитает примерно следующую сухую вытяжку:
Разработан в 1980-х советом экспертов от крупнейший Ford, General Motors, Chrysler. Состоит из подразделов FMEA, SPC, MSA, PPAP. Что-то про планирование качества, про 4 главных этапа, и так далее [1].
А история следующая. Во всем цивилизованном мире есть крупнейшие OEM автопроизводители, проектирующие, собирающие автомобили. Все любят автомобили. Автомобили – отличительный признак нашего века. По сложности проектирования и производства с авто спорит только авиа индустрия. Автомобиль состоит из около 30 тысяч компонентов [2]. Поэтому компоненты производят и поставляют сторонние компании – поставщики. OEM берет на себя только критические точки автомобиля, отдавая на сторону разработку и изготовление даже подушек безопасности и тормозов, самых критических для безопасности систем. А автомобиль – очень небезопасное изделие.
А как проконтролировать поставщиков tier 1 и tier 2? Чтобы автокомпонент отвечал требованиям качества, безопасности, надежности? Как OEM’у быть уверенным, что молодая и не очень компания, поставляющая железку в автомобиль, следит за тем, что она запроектировала и изготовила? Так вот, чтобы хоть как-то контролировать множество поставщиков и качество множества деталей автомобиля, был разработан и практически повсеместно внедрен каркас из методологий, процессов и отчетности APQP.
OEM понимает, что если поставщик следует методологиям APQP, то вероятность феерических отказов и возвратов уменьшится, а соответственно и затрат по гарантийным обязательствам и ударов по имиджу. Вспомните истории, то Toyota отзывает сколько-то тысяч авто для замены ремней [3], то Honda меняет на тысячах авто подушки безопасности [4]. А что бы было, если бы APQP процессов не было на предприятиях поставщиков? Таких историй было бы еще больше.
Сколько затрат несет компания, если OEM отзывает тысячи автомобилей из-за ее амортизатора или подушки? Страшно представить, не говоря уже о испорченной репутации. Мы все помним, репутация нарабатывается годами, а теряется за секунды. Потеря будущих контрактов от OEM – и здравствуй банкротство. Все поставщики должны быть заинтересованы в строгой последовательности при внедрении методологий, которые требует OEM. И это не эфемерные методики и стандарты, они помогают в отношениях с OEM, они помогают в улучшении качества продукции, в улучшении рабочего климата в компании.
Да, в России может быть это так не работает. Но это пока. Еще в 2001 году АвтоВАЗ, группа ГАЗ ввели стандарт ГОСТ, взятый целиком из APQP [5]. Не стоит думать, что это просто так – они требуют его внедрения от своих поставщиков в России.
3 ОСОБЕННОСТИ APQP И СВЯЗАННЫХ ПРОЦЕССОВ
APQP дает общие требования к инженерным процессам. К примеру, в компании должно быть календарное планирование и управление проектами. Сам проект должен состоять из 4-х этапов. Должна быть собрана команда под проект, инициативные инженеры с разными компетенциями. По окончанию этапа, выполняются ревью документации, изучаются возможные дефекты, сбои от тех или иных конструкторских решений, самые критические сразу же исправляются. Это делается коллективным разумом проектной команды, исключая замыливание взора одного участника, который и проектировал, и анализировал свою работу.
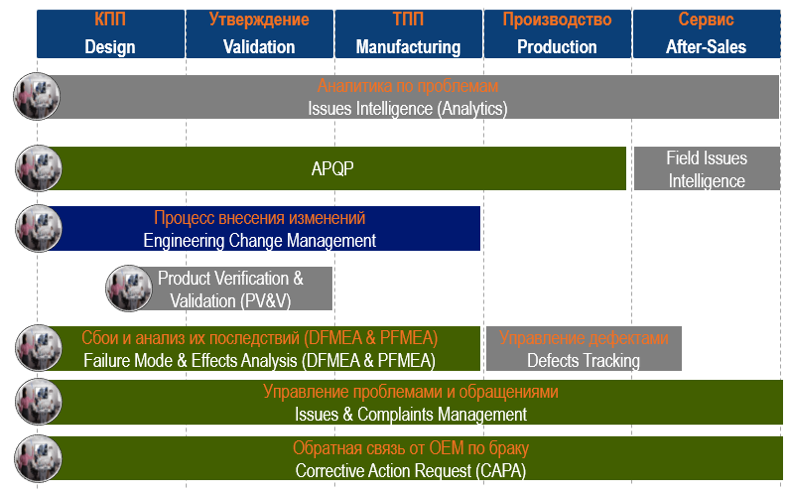
APQP не дает каких-либо рекомендаций, КАК внедрять методики и процессы, это дело каждой компании. Можно попробовать купить пару программных продуктов (управление проектами, требованиями), навесить дополнительные обязанности на сотрудников. Делать отчетность постфактум, исключая любые положительные эффекты от APQP (методология будет работать в плюс, если процессы совершались четко в те этапы, когда это требуется, а не когда все сроки просрочены). В целом, APQP затрагивает все этапы инженерии будущего изделия:
Помимо планирования качества в рамках APQP, каркас методик, процессов и отчетности не требует, но рекомендует внедрение нормальных процессов внесения изменений в конструкторскую и иную другую документацию, управление требованиями. Желательны информационные системы управлением изделием, в которые часто входят изменения и требования.
Важный комплекс действий и отчетов PPAP делается ближе к концу проекта, состоит из 19 (!) документов. Да, некоторые из них не требуются OEM’ом. Но правило общее такое: без предоставленных PPAP оплачиватьOEM продукцию не будет (это за рубежом, в России – по-разному). А если вводится новая деталь, или меняется старая – комплект документации PPAP нужно согласовывать заново.
А PPAP основывается на FMEA. Который должен быть сделан на предыдущих этапах. Например, DFMEA(FMEA процессы) это список возможных отказов и их последствий. А DVPR (PPAP процессы) – это план, как эти отказы тестировать, какие критерии отказа, какие критерии того, что считать отказом изделия.
И как быть нашей инженерной команде по проекту? Тут целая головная боль: нужно следить, чтобы нужные процессы и отчеты были в конце нужного этапа, нужно планировать качество продукта в конце проектирования, технологической подготовки, перед запуском в производство. Нужно отдельно вести где-то проект, делать так, чтобы сроки там были актуальные. А если еще придет аудит, и выяснится, что каких-то документов нет, их нужно срочно делать, а как? Гораздо проще внедрить APQP по нормальному. От этого выиграет качество изделия, инженеры будут заниматься процессами APQP просто как еще одним видом документации на продукт, выполняя его качественно и в срок. Аудит проходится легко, OEM видит, что процессы налажены, и компания получает жирный плюс к репутации.
Осталось понять, как сделать органичное внедрение APQP в компанию? Ответ ниже.
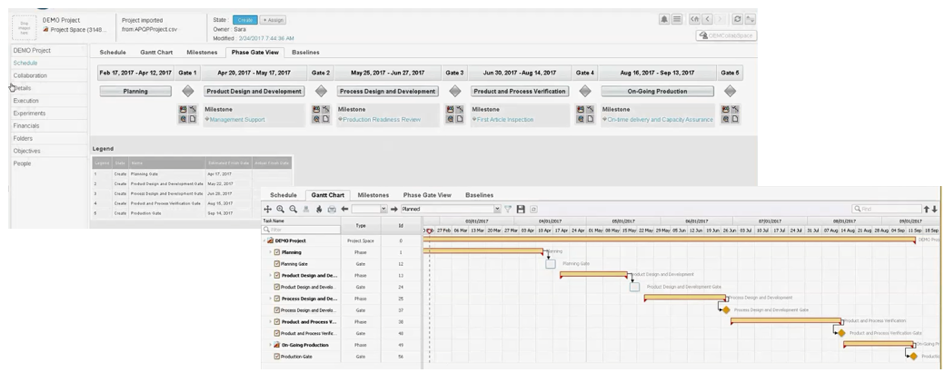
Первое, в чем помогает 3DEXPERIENCE – это базовые требования от APQP к процессам компании. А именно – управление проектами. И не обрезанные графики проектов – а полноценные процессы между участниками, с назначением задач, с уведомлением по электронной почте, с интеграцией в корпоративный Outlook. Никаких файлов проектов! Все находится в центральной базе данных, каждый участник процессов может следить за ходом проекта, дедлайнами, этапами. Каждый инженер вовлекается в проектный процесс, видит и знает свои задачи и будущие задачи.
CS Group предоставляет шаблон APQP проекта в 3DEXPERIENCE, который компания может изменить и расширить под себя. Это стандартные 4 этапа и их расшифровка (все входящие подзадачи в данные этапы).
Важнейшей концепцией в 3DEXPERIENCE в проектном блоке являются отчетные результаты по задаче. Данную отчетность должен прикрепить в систему исполнитель по результатам своей работы по задаче. Необходимую отчетность можно назначить на шаблон, и сделать отчетность обязательной по задаче, которую нельзя завершить, если не прикрепить соответствующие результаты работы. А результатами работы могут быть любые документы, так же прикрепленные объекты внутри платформы 3DEXPERIENCE (3D модель, чертежи, спецификации, PDF и так далее).
Так что старт любого APQP проекта делается в несколько кликов. Создаете новый проект из шаблона, и вы получаете готовые этапы и вехи, с отмеченной необходимой выходной документацией (не только APQP, но и конструкторской, и технологической, и иной другой по вашем процессам). Назначаете исполнителей по задачам, двигаете сроки на диаграмме ганта – и запускаете проект.
Если углубиться в этап проекта APQP, в системе есть все задачи по конструкторской подготовке производства, ТПП и так далее. И в нужных местах этапа проекта есть соответствующие APQP задачи по разработке процессов DFMEA PFMEA, PPAP. Команда проекта не сможет забыть выполнить эти обязательные шаги по планированию качества, так как это будет в их повестке дня по задачам. А что нужно сделать, всегда напомнит 3DEXPERIENCE в описании задачи по тому или иному процессу.
Движемся дальше. Все процессы FMEA PPAP в 3DEXPERIENCE не просто обычные документы и таблицы, это объекты платформы, со связями и атрибутами. Это позволяет сразу понять, как заполнять необходимые документы, это позволяет искать данные объекты, использовать их как исторические данные, дублировать и переиспользовать, отслеживать связи. Встроенные средства отчетности позволят формировать из объектов качества бумажную отчетность. Так же объекты и документация процессов FMEA PPAP позволяет четко отследить, к каким деталям и сборкам относятся документы качества, по каким требованиям.
Главное преимущество платформы – связанность всех данных в едином интегрируемом окружении работает и тут. Ваши проекты, задачи, результаты работ по задачам проекта (3д модели изделия, чертежи, требования) и процессы APQP взаимосвязанные, все детали можно отследить. Платформа предоставляет все инженерные средства, это и система управления составом изделия, и связанный с ним модуль внесения изменений, управление проблемами и т.д.
Другое свойство платформы 3DEXPERIENCE – это расширяемость и кастомизируемость. Процессы APQPв платформе можно легко доработать под специфические нужды компании и OEM. CS Group имеет богатый опыт доработки 3DEXPERIENCE, добавления новой отчетности и бизнес-процессов.
Фреймворк APQP строго необходим для компаний в автомобильной индустрии, хотя бы потому, что OEMтребуют его внедрения и предоставления необходимой отчетности. Его внедрение может быть для галочки, или более глубоким и интегрированным в проектные процессы. Выбор за компанией.
Не смотря на выбранный путь внедрения, 3DEXPERIENCE с работающим процессом и необходимыми инструкциями обеспечит простое прохождение сертификации APQP, FMEA, PPAP. Так же платформа включает автоматизацию всех инженерных процессов, таких, как внесение изменений, управление проектами и требованиями, управление конфигурациями и продуктовыми линейками, управление составом изделия, CADсистемы, технологическую подготовку производства, имитационное моделирование и многое другое.
Компания CS Group с компетенциями в области автоматизации проектирования и подготовки производства поможет в налаживании процессов планирования проектов и планирования качества APQP, в технической и методологической поддержкой по использованию 3DEXPERIENCE в любой инженерной дисциплине.
Методические указания по проведению APQP и PPAP на закупаемые автомобильные компоненты действующего и нового производства


на закупаемые автомобильные компоненты
действующего и нового производства.
2. Нормативные ссылки и терминология……………………………………………3
3. Общие принципы реализации бизнес-процесса………………………………….5
3.1 Применение процедур APQP и PPAP …………………………………………..5
3.2 Процедура планирования, разработки и подготовки производства автомобильного компонента (APQP). …………………………. 5
3.3 Процедура одобрения производства автомобильного компонента (PPAP)….13
Приложение 3.4. Методические указания «Классификация комплектующих изделий
по степени критичности. Обозначение критических и важных параметров комплектующих изделий с точки зрения потребителя»…………………………….22
Приложение 3.5. Заявка на одобрение производства а/к……………………………23
Указания по заполнению приложений……………………………………………….24
1. Цель и область действия.
1.1.1. Обеспечение запланированного качества покупных автомобильных компонентов.
1.1.2. Определение правильности понимания и реализации поставщиком всех заданных требований на автомобильный компонент.
1.1.3. Определение потенциальной возможности выпуска процессом производства поставщика в назначенных объёмах автомобильных компонентов, соответствующих заданным требованиям.
1.2. Область действия
1.2.1 Настоящие Методические указания разработаны с целью установления единых требований к поставщикам и являются обязательными для использования всеми предприятиями и организациями «Группы ГАЗ».
1.2.2. Настоящая процедура распространяется на автокомпоненты, планируемые к поставке на предприятия, входящие в «Группу ГАЗ».
Процедура реализуется специалистами предприятий – поставщиков авто-компонентов и службами обеспечения качества закупок торгово-закупочных компаний или дирекций по закупкам и логистике предприятий входящих в «Группу ГАЗ».
Процедура устанавливает этапы проведения APQP, PPAP и содержит унифицированные формы отчётности.
2. Нормативные ссылки и терминология.
2.1. Нормативные ссылки:
— ГОСТ Р 51814.2-2001 Системы качества в автомобилестроении. Метод анализа видов и последствий потенциальных дефектов.
— ГОСТ Р 51814.3-2001 Системы качества в автомобилестроении. Методы статистического управления процессами.
— ГОСТ Р 51814.4-2004 Системы менеджмента качества в автомобилестроении. Одобрение производства автомобильных компонентов.
— ГОСТ Р 51814.5-2005 Системы менеджмента качества в автомобилестроении. Анализ измерительных и контрольных процессов.
— ГОСТ Р 51814.6-2005 Системы менеджмента качества в автомобилестроении. Менеджмент качества при планировании, разработке и подготовке производства автомобильных компонентов.
2.2. Принятые термины и обозначения:
— Автомобильные компоненты (а/к): комплектующие изделия и материалы, используемые при производстве и сборке автомобилей (а/м).
— Поставщик (производитель а/к): юридическое лицо, планирующее и/или осуществляющее изготовление автомобильного компонента для целей поставки (может отличаться от юридического, с которым заключён договор на поставку).
— Процесс планирования, разработки и подготовки производства а/к (APQP): структурированный метод проведения и своевременного выполнения всех этапов работы, необходимых для обеспечения требований к а/к.
— Карта потока процесса: блок-схема, составленная из условных знаков и отражающая последовательность операций изготовления продукции.
— План управления (качеством): краткое формализованное описание технологии формирования показателя качества продукции, его контроля и управления процессом производства.
— Ключевая характеристика а/к: характеристика а/к, несоответствие которой может значительно повлиять на безопасность автомобиля, экологические показатели и/или функциональные свойства автомобиля.
— Ключевые процессы: процессы изготовления а/к, несоответствие которых может привести к несоответствию ключевой характеристики.
— Анализ видов и последствий потенциальных дефектов конструкции (DFMEA): метод, целью которого является улучшение конструкции на основе анализа потенциальных дефектов продукции.
— Анализ видов и последствий потенциальных дефектов процесса (PFMEA): метод, целью которого является улучшение процесса на основе анализа потенциального дефекта процесса изготовления.
— Статистическое управление процессом (SPC): метод статистического анализа процесса и управления его изменчивостью и воспроизводимостью.
— Анализ измерительных систем (MSA): метод статистического анализа процессов измерения и управления изменчивостью и воспроизводимостью измерительных систем.
— Процесс одобрения производства автомобильного компонента (PPAP): процесс получения потребителем объективных свидетельств того, что поставщик правильно понимает и реализует все заданные требования на а/к, и того, что процесс производства поставщика имеет потенциальную возможность выпускать в назначенных объёмах соответствующие заданным требованиям а/к.
— Класс компонента (К1, К2, К3, К4): ранг значимости, присваиваемый компоненту в зависимости от назначения и критичности его отказа (нарушения работоспособности), основанный на влиянии компонента на эксплуатацию а/м. Класс компонента присваивается ОИЦ или аналогичным подразделением предприятия Группы. В случае отсутствия на предприятии Группы утвержденной процедуры, регламентирующей классификацию компонента и определение ключевых характеристик, допускается проведение экспертной оценки чертежа специалистами службы обеспечения качества поставок исходя из принципов изложенных в Приложении 3.4. Для проведения экспертной оценки рекомендуется привлекать специалистов конструкторских и технологических служб.
— Потребитель: предприятия и организации «Группы ГАЗ».
— Функциональные испытания: приёмочные испытания: контрольные испытания опытных образцов и/или опытных партий продукции, проводимые с целью оценки использования по назначению.
— Ресурсные испытания (на отказ): испытания, подтверждающие долговечность конструкции.
— Периодические испытания: испытания, подтверждающие функциональные свойства а/к в процессе производства и поставок.
3. Общие принципы реализации бизнес-процесса
Реализация процедур APQP и PPAP (ГОСТ Р 51814.6, ГОСТ Р 51814.4) производится в следующих случаях:
— передача действующего производства а/к другому поставщику;
— изменение конструкции или материала а/к;
— постановка на производство нового компонента.
Объём работ при реализации APQP и PPAP проводится в зависимости от класса компонента (К1, К2, К3, К4). Класс компонента назначается конструкторскими службами, осуществляющими его проектирование и разработку, и указывается в конструкторской документации:
— при постановке на производство нового компонента (при разработке КД);
— при передаче действующего производства другому поставщику и/или изменении конструкции (по запросу).
3.2. Процедура планирования, разработки и подготовки производства а/к в процессе закупки изделий на транспортные средства действующего производства (APQP).
При наступлении ситуаций, перечисленных в разделе 3.1, специалисты служб качества выполняют работы на ниже перечисленных этапах процесса закупки изделий на транспортные средства на уровне, зависящем от класса компонента:
— согласование технических условий, конструкторской документации, определение видов испытаний;
— внесение предложения об изменении технической документации, технологического процесса;
— технологический аудит поставщика;
— контроль прохождения подготовки производства у поставщика в соответствии со сроками, запланированными в графике подготовки производства;
— изготовление и испытания опытного образца с серийной оснастки (SSIR);
— одобрение производства а/к (PPAP).
3.2.1. Согласование технических условий, конструкторской документации, видов испытаний:
3.2.1.1. Участие в проведении специалистами конструкторских служб анализа видов и последствий потенциальных дефектов конструкции (DFMEA) компонентов классов A, B в соответствии с рекомендациями ГОСТ Р 51814.2. По результатам проведения DFMEA:
— определяются «слабые» места конструкции и принимаются меры по их устранению;
— проводится анализ рисков отказов предложенных и альтернативных видов конструкции;
— конструкция дорабатывается до наиболее приемлемой с точек зрения технологичности, удобства обслуживания, надёжности и т. д.
— уточняются виды испытаний детали, оборудование и критерии определения годности изделия после испытаний.
3.2.1.2.Согласование технических чертежей, технических требований, спецификации материалов для компонентов классов К1, К2, К3, К4.
3.2.1.2.1. В технических чертежах должны быть:
— определены размеры, влияющие на пригодность, работоспособность;
— достаточное количество контрольных точек и поверхностей для определения технологии проведения измерений и разработки контрольно-измерительных приборов;
— установлены требования, которые нельзя проверить с применением известных методов контроля;
— определены критерии приемки компонентов, имеющих атрибутивные характеристики (как осматривать, в каком положении, какие дефекты).
3.2.1.2.2. В технических требованиях должны быть:
— определены все необходимые виды испытаний (функциональные,
— методики проведения испытаний с указанием критериев определения
годности изделия после проведения испытаний;
— необходимое оборудование и требования к нему;
— условия хранения и перевозки.
3.2.1.2.3. В спецификации материалов должны быть установлены характеристики, требующие контроля, со ссылками на соответствующие стандарты.
3.2.1.3. Определение ключевых характеристик для компонентов классов К1, К2 с отметкой их на чертеже значком. При отсутствии в поле чертежа ключевых характеристик их определяет специалист службы качества совместно с конструктором, ведущим деталь. В процессе подготовки производства специалист службы качества должен обеспечить выполнение поставщиком ключевых характеристик путем участия в разработке планов управления качеством, плана испытаний, выставления требований к оснастке, оборудованию и статистическому управлению ключевого технологического процесса. Под ключевыми характеристиками понимаются параметры изделия, влияющие на его функциональность и надежность (Например, на чертеже панели облицовки двери: за ключевую характеристику может быть принят номер технического документа, регламентирующего количество допустимых эстетических дефектов, их виды и размеры; должны быть определены параметры, влияющие на собираемость детали).
3.2.1.4. Определение требований к оборудованию, инструменту, оснастке, контрольно-измерительному и испытательному оборудованию для компонентов классов К1, К2, К3.
Специалист службы качества должен экспертно оценить оснастку, производственное, испытательное оборудование и контрольно-измерительную оснастку поставщика на соответствие требованиям потребителя и при необходимости провести коррекцию объема подготовки производства совместно со службой закупок.
3.2.1.4.1. Производственное оборудование, инструмент, оснастка должны обеспечивать ожидаемый объём производства, выполнение требований технической документации.
3.2.1.4.2. Для производственного оборудования и оснастки должен быть разработан план предупредительного обслуживания.
3.2.1.4.3. Контрольно-измерительное оборудование должно обеспечивать полный объём и требуемую точность замеров в соответствии с выставляемыми потребителем поставщику техническими требованиями, планом управления качеством и выводами проведения FMEA процесса.
3.2.1.4.3. Испытательное оборудование должно обеспечивать все необходимые виды испытаний, затребованные потребителем, оговоренные в технической документации и выводах DFMEA.
3.2.2. Внесение предложений об изменении технической документации.
Внесение предложений об изменении технической документации производится в случаях:
— не в полном объёме определены размеры, влияющие на пригодность, работоспособность;
— не достаточное количество контрольных точек и поверхностей для определения технологии проведения измерений и разработки контрольно-измерительных приборов;
— не установлены требования, которые нельзя проверить с применением известных методов контроля;
— не установлены критерии приемки при проведении ресурсных и функциональных испытаний, методика их проведения, испытательное оборудование;
— невозможно изготовить изделия в соответствии с технической документаций в силу ограничений по оборудованию или используемой технологии.
В выше перечисленных случаях специалист службы качества:
3.2.2.1. Вносит предложения для изменений чертежей и/или технических требований для компонентов классов К1, К2, К3, К4.
3.2.2.2. По результатам изменения пересматривает при необходимости ключевые характеристики изделия для классов К1, К2.
3.2.3. Порядок проведения технологического аудита поставщика.
3.2.3.1 Технологический аудит производства поставщика проводится по решению специалиста службы качества торгово-закупочной компании или дирекции по закупкам предприятий «Группы ГАЗ» с целью определения потенциальных возможностей поставщика производить компоненты классов К1, К2, К3, К4 в соответствии с техническими требованиями к компоненту и в требуемом объёме. Аудит проводится на процессах действующего производства, аналогичных процессам, находящимся в стадии подготовки.
По результатам технологического аудита должны быть оценены ниже перечисленные критерии:
— Имеющиеся виды производств (термическое, покрытие, механическая обработка и т. д.); наличие договоров на выполнение работ, которые поставщик не может выполнить;
— Оценка парка производственного оборудования: год выпуска, состояние (исправность, содержание), загрузка (производственные мощности), виды оборудования по типу обработки, оценка возможности производства размещаемого компонента на существующем оборудовании;
— Техническое обслуживание и ремонт оборудования и оснастки;
— Организация и состояние рабочих мест основного и вспомогательного персонала;
— Оптимизация производственных процессов (исключение лишних операций, переходов, перемещений);
— Уровень профессиональной подготовки персонала;
— Уровень развертывания СМК на конкретном участке;
— Определение соответствия плана управления качеством сложности и типу функциональности изготовляемого компонента;
— Адекватность метрологического обеспечения требованиям технической документации на производимые и перспективные изделия;
— Наличие аттестованных лабораторий или договоров со сторонними организациями;
3.2.3.2. По результатам технологического аудита оформляется отчёт, который направляется в Дирекцию по производственным закупкам, как рекомендация специалисту по закупкам, учитываемая при проведении тендера.
3.2.4. Контроль прохождения подготовки производства у поставщика.
Контроль прохождения подготовки производства проводится для проверки выполнения требований, выставленных поставщику. Контроль прохождения подготовки производства у поставщика осуществляется на этапе проектирования и разработки процесса производства и на этапе окончательной подготовки производства. Для компонентов класса К1, К2 контроль осуществляется непосредственно на предприятии поставщика; для компонентов класса К3, К4 контроль осуществляется без выезда на предприятия поставщика по предоставляемой поставщиком информации и отчётными документами.
3.2.4.1. На этапе проектирования и разработки процесса производства специалист по качеству принимает участие в составлении в зависимости от класса а/к и контролирует:
3.2.4.1.1. Выполнение требований к оборудованию, инструменту, оснастке для компонентов класса К1, К2, К3.
Разрабатываемые и закупаемые поставщиком оборудование, инструмент и оснастка должны соответствовать требованиям, определённым в соответствии с п. 3.2.1.4.
3.2.4.1.2. Карта потока процесса для компонентов класса К1, К2.
3.2.4.1.3.Анализ видов и последствий отказов процесса (PFMEA) для компонентов класса К1, К2.
Результатом проведения PFMEA является выявление и исключение потенциальных проблем, внесение изменений в проект технологического процесса, разработка плана управления качеством. PFMEA проводится в соответствии с рекомендациями ГОСТ Р 51814.2-2001 (Приложение 3.1). При проведении FMEA процесса, а также при составлении плана управления качеством необходимо обратить особое внимание на факторы, влияющие на загрязнение или деформацию детали в производственном процессе, оснастку, контрольно-измерительную оснастку, частоту проведения визуального контроля поверхности и оборудование рабочего места контролера.
3.2.4.1.4. Инструкции для операторов для компонентов К1, К2, К3, К4.
Специалист по качеству ведет контроль разработки (в процессе проектирования) и актуализации (в процессе окончательной подготовки производства) детальных указаний для всего рабочего персонала, имеющего прямые обязанности в работе с процессами. Инструкции должны быть наглядно оформлены, доступны для персонала, содержать требования технической документации, характеристики оборудования, параметры процесса, требования к качеству и процесс его измерения, требования к упаковке и погрузке, требования по технике безопасности.
3.2.4.1.5 План управления качеством опытной серии для компонентов класса К1, К2.
План управления качеством составляется на этапе проектирования и является описанием характеристик, методов и планов их контроля, в том числе характеристик и процессов, на которых планируется проведение SPC и MSA. План управления обновляется на всём этапе подготовки производства. В плане управления качеством в обязательном порядке должны быть отмечены ключевые характеристики изделия; методы, обеспечивающие их достижение и контроль.
3.2.4.1.6. Оценка упаковки для компонентов класса К1, К2, К3, К4.
Специалист по качеству проводит оценку упаковки по результатам пробных погрузочных и транспортных работ. Упаковка должна обеспечивать защиту продукции от повреждений и влияния вредных факторов при погрузо-разгрузочных работах и транспортировке.
3.2.4.2. На этапе окончательной подготовки производства специалист по качеству участвует в зависимости класса а/к:
3.2.4.2.1. Производство опытной партии для компонентов класса К1, К2.
Опытная партия должна быть изготовлена в производственных условиях (оснастка, оборудование, окружающая среда, операторы, площади и время изготовления, как в серийном производстве). Минимальный объём партии – 3 ед. На образцах опытной партии проводятся замеры и испытания в соответствии с п. 3.2.5.
3.2.4.2.2. Проведение ресурсных испытаний (на отказ) для компонентов
Результаты испытаний на отказ подтверждают требования по прочности и долговечности конструкции. Испытания на отказ проводятся совместно со специалистами конструкторских служб. По результатам испытаний проводится анализ соответствия параметров изделия критериям годности изделия после проведения испытаний и составляется протокол/заключение об уровне соответствии требованиям КД. Целесообразность испытаний определяется временным показателем (длительностью) и уровнем сложности.
Различные виды испытаний могут проводиться параллельно по согласованию с конструкторской службой.
3.2.4.2.3. Оценка измерительных систем для компонентов класса К1 (MSA).
Оценка измерительных систем должна быть проведена до или во время
производства опытной партии для измерительных процессов ключевых
характеристик в соответствии с ГОСТ Р 51814.5-2005 (Приложение 3.3).
3.2.4.2.4. Проведение замеров и испытаний для опытной партии для компонентов класса К1, К2.
Результаты замеров подтверждают соответствие продукции, изготовленной в производственных условиях, требованиям конструкторской документации, техническим условиям, спецификации. Результаты замеров предоставляются на утверждение в конструкторскую службу. Замеры производятся в лабораторных условиях или работниками лабораторий с применением средств контроля действующего производства. Результаты замеров подтверждаются актами замеров (Приложение 3.2).
3.2.4.2.5. Проведение функциональных (приемо-сдаточных) испытаний.
Результаты функциональных испытаний подтверждают соответствие функциональных свойств продукции, изготовленной в производственных условиях, техническим требованиям. По результатам испытаний составляется протокол/заключение об уровне соответствия требованиям (Приложение 3.2).
3.2.4.2.6. Проведение опытной сборки.
Проведение опытной сборки в условиях действующего производства (конвейерная сборка) совместно с конструкторской службой. По результатам сборки составляется протокол/заключение об уровне соответствия требованиям.
3.2.4.2.7. План управления качеством для компонентов класса К1, К2, К3, К4.
План управления качеством составляется на этапе завершения подготовки пр-ва на основе плана управления, разработанного на этапе проектирования и разработки (Приложение 3.1). Является описанием характеристик, методов и планов их контроля, в том числе характеристик и процессов, на которых планируется проведение SPC и MSA. План управления обновляется на всём этапе подготовки производства. В плане управления качеством в обязательном порядке должны быть отмечены ключевые характеристики изделия; методы, обеспечивающие их достижение и контроль, откорректированные с учетом замечаний выявленных при производстве и оценке опытной партии. В случае если план управления качеством разработан поставщиком без участия специалиста по качеству, последний должен провести экспертный анализ соответствия предлагаемого плана управления качеством требованиям КД.
По завершению окончательной подготовки производства специалист по качеству переходит к процедуре РРАР.
3.3. Процедура одобрения производства а/к процесса закупки изделий на транспортные средства действующего производства (PPAP).
Результатом работы проводимой на этапе подготовки производства является папка РРАР, содержащая документы, описывающие производимый компонент и процесс его изготовления. Папка подготовляется поставщиком с участием специалиста по качеству для компонентов класса К1, К2. Для компонентов класса К3, К4 возможна подготовка папки РРАР поставщиком без выезда специалиста по качеству на предприятие-изготовитель. Одобренная папка РРАР является основным документом, используемым при решении спорных вопросов по качеству поставляемой продукции возникающих в процессе серийных поставок.
3.3.1. Уровень представления документов и образцов а/к определяется на основе ГОСТ Р 51814.4 в зависимости от класса компонента. Уровни представления приведены в таблице 1.