Приварка крепежа.

Приварной крепеж – метизы, преимущественно с резьбой, которые с помощью конденсаторной сварки (есть и другие способы, например, сварка дугой, но конденсаторная сварка предпочтительнее, так приваривание происходит за один «выстрел», моментально) привариваются (пристреливаются) в предварительно размеченные места на листовых металлических заготовках. Приварной крепеж приваривается за счет расплавления поверхности шляпки крепежа с расположенной на ней головкой и листа (см. ниже пояснение).
Основные виды приварки крепежа.
1. Конденсаторная сварка (CD) – наиболее распространенный и универсальный метод, применяемый для приварки крепежа. Электрический заряд, накопленный в конденсаторах сварочного аппарата, разряжается через тонкий наконечник на головке шпильки или втулки. Накопленная энергия расходуется на расплавление наконечника метиза и поверхностного слоя листового металла, в результате чего и создается надежное приварное соединение. Подходит для приварки крепежных элементов из омедненной стали, нержавеющей стали А2-50, алюминия и латуни диаметром от М2 до М10 в листовой металл толщиной от 0,5мм.
2. Контактно-дуговая сварка (ARC) – метод приварки крепежа с помощью электрической дуги между метизом и поверхностью материала, возникшей при пропускании через крепеж и листовую заготовку сварочного тока. Для данного процесса используется сварочный аппарат с выпрямителем переменного тока, который и создает необходимый сварочный ток. Для контактно-дуговой сварки необходимо дополнительно использовать специальные керамические кольца, которые препятствуют растеканию расплавленного металла из области приварки, либо подавать в зону приварки инертный газ. За счет высоких энергетических параметров электрической дуги (в сравнении с энергией разряда при конденсаторной сварке) метод контактно-дуговой сварки позволяет приваривать крепеж с широким диапазоном размеров вплоть до М24 к листовым материалам толщиной от 2мм, область расплавленного металла может достигать 1мм в глубину. Получаемое приварное соединение обладает повышенной надежностью и стойкостью к отрыву и провороту.
3. Импульсная контактно-дуговая сварка (SC) – упрощенная разновидность контакно-дуговой сварки. Электрическая дуга имеет меньшие энергетические характеристики за счет ограниченного времени действия импульса сварочного тока (1мсек – 1 сек). Глубина проплавляемого слоя достигает лишь 0,5мм. Применяется данный метод для приварки втулок и шпилек диаметром М3-М12 к листовым металлам толщиной от 0,8мм. Использование керамических колец или подача инертного газа в область приварки является желательным но необязательным условием.
4. Приварка вращающейся дугой (MARC) – метод приварки втулок и других полых крепежных элементов (с внутренней резьбой), когда кромки материала заготовки и торцы привариваемого метиза предварительно разогреваются электрической дугой, вращающейся в магнитном поле, после чего механически сдавливаются (процесс осадки). Метод инновационный и достаточно дорогой, но имеет свои неоспоримые преимущества – пониженная температура сварки позволяет приваривать крепеж к сложным и тонким поверхностям, не деформируя их. Метод позволяет приваривать стандартные гайки и резьбовые втулки.
5. Конденсаторная (HVAC) и дуговая сварка (FRI) для изоляции (ISO) – метод приваривания гвоздей с изолированным стержнем и шляпкой ISO-плюс – чашеобразная шляпка гвоздя помещается в держатель сварочного пистолета, после чего гвоздь приваривается к металлической подложке, которая находится под слоем установленной изоляции.
Назначение приварного крепежа
Приварной крепеж предназначен для обеспечения крепления/фиксации конструкций и других элементов на листовых или массивных заготовках. За счет повышенных характеристик на отрыв, сдвиг и проворот подходит для широкого спектра применений в производстве корпусного оборудования и строительстве. Для монтажа приварных втулок и шпилек, лепестковых контактов и других типов приварного крепежа не требуется никаких дополнительных подготовительных операций (сверления посадочных отверстий, зенковки и других). Для установки требуется дополнительное сварочное оборудование.
12 основных вопросов и ответов по ПРИВАРКЕ КРЕПЕЖА
Во многих областях производства приварка крепежа – наиболее экономичный способ фиксации компонентов. При использовании в производстве тонкого листового металла, приварка крепежа – единственное возможное технологическое решение.
1. Что такое приварка крепежа?
— крепеж (резьбовая шпилька, гвозди, резьбовая втулка и другие) приваривается дугой без дополнительных материалов.
2. Как происходит процесс приваривания?
— дуга возбуждается между фланцем крепежа и поверхностью заготовки, после оплавления поверхностей, крепеж быстро вдавливается в заготовку и образуется соединение.
3. Какие существую т типы процессов приварки крепежа?

 ПРИВАРИВАНИЕ КРЕПЕЖА КОНДЕНСАТОРНЫМ РАЗРЯДОМ С ОПЛАВЛЕНИЕМ КОНЧИКА (TS)
ПРИВАРИВАНИЕ КРЕПЕЖА КОНДЕНСАТОРНЫМ РАЗРЯДОМ С ОПЛАВЛЕНИЕМ КОНЧИКА (TS)
в соответствии с нормами DIN 1)
Особенно подходит для приварки крепежа к тонкому
листовому металлу (с толщиной от 0,5 mm).
Минимальная толщина металла: 1/10 от диаметра крепежа.
Диапазон привариваемого крепежа: M3-M8 (M10). 
ДУГОВАЯ СВАРКА (DS) в соответствии с нормами DIN 1)
Разновидности сварочных процессов:
Подходит для приварки крепежа к металлу толщиной от 2 мм и больше.Минимальная толщина металла: 1/8 диаметра крепежа. Диапазон привариваемого крепежа: диаметр от 2 до 25 (M24).
1 ) DIN EN ISO 14555
4. Каковы области применения приварки крепежа?
1. Приварка крепежа конденсаторным разрядом: металлообработка, электронная промышленность, коммутационные шкафы, лабораторное и медицинское оборудование, пищевая промышленность, бытовое оборудование, коммуникации, торговые автоматы, окна, производство стекла, изоляционные технологии, производство промышленных кухонь и другое.
2. Приварка крепежа дугой: металлоконструкции, машиностроение, судостроение, строительные технологии, электростанции и системы сжигания топлива, отопительное и заводское оборудование, фиксация изоляции и производство окон…
5. Какие материалы варятся хорошо?
В общем, привариваются хорошо изделия из одного и того же материала *
6. Диаметр и Длина привариваемого крепежа?
— Приварка крепежа конденсаторным разрядом:
От M3 до M8 (M10), диаметром 2-10 мм, длиной от 6мм
— Приварка крепежа дугой :
Диаметр 2-25 мм (M24), длиной от 15мм
7. Какова прочность соединения приваренного крепежа?
Так как крепёж приваривается всей поверхностью к заготовке, прочность соединения выше, чем прочность металлов (крепежа и заготовки)
Сварка конденсаторным разрядом:
сталь (низкоуглеродистая и нержавеющая), алюминий, латунь.
Приварка крепежа дугой:
сталь (низкоуглеродистая и нержавеющая), алюминий.
8. Форма привариваемого крепежа?
Приварка крепежа конденсаторным разрядом:
резьбовая шпилька, резьбовые втулки, штифты рождественская елка, шпилька нерезьбовая, контакт заземления, гвозди с чашеобразными шляпками, изоляционные гвозди, лепестки заземления.
Приварка крепежа дугой:
резьбовая шпилька, гвозди, резьбовая втулка, штифты «рождественская елка», анкерные болты, болты заземления, изоляционные гвозди.
HBSпоставляет весь спектр стандартных видов специального крепежа, а также специальный крепеж по запросу покупателя.
9. Сколько длится сварочный процесс?
11. Сколько единиц крепежа может быть приварено за минуту?
Ручная подача крепежа: 5- 6 единиц в минуту* (средний показатель).
Автоматическая подача крепежа: 40 единиц в минуту* (средний показатель).
* скорость сварки зависит от области применения и типа сварочных аппаратов HBS.
12. Способы автоматизации процесса сварки?
HBS представляет широкий спектр продукции: от ручного сварочного пистолета с автоматической и полуавтоматической подачей крепежа, до полностью автоматизированных систем и роботизированных установок.
Подходит для приварки крепежа с рабочей поверхностью, элементы которых располагаются на разной высоте. 
Интересующие вас вопросы по резьбовой заклепки вы можете задать специалистам нашей компании:
Процессы приварки метизов
Технологии приварки крепежа
Контактный способ приварки
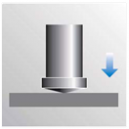
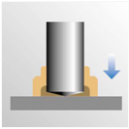
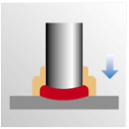
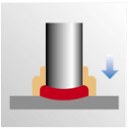
В этом методе сварки, энергия, накопленная в конденсаторной батарее разряжается сквозь контактный кончик сварочного метиза в пределах чрезвычайно короткого времени 1-3 MS (0.001-0.003 секунд.). Применение защитного газа или керамических наконечников-колец не требуется.
  | 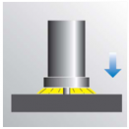 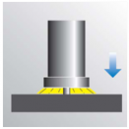 | 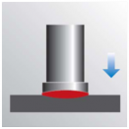 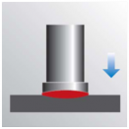 |
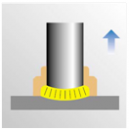
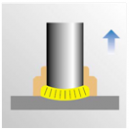
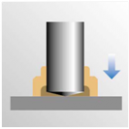
| Кончик метиза касается обрабатываемой детали. | Включается конденсаторный разряд. Зажженная дуга расплавляет контактные зоны метиза и рабочей поверхности детали. | Метиз погружается в расплавленный сварочной дугой объем металла. Материал укрепляется и метиз приваривается. |
Вследствие чрезвычайно малой глубины проникновения, приблизительно 0.1 мм, этот метод, главным образом, используется для приварки шпилек на тонкостенных тонколистовых металлах с минимальной толщиной 0.5 мм. Никакие следы сварки не видимы на большой части тонколистовых металлов. Тонколистовой металл не подвергается перфорации, деформациям или обесцвечиванию на обратной стороне (видимая лицевая сторона), даже если поверхность была ламинированная пластиком или гальваническое покрытие.
Этот метод сварки является одним из видов дуговой сварки метизов, где сварочный выпрямитель обеспечивает ток непрерывной сварки в очень короткий интервал времени, который может быть также настроен относительно времени и силы тока. Время сварки составляет 0.003 — 0.5 секунды. Керамические кольца и газ не требуются.
  |   |   |
| Кончик метиза касается обрабатываемой детали. | Включается дуговой разряд, метиз поднимается над обрабатываемой деталью. | Метиз погружается в расплавленный сварочной дугой объем металла. Материал укрепляется и метиз приваривается. |
Приварка шпилек дугой с коротким производственным циклом — вариант дуговой приварки шпилек. Вследствие небольшой глубины проплавления, приблизительно 0.4 мм, этот метод может даже быть применен на тонколистовые металлы с минимальной толщиной 0.6 мм. При правильной настройке параметров сварки, этот метод сварки гарантирует особенное качество, единообразные и воспроизводимые сварные соединения метизов. Сварочные швы тестируются в соответствии со стандартом DVS лист 0904 «Практическое применение». Не смотря на применение дуговой сварки и в следствии очень короткого времени цикла керамические кольца не требуются. Применение этого метода сварки очень успешно, например: в заземлении, в приборостроении, судостроении, в металлоконструкций, машиностроении, разработке и судостроении, строительстве зданий, конструкторских разработках гражданского строительства, моторостроении, в конструкциях атомных электростанций, тепловых и водонапорных станций, в приборостроении, в проведении изоляционных работ, в железобетонных конструкциях и т.д.
В этом методе сварки, сварочный выпрямитель служит как источник энергии и обеспечивает ток непрерывной сварки, который может быть настроен относительно времени и силы тока. Время сварки составляет 0.1 — 2.0 секунды. Керамические наконечники-кольца обычно используются как ограничители границ объема сварки.
  |   |   |
| Кончик метиза касается обрабатываемой детали. | Включается дуговой разряд, метиз поднимается над обрабатываемой деталью. | Метиз погружается в расплавленный сварочной дугой объем металла.Материал укрепляется и метиз приваривается. |
Вследствие увеличенной глубины проникновения приблизительно от 1-3 мм, этот метод главным образом используется для обрабатываемых деталей с минимальной толщиной 2 мм. Этот метод сварки вырабатывает высококачественные сварные соединения и особенно соответствует ситуациям, когда предъявляются высокие требования к качеству сварки и высокой прочности соединения для силовых нагрузок, в соответствии с правилами безопасности. Применение этого метода сварки очень успешно, например: в разработке и изготовлении металлоконструкций, машиностроении, разработке и судостроении, строительстве зданий, конструкторских разработках гражданского строительства, моторостроении, в конструкциях атомных электростанций, тепловых и водонапорных станций, в приборостроении, в проведении изоляционных работ, в железобетонных конструкциях и т.д.
Радиально — симметричное магнитное поле для приварки крепежа предназначено для сварки метизов до М16. Минимальная толщина листового металла рабочей детали 1 мм; рекомендуемое соотношение минимальной толщины обрабатываемой детали и диаметра сварочного метиза 1:10. Так же позволяет приваривать гайки на перфорированные и сплошные поверхности. В первую очередь процесс разрабатывался для судостроения, машиностроения и приборостроения, но его уникальные возможности оказались востребованы в самом широком спектре производственных направлений. Эта технология не заменима там, где предьявляются повышенные требования к коррозиоустойчивости и долговечности сварных соединений. За счет получаемого «плоского» профиля свароного шва и уменьшенного теплового воздействия на рабочие материалы область зоны сварки максимально сокращена и фактически близка диаметру привариваемого метиза. Это также позволяет избежать изменения структуры металла по всей глубине рабочей толщины детали, даже тонкостенной, которое происходит при обычной «стандартной» приварке метизов. В первую очередь процесс разрабатывался для судостроения, машиностроения и приборостроения, но его уникальные возможности оказались востребованы в самом широком спектре производственных направлений.
В этом сварочном процессе, который разработан и запатентован компанией Heinz Soyer ® Bolzenschweisstechnik GmbH и позволяет приваривать метизы и трубные изделия с помощью лазера на автоматических установках CNC.
Сравнение процессов приварки шпилек
Как работать точечной сваркой?

Содержание:
Точечная сварка является наиболее распространенным видом контактной сварки: около 50% всех сварных конструкций сделано именно по этому способу. Она широко применяется в машино- и самолетостроении, что объясняется простотой метода и универсальностью его использования. Однако, есть некоторые тонкости, которые нужно знать, чтобы повысить производительность работы и качество соединяемых деталей. Об этом и пойдет речь в нашей статье.
Основные способы выполнения SPOT-сварки
Есть несколько распространенных способов точечной сварки, которые в основном отличаются подведением тока к поверхности деталей. Рассмотрим на конкретных примерах.
Ситуация №1: нужно соединить две заготовки. Никаких препятствий нет, поэтому в таком случае лучше использовать популярный двусторонний метод точечной сварки: детали зажимаются между электродами с приложением определенного усилия, и ток подводится одновременно с двух сторон.
Этот способ более всего подходит для сварки небольших элементов конструкций, открытых соединений и узлов с отбортовкой. Его преимуществом является высокое качество получаемого в результате работы соединения, так как двусторонний зажим заготовок позволяет обеспечить усилие, необходимое для создания крепкой сварной точки. Недостаток же заключается в том, что длина щипцов, которыми зажимаются свариваемые листы, ограничена. То есть если нужно сваривать крупные узлы, этот метод не подойдет.
Ситуация № 2: детали, которые нужно закрепить, входят в состав закрытого узла, поэтому нет возможности расположить электроды с двух сторон. В этом случае советуем воспользоваться методом односторонней точечной сварки.

Его можно использовать для соединений элементов практически любых размеров (ограничение лишь по толщине), так как нет зависимости от длины щипцов — электроды прикладываются к одной поверхности. В процессе сварочный ток распределяется между двумя деталями, а нагрев происходит от части тока, протекающего через нижнюю деталь. Для улучшения качества сварной точки можно использовать специальную медную прокладку, которая устанавливается там, где будут располагаться электроды. Она способствует повышению параметром протекающего через деталь тока, поэтому место сварки получается более прочным.
В этом случае помните, что при работе с деталями разной толщины (разница более чем в 3 раза) ток следует подавать к более массивной (толстостенной) заготовке. Избегайте слишком близкого расположения электродов, так как в этом случае существует возможность наружного выплеска расплавленного металла.
Преимущества использования данного метода:
Недостатком же является то, что не всегда можно обеспечить необходимое усилие зажима, поэтому качество такой сварки уступает двухсторонней.
Режимы точечной сварки
SPOT-аппараты способны работать в двух режимах: в «жестком» и «мягком». Первый характеризуется большим значением сварочного тока и малым периодом его пропускания, второй же, наоборот, небольшим значением тока и продолжительным временем работы.
Главные параметры работы:
Помните! Даже малейшее отклонение от рекомендуемой величины хотя бы одного из параметров негативно отразится на качестве сварки.

Значение всех вышеперечисленных параметров зависит от толщины и материала свариваемых деталей. Рассмотрим режимы на примере деталей из низкоуглеродистой стали, так как она является наиболее распространенным материалом для изготовления металлопроката (листов, швеллеров, труб, уголков и т.д.) и крепежных изделий и широко применяется в строительстве, при возведении различных металлоконструкций.
Например, для заготовок общей толщиной не более 5 мм рекомендуется цикл с одним импульсом тока и постоянным усилием сжатия. Если значение толщины превышает 5 мм, то понадобится несколько импульсов.
В таблице приведены значения основных параметров работы при точечной сварке низкоуглеродистой стали:
| Толщина детали, мм | Диаметр рабочей части электрода, мм | Усилие сжатия, кН | Сила тока, кА | Время сварки, сек | Минимальный диаметр ядра, мм |
| 1 | 5 | 1,5 | 7,5 | 0,4 | 4 |
| 2 | 7,5 | 3,5 | 10,5 | 0,6 | 6 |
| 2,5 | 8 | 3,5 | 11,5 | 0,8 | 7 |
| 4 | 12 | 4 | 11 | 3 | 10,5 |
| 5 | 13 | 5 | 12 | 4 | 12,5 |
| 6 | 15 | 6 | 13,5 | 4,5 | 14 |
| 7 | 17 | 7 | 14,5 | 5 | 15 |
| 8 | 18 | 8 | 15 | 6 | 16 |
Возможные трудности
Однако, качество сварного соединения зависит не только применяемого метода, но и от материала, из которого выполнена заготовка.
На производствах и заводах, где чаще всего приходится иметь дело с деталями, изготовленными из сплавов с высокой теплопроводностью (таких как медь, алюминий и т. д.), нужно учитывать некоторые нюансы, позволяющие получить качественную сварную точку. Следует помнить, что элементы из подобного материала очень быстро отводят вложенное тепло, и для их скрепления нужно подавать ток с очень высокой плотностью, достигающей 120-300 А/кв.мм.
Другой сложностью является прилипание частичек алюминия к электродам и частиц меди, из которой обычно изготовлены электроды, к алюминию в процессе работы. Для того чтобы уменьшить количество таких случаев, необходимо очень тщательно очищать поверхности, как заготовок, так и электродов. Учтите также, что из-за более низкого электрического сопротивления точечная сварка алюминиевых сплавов осуществляется гораздо проще, нежели чистого алюминия.
Для получения качественного результата работы с такими деталями нужно определенное значение сварного тока и время сварки. В случае отклонения от требуемого значения соединение будет ненадежным и быстро «разорвется». К примеру, несоблюдение рекомендуемого времени сварки или усилия сжатия электродов приведет к появлению непрочной сварной точки
Ниже приведена таблица с соотношением параметров режима точечной сварки, необходимых для получения прочного сварного соединения деталей из алюминиевых сплавов:
| Алюминиевый сплав | Толщина одной детали, мм | Значение тока, к·А | Продолжительность сварки, сек | Значение усилия сжатия электродов, кН |
| 0,8 | 20 | 0,1 | 3 | |
| 1 | 24 | 0,12 | 4 | |
| 1,5 | 27 | 0,14 | 5 | |
| 2 | 30 | 0,18 | 7 |
Как определить качество сварного соединения
На каждом производстве обязательно должна производиться проверка качества сварного соединения. Обычно для этого берут несколько образцов и разрушают их.
Если сварка была проведена качественно, то на одной детали будет глубокий кратер, а на второй останется само ядро сварной точки. Если этого не наблюдается, то это и есть непровар, и в этом случае нужно увеличить усилие сжатия или же время сварки.
Главным объективным показателем, свидетельствующем о качестве соединения, является размер ядра сварной точки (площади пятна контакта). Для любого материала будет справедливо, что диаметр ядра должен равняться трем толщинам (S) более тонкой детали, при этом допустимый разброс составляет 20%-80% S. Если диаметр полученного ядра меньше указанного диапазона, то это свидетельствует о недостаточном проваре, а если больший — то о выплеске расплавленного металла.