ПЭТ преформы
ПЭТ преформа – это заготовка для изготовления ПЭТ бутылок или банок из полимера (полиэтилентерефталата) методом выдувного формования (оборудование для производства ПЭТ бутылок методом выдувного формирования).

Какие виды преформ бывают? Преформы можно классифицировать нескольким отличительным признакам.
В зависимости от сферы потребления преформ

В зависимости от емкости бутылки
Вес преформы напрямую влияет на объем бутылки, которую можно получить. Стандартное соотношение между весом преформы и емкостью получаемой бутылки представлено в таблице.
Вес преформы, граммы
Емкость бутылки, литры
В зависимости от конфигурации преформы

Качество формуемой бутылки в огромной степени зависит от результата разогрева преформы. Чем меньше толщина ее стенки, тем легче её прогреть. С этой точки зрения, толщина 2,6мм лучше, чем 3,0мм. Однако уменьшение толщины стенки преформы до менее чем 3,0мм связано с большими технологическими трудностями ее изготовления (необходимо существенное увеличение температуры в камере дозирования и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Именно поэтому тонкостенные преформы выпускаются редко, а если и поступают в продажу, то их стоимость гораздо выше универсальных.
Толстостенная преформа (с толщиной стенки до 4,5мм)
Они просты в изготовлении и удобны при транспортировке (при прочих равных условиях в упаковочный ящик помещается их на 30-40% больше укороченных преформ, чем универсальных), но пригодны лишь для раздува на мощном оборудовании с давлением воздуха 30-40 бар. Получить качественную бутылку из таких преформ можно лишь на высококачественных полуавтоматах выдува, либо ценой значительного снижения производительности, но и в этом случае брак неизбежен.
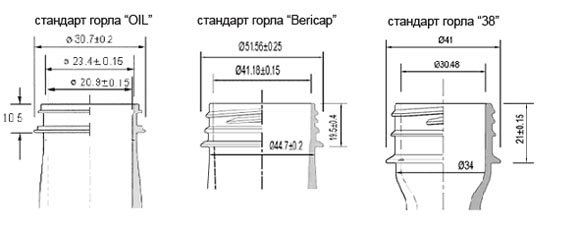
В зависимости от конфигурации горлышка
На рынке напитков в России преимущественно используются два стандарта горловины преформ: BPF (British Plastics Federation) и PCO (Plastic Closures Only).
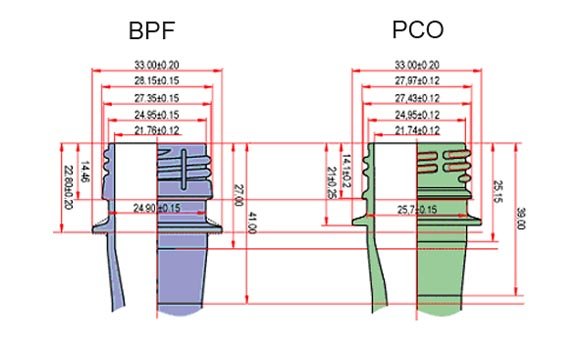
Схемы остальных конфигураций преформ:
Так или иначе, вопрос выбора той или иной преформы для выдува бутылок решаются индивидуально, применительно к конкретным условиям производства и сбыты готовой продукции, с учетом технических особенностей используемого оборудования.
Преформы: типы по весу, горлышку, а также технология изготовления и заводы-изготовители

По весу.
Вес преформы напрямую зависит от объема выдуваемой бутылки, также учитываются требования к прочностным и барьерным характеристикам ее стенок.
Примерное соотношение между весом преформы и емкостью получаемой бутылки следующее:
Вес преформы, гр. / Емкость бутылки, литры
20 гр — 0,33 л
23 гр — 0,5 л
39 гр — 1 л
42-44 гр — 1,5 л
48 гр — 2 л
87 гр — 3,5 л
710-770 гр — 19 л
Учитывая прочностные характеристики, вес преформы будет меняться. Например, для выдува бутылки 2 литра негазированной воды нужна преформа весом 48 гр, а для газированной воды вес преформы увеличится до 52 гр. 
По типу наливаемой продукции.
Вес преформы и тип горловой части будет зависеть от типа жидкости, которую планируется разливать в будущую бутылку.
Выделяют следующие типы:
• безалкогольные газированные напитки и минеральные воды;
• пиво и слабоалкогольные напитки;
• питьевые негазированные воды;
• молоко и кисломолочные продукты;
• соки и сокосодержащие напитки;
• товары бытовой химии (незамерзайка, шампуни, жидкое мыло и др.);
• алкогольные напитки (вино, водка);
• холодный чай/кофе;
• растительное (подсолнечное, оливковой и др.) масло;
• товары медицинского назначения.
Здесь также учитываются прочностным и барьерные требования. Так, если емкость предназначена для слабогазированной минеральной воды, то ее стенки должны быть толщиной 0.25 мм. Сильногазированные напитки требуют толщину стенок 0.36 — 0.38 мм. Чем толще стенки, тем больше весит преформа.
По конфигурации.
По своей конфигурации преформы делятся на:
• универсальные
• толстостенные
• укороченные
• а также по типу горлышка.

Для высокоскоростных производительных выдувных машин предпочтительны тонкостенные преформы, т.к. разогреть их будет проще. Однако изготовление таких преформ связано с технологическими трудностями (необходимо существенное увеличение температуры при впрыске и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Из-за этого стоимость тонкостенных преформ гораздо выше универсальных.
С толстостенными преформами (толщиной стенки до 4,5мм) всё наоборот. При этом они даже непригодня для печей погружного типа, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для беспроблемного выдува бутылок.
Укороченные преформы подходят только для раздува на оборудовании высокой мощности.
Преформы производятся методом литья под давлением. В процесс входят этапы:
• подготовка сырья (высушивание);
• расплавление ПЭТ до однородной массы;
• отливка преформ;
• охлаждение и выгрузка готовых изделий.
Крайне важно следить, чтобы при подготовке сырья удалялось как можно больше воды. Если воды слишком много, то качество бутылок ухудшается. Высушенное сырье поступает в шнек, который расплавляет форму в однородную массу. Та, в свою очередь, поступает в пресс-форму с гнездами, куда заливается ПЭТ и затем формируются заготовки. Сделанные преформы для выдува пэт бутылок быстро охлаждаются и выгружаются.
Где купить преформы
Заводов, изготавливающих преформы, достаточно много. Среди них, несомненными лидерами являются
Они, как правило, имеют свои представительства во всех крупных городах, что является очень важным преимуществом. Кроме них можно выделить следующих производителей преформ:
• МЕГА-ПЛАСТ ГК (преформы Москва);
• Техно-ПЭТ (г. Королев)
• ОАО «ПОЛИЭФ» (Благовещенск);
• Навиком (Пермь);
• Унипласт (Екатеринбург)
• Орен Пэтф (Оренбург);
• Компания «Тарком» (Челябинск);
• ВиПЭТ (Волгоград).
При выборе поставщика для преформ, ориентируйтесь на логистику (покупка преформ не должна быть трудозатратной и дорогой), а также на сырье, из которых изготавливаются преформы.
А в нашей компании Вы всегда сможете заказать качественные пресс-формы для выдува под различные объемы бутылок. Смотрите полный каталог 3D моделей. Наши менеджеры всегда смогут проконсультировать по возникшим вопросам. Звоните на телефон горячей линии, пишите нам на почту.
По весу.
Вес преформы напрямую зависит от объема выдуваемой бутылки, также учитываются требования к прочностным и барьерным характеристикам ее стенок.
Примерное соотношение между весом преформы и емкостью получаемой бутылки следующее:
Вес преформы, гр. / Емкость бутылки, литры
20 гр — 0,33 л
23 гр — 0,5 л
39 гр — 1 л
42-44 гр — 1,5 л
48 гр — 2 л
87 гр — 3,5 л
710-770 гр — 19 л
Учитывая прочностные характеристики, вес преформы будет меняться. Например, для выдува бутылки 2 литра негазированной воды нужна преформа весом 48 гр, а для газированной воды вес преформы увеличится до 52 гр.
По типу наливаемой продукции.
Вес преформы и тип горловой части будет зависеть от типа жидкости, которую планируется разливать в будущую бутылку.
Выделяют следующие типы:
• безалкогольные газированные напитки и минеральные воды;
• пиво и слабоалкогольные напитки;
• питьевые негазированные воды;
• молоко и кисломолочные продукты;
• соки и сокосодержащие напитки;
• товары бытовой химии (незамерзайка, шампуни, жидкое мыло и др.);
• алкогольные напитки (вино, водка);
• холодный чай/кофе;
• растительное (подсолнечное, оливковой и др.) масло;
• товары медицинского назначения.
Здесь также учитываются прочностным и барьерные требования. Так, если емкость предназначена для слабогазированной минеральной воды, то ее стенки должны быть толщиной 0.25 мм. Сильногазированные напитки требуют толщину стенок 0.36 — 0.38 мм. Чем толще стенки, тем больше весит преформа.
По конфигурации.
По своей конфигурации преформы делятся на:
• универсальные
• толстостенные
• укороченные
• а также по типу горлышка.
Для высокоскоростных производительных выдувных машин предпочтительны тонкостенные преформы, т.к. разогреть их будет проще. Однако изготовление таких преформ связано с технологическими трудностями (необходимо существенное увеличение температуры при впрыске и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Из-за этого стоимость тонкостенных преформ гораздо выше универсальных.
С толстостенными преформами (толщиной стенки до 4,5мм) всё наоборот. При этом они даже непригодня для печей погружного типа, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для беспроблемного выдува бутылок.
Укороченные преформы подходят только для раздува на оборудовании высокой мощности.
Преформы производятся методом литья под давлением. В процесс входят этапы:
• подготовка сырья (высушивание);
• расплавление ПЭТ до однородной массы;
• отливка преформ;
• охлаждение и выгрузка готовых изделий.
Крайне важно следить, чтобы при подготовке сырья удалялось как можно больше воды. Если воды слишком много, то качество бутылок ухудшается. Высушенное сырье поступает в шнек, который расплавляет форму в однородную массу. Та, в свою очередь, поступает в пресс-форму с гнездами, куда заливается ПЭТ и затем формируются заготовки. Сделанные преформы для выдува пэт бутылок быстро охлаждаются и выгружаются.
Где купить преформы
Заводов, изготавливающих преформы, достаточно много. Среди них, несомненными лидерами являются
Они, как правило, имеют свои представительства во всех крупных городах, что является очень важным преимуществом. Кроме них можно выделить следующих производителей преформ:
• МЕГА-ПЛАСТ ГК (преформы Москва);
• Техно-ПЭТ (г. Королев)
• ОАО «ПОЛИЭФ» (Благовещенск);
• Навиком (Пермь);
• Унипласт (Екатеринбург)
• Орен Пэтф (Оренбург);
• Компания «Тарком» (Челябинск);
• ВиПЭТ (Волгоград).
При выборе поставщика для преформ, ориентируйтесь на логистику (покупка преформ не должна быть трудозатратной и дорогой), а также на сырье, из которых изготавливаются преформы.
А в нашей компании Вы всегда сможете заказать качественные пресс-формы для выдува под различные объемы бутылок. Смотрите полный каталог 3D моделей. Наши менеджеры всегда смогут проконсультировать по возникшим вопросам. Звоните на телефон горячей линии, пишите нам на почту.
Производство ПЭТ-преформ
Преформы
Кроме того, при термодеструкции возможно выделение весьма вредных веществ, которые мигрируют в жидкость, налитую в бутылку, а также отравляют рабочих и близко живущих жителей при производстве преформ. Допустимые концентрации вредных веществ, выделяющихся при производстве преформ, представлены в таблице.
Допустимые концентрации вредных веществ, выделяющихся при переработке полиэтилентерефталата:
| Миграция в модельные среды в готовых изделиях, мг/л | В воздухе рабочей зоны, мг/м 3 | В атмосферном воздухе населенных мест, мг/м 3 | ||
| макс. разовая | средне-суточная | |||
| Ацетальдегид | 0.2 | 5 | 0.01 | 0.01 |
| Диметилтерефталат | 0.5 | 0.1 | 0.05 | 0.01 |
| Кислота терефталевая | — | 0.1 | 0.01 | 0.001 |
| Кислота уксусная | — | 5 | 0.2 | 0.06 |
| Углерода оксид | — | 20 | 5 | 3 |
Общая степень растяжения преформы при производстве бутылок порядка десяти (произведение степени растяжения вдоль и поперек оси). Это означает, что любой дефект, который имеет преформа (пятно, царапина, облой в местах стыковки формообразующих частей и т.п.), переходят на бутылку в десятикратном масштабе. Поэтому международные стандарты строго регламентируют требования к качеству поверхности и микродефектам преформ. Не должно быть видимых глазу включений, непроплавов, царапин. Образующийся при литье облой обламывается при укладке преформ и под действием электростатических сил прилипает к поверхности преформы, а затем, подплавляясь при выдуве бутылки, уродует поверхность изделия. Поэтому величина облоя должна быть минимальной. Для того чтобы эти требования выполнить, необходимо изготавливать пресс-формы с высокими размерной точностью и качеством поверхностей.
Предварительная сушка необходима только при неблагоприятном хранени, длительность сушки составляет 4-5 час.
Параметры процесса литья:
Скорость впрыска: поверхность прессованных изделий лучше при меньшей скорости впрыска.
Давление выдержки (подпрессовки): высокое улучшает качество поверхности, применять 50-70% давления литья.
Время выдержки (подпрессовки): рекомендуется небольшое время выдержки до 20% от времени охлаждения.
Время охлаждения: должно быть настолько длительным, чтобы литое изделие остыло до беспроблемного извлечения из прессформы; определяется толщиной стенок изделия, температурой стенок прессформы, температурой расплава материала.
Обороты шнека: высокие, должны быть подобраны таким образом, чтобы пластикация закончилась минимально раньше времени охлаждения.
Противодавление: 30-100 бар (3-10 бар по манометру термопластавтомата).
Превышение температуры более 290°С приводит к разложению полимера.
Литье преформ
На реальном производстве
Тот же комплекс на выставке К2019
Литье крышек К2019
, как выбрать изготовителя прессформы для литья пластмасс
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Что такое ПЭТ преформы
ПЭТ тара — одно из самых универсальных и экономичных решений для разлива жидкой пищевой и непищевой продукции. Для производства таких бутылок необходима специальная заготовка — преформа из того же полиэтилентерефталата (ПЭТ).
Для изготовления преформы используется термопластоавтомат — специальная инжекционно-литьевая машина, а также оборудование для подготовки сырья — полимерного гранулята.

Этапы изготовления ПЭТ преформ
Преформы изготавливаются методом литья под давлением в соответствии с ТУ 2297-001-69382110-2012.

Высушивание ПЭТ гранул
На первом этапе осуществляется сушка сырья — гранулята полиэтилентерефталата. Перед плавлением в полимере должна быть сведена к минимуму остаточная влага (уровень должен быть ниже 40 ppm). В противном случае из-за ее остатков в готовой преформе могут возникнуть пузырьки, что на стадии выдува может привести к образованию трещин в стенках бутылки. Температура, рекомендуемая для высушивания, — +180 °С.
Посредством вакуумного загрузчика гранулят из мешка дозированно подается в бункер, где особым образом, с помощью барабана-адсорбера, перемещается при высокой температуре, находясь в нем не менее 4 часов (каждая порция). Подача осуществляется таким образом, что бункер является заполненным непрерывно.
Пластикация гранулята
Высушенные гранулы перемещаются в экструдер, где осуществляется их расплав и пластикация с помощью шнека. Все зоны экструдера оснащены температурными контроллерами, при этом температура плавления должна быть максимально низкой из допустимых для расплава (примерно 250 °С).
Таким образом достигается однородная консистенция материала и поддерживается допустимый уровень ацетальдегидов в составе. Перегрев (более 250 °С) недопустим, поскольку влечет за собой повышение такого уровня, деградацию структуры материала и значительное ухудшение качества (хрупкость, непрозрачность и т. д.) готового изделия.
Инжекция расплава
По завершении расплава однородная масса подается через узел смыкания в пресс-форму. Через горячеканальную систему расплавленный полимер разливается по многочисленным гнездам пресс-формы. В них под высоким давлением (подпрессовкой) в течение определенного времени осуществляется формование изделий.
Охлаждение и выгрузка
После выдержки в гнездах полученные преформы раскрываются и поступают в плиту охлаждения, где постепенно охлаждаются до нужной температуры. Из робота охлаждения готовые остывшие преформы сбрасываются на конвейер (транспортер) либо в приемный короб.
Основные параметры литья при изготовлении преформ
1200-1400 бар (высокое)
При меньшей скорости получают поверхность изделий более высокого качества
Лучшее качество поверхности преформ получают высоким давлением (50-70% давления литья)
Короткое, рекомендуемое — 1/5 в сравнении с временем охлаждения
Размер остаточной подушки
Зависит от объема дозирования — чем больше объем, тем больше подушка
Зависит от температуры расплава, толщины и температуры стенки преформы. Должно быть таким, чтобы остывшее изделие без труда извлекалось из пресс-формы.

Параметры, по которым различаются преформы
Существует ряд параметров, по которым данные заготовки отличаются друг от друга.
По области применения
В первую очередь преформы классифицируются по сфере использования. То или иное назначение будущей тары диктует определенные стандартные параметры (см. ниже) для этой заготовки по массе, толщине стенок, конфигурации и т. д. В ряду продукции, определяющей критерии выбора той или иной разновидности преформы:
По конфигурации
Различают универсальные, укороченные и толстостенные преформы. Наиболее распространенны универсальные модели — цилиндрические с непрерывной ровной поверхностью одного диаметра. Размерное соотношение в стандартных универсальных преформах: при массе 42 г длина 148 мм, толщина стенки — 3 мм.
В толстостенных моделях толщина стенки может достигать 4,5 мм. Технология их изготовления не сложнее, но трудность заключается в том, что требуется значительно больше времени для разогрева ПЭТ, что напрямую влияет на производительность.
Укороченные преформы, напротив, более сложны в изготовлении и требуют очень высокотехнологичного и дорогостоящего оборудования.

По массе
Масса зависит от объема преформы. Так, например, масса преформы для бутылки 0,33 л составляет 20 г, а для тары от 3 до 3,5 л она составит 87 г. Также она зависит от толщины стенок будущей бутылки.
К примеру, стенки бутыли для сильногазированной воды, как правило, толще, чем тары для негазированной воды или сока (соответственно 0,36 и 0,25 мм), таким образом, при равном объеме первая бутыль будет весить больше.
Иными словами, здесь прослеживается еще одна зависимость — от степени насыщения жидкости углекислым газом. Чем его больше (от 2 до 10 г на 1 л), тем толще стенки бутылки и тем больше ее масса.
В виде таблицы стандартное соотношение выглядит следующим образом.
Преформа для пэт бутылок что это
ТЕМА ПЭТ-БУТЫЛОК В ПОСЛЕДНИЕ НЕСКОЛЬКО ЛЕТ АКТИВНО ОБСУЖДАЕТСЯ, ПРИЧИНОЙ ТОМУ «ВОЙНЫ ЛОББИСТОВ», ОДНИ БОРЮТСЯ ЗА ЗАПРЕТ, ДРУГИЕ – ИМ ПРОТИВОСТОЯТ. ОДНАКО ЭТО НЕ ТЕМА НАШЕЙ ИСТОРИИ. МЫ ПОПЫТАЛИСЬ РАЗОБРАТЬСЯ С ТОЧКИ ЗРЕНИЯ ПОТРЕБИТЕЛЯ, УВИДЕТЬ СВОИМИ ГЛАЗАМИ, В ЧЕМ ЖЕ ОСОБЕННОСТИ ЭТОГО ВИДА УПАКОВКИ, ЧЕМ ОНА – ЛУЧШЕ ИЛИ ХУЖЕ ДРУГИХ. РЕШИЛИ НАЧАТЬ СОБСТВЕННО С КАМНЯ ПРЕТКНОВЕНИЯ – ИСПОЛЬЗОВАНИЯ ПЭТ-ТАРЫ ДЛЯ НУЖД ПРОИЗВОДИТЕЛЕЙ ПИВА.
Для газировки, минералки и пива; для растительного масла; для напитков и воды; для соков и молока – для каждого вида жидкости выработано свое горлышко. Зачем так много? Дело в свойствах наливаемой в бутылку жидкости.
Поскольку ПЭТ-гранулы активно поглощают водяные пары из воздуха, перед литьем преформ их хорошенько просушивают в специальных сушилках. Если гранулят осушен плохо, то заготовки для бутылок получаются мутные или желтоватые, в них могут образоваться полости и пузыри. Впоследствии бутылка под давлением может деформироваться.
После сушки гранулят вновь расплавляют и засыпают краситель, собственно также, как и при производстве стеклянных бутылок, когда в расплавленную стекломассу добавляют, например, соединения кобальта для синего цвета или хрома для зеленого.
Красят ПЭТ-бутылки (как собственно и стеклянные) вовсе не для красоты, ведь килограмм высококачественного красителя для гарнулята может стоить столько же, сколько тонна самого гранулята. Без красителя любые бутылки пропускают ультрафиолетовые (УФ) лучи, которые плохо сказываются на потребительских свойствах напитка. Цвет красителя обычно значения не имеет, но исторически сложилось так, что классический цвет пивных ПЭТ-бутылок – коричневый или зеленый. В бутылки желтого, красного и других цветов разливают лимонад и прочие напитки.
Льют преформы в специальных литьевых машинах – термопластавтоматах. Расплавленную смесь гранулята под давлением впрыскивают в охлажденную форму. При этом на выходе температура готовой преформы не должна превышать 50-55°С, иначе во время хранения ее легко можно деформировать.
В расплав гранулята перед литьем преформ вводят специальную смесь с добавлением нейлона и еще одного полимера — амосорба. Конечно, преформа из-за этого становится мутноватой (потому что «в природе» свойства нейлона и ПЭТФа не совместимы), но для цветной бутылки это не страшно. Зато пиво в такой таре сохраняется в четыре раза лучше, поскольку нейлон удерживает СО2 и не дает проникать УФ-лучам, а амосорб поглощает кислород.
Иногда для этих целей используют еще технологию производства многослойных бутылок, которые похожи на слоеные пироги из-за того, что между наружным и внутренним слоями ПЭТа находятся еще 1-3 слоя барьерных материалов.
Бутылки выдувают непосредственно перед тем, как наполнить их напитком. Все производство представляет собой единый цикл – засыпали в выдувную машину преформы, на выходе получили готовый продукт с крышкой и этикеткой.
И хотя выдуть здесь можно бутылку любой формы, полет дизайнерской мысли прерывается самым банальным образом. На «Балтике» поясняют, что при всем желании не смогут сделать бутылку с треугольным дном, поскольку ее невозможно будет транспортировать, или квадратную, так как из-за своих углов она может застрять на ленте транспортера.
Бракованные преформы на «Балтике» даже не попадают в печь для нагрева, поскольку перед этим они проходят электронный инспектор, который измеряет их и убирает нестандартные заготовки.
Далее контроль качества осуществляет выдувная машина. Она следит за движениями штока: если при выдуве очередной бутылки он не опустился до дна, такая бутылка автоматически бракуется.
Бракуются бутылки и из-за сбоев во время розлива и укупоривания. В этом случае все, что находилось на выдуве и в печи нагрева считается также браком и автоматически сбрасывается, поскольку процесс нагрева-раздува должен быть непрерывным.
Наконец, контроль качества ПЭТ-тары происходит на этапе подготовки ее к наполнению, для предотвращения вспенивания напитка, содержащего углекислый газ, в бутылку для выравнивания давления подается CO2 – его излишки, образующиеся в процессе брожения, используются в других производственных операциях, например, при розливе в ПЭТ-тару. Дырявая бутылка просто не сможет его удержать и будет сброшена с конвейера.
Для начала ее продувают углекислым газом, который, как мы уже сказали, получают здесь же, на заводе, в процессе брожения пивного сусла. Дальше в бутылку практически до самого дна опускают наливную трубку и нагнетают давление. При давлении в 3,5 атмосферы подают пиво. Проходя по такой длинной трубке и заполняя бутылку, пиво вытесняет наверх смесь воздуха и СО2. При этом площадь их соприкосновения остается минимальной.
Чтобы окончательно убрать воздух даже из горлышка бутылки, пиво вспенивают. Сбоку с расстояния 25 мм в него под высоким давлением впрыскивают капельку воды. Выдавливая пеной воздух из горлышка бутылки.
Ни одна страна мира не запрещает использование ПЭТ-бутылок в пищевой промышленности по соображениям безопасности. Более того, Европейский союз считает ПЭТ перспективной отраслью производства, в том числе в пивоваренном секторе.
Безопасность ПЭТ-упаковки подтверждают результаты научных исследований. Одно из последних проводили специалисты из Института технологий и упаковки Фраунгофера, который входит в общество Фраунгофера, объединяющее 17 тысяч немецких ученых. Образцы ПЭТ-тары анализировали на возможное содержание различных вредных веществ: фталаты (дибутилфталат, изобутилфталат и еще 11 фталатов), бисфенол, метанол, формальдегид. Согласно официальному заключению: «Ни одно из исследованных веществ не было обнаружено в образцах ПЭТ и ПЭТ-бутылок, исследованные образцы соответствуют всем требованиям безопасности Статьи 3 Рамочного положения (EC) № 1935/2004 при контакте со всеми типами пищевых продуктов, при любых условиях контакта и при любом уровне наполнения». Все исследования проводились по аттестованным ЕС методикам с точностью измерения до 1 нанограмма на грамм вещества.
Безопасность ПЭТ-тары подтвердили и исследования Международной независимой организации Campden BRI (Великобритания), Университета Брешиа (Италия, 1994 г.), Международного института биологических наук (США, 2000 г.), Федерального института оценки риска (Германия, 2009 г.).
С 2002 года ПЭТ признан безопасным для использования в качестве пищевой упаковки на территории ЕС, а с 2003-го одобрен Управлением по контролю качества пищевых продуктов и лекарственных препаратов в США.
В 2011 году российский Аналитический центр МГУ им. М.В. Ломоносова провел собственное исследование, результаты которого также подтвердили безопасность использования ПЭТ для упаковки пива.
На заводе «Балтики» в Туле посчитали, что если заменить всю производимую им ПЭТ-тару на алюминиевые банки, то ежегодные выбросы углекислого газа увеличились бы на 13%, а при замене не стекло – на 74%.
Что касается потребления энергии, то на производство ПЭТа требуется менее 1 МВт/час, на производство стекла – 1,2 МВт/час, бумаги и картона для упаковки – 2 МВт/час, алюминия для банок – 20 МВт/час.
При этом сжигание ее абсолютно нецелесообразно, хотя при этом и не выделяются диоксины (так как ПЭТ не содержит хлора). Просто на сжигание уходит много энергии и ценного полимера. А ПЭТ-упаковка может быть переработана на 100%. Также полностью подлежит переработке лишь алюминиевая банка. Стеклянная бутылка – только на 80%, а бумажная и картонная тара – на 50%. Российские перерабатывающие предприятия сегодня способны перерабатывать до 160 тыс. тонн или до 30% всех использованных ПЭТ-бутылок. За последние десять лет количество этих предприятий увеличилось с одного до тридцати.
Существует и химическая переработка ПЭТа, основанная на его разложении на исходные составляющие. Исследования показали, что разлагать ПЭТ на терефталевую кислоту и этиленгликоль способны также бактерии Ideonella sakaiensis 201-F6.
Использованные ПЭТ-бутылки можно пустить и на производство тех же бутылок. Но сегодня в России есть только два завода, которые этим занимаются. Один расположен в Солнечногорске, второй – на Урале. Здесь старые бутылки собирают, сортируют по цветам, моют, дробят и перерабатывают, расплавляя и получая тот же ПЭТФ-гранулят, только окрашенный.
Нередко пустые ПЭТ-бутылки пригождаются в хозяйстве. Из них делают скворечники, воронки, горшочки для рассады, используют в качестве пугала в огороде или как водонепроницаемые колпаки для верхушек столбов. В некоторых африканских странах из них делают сандалии, а в Индонезии — стабилизаторы, придающие рыбацким лодкам большую устойчивость.