Производство ПЭТ-преформ
Преформы
Кроме того, при термодеструкции возможно выделение весьма вредных веществ, которые мигрируют в жидкость, налитую в бутылку, а также отравляют рабочих и близко живущих жителей при производстве преформ. Допустимые концентрации вредных веществ, выделяющихся при производстве преформ, представлены в таблице.
Допустимые концентрации вредных веществ, выделяющихся при переработке полиэтилентерефталата:
| Миграция в модельные среды в готовых изделиях, мг/л | В воздухе рабочей зоны, мг/м 3 | В атмосферном воздухе населенных мест, мг/м 3 | ||
| макс. разовая | средне-суточная | |||
| Ацетальдегид | 0.2 | 5 | 0.01 | 0.01 |
| Диметилтерефталат | 0.5 | 0.1 | 0.05 | 0.01 |
| Кислота терефталевая | — | 0.1 | 0.01 | 0.001 |
| Кислота уксусная | — | 5 | 0.2 | 0.06 |
| Углерода оксид | — | 20 | 5 | 3 |
Общая степень растяжения преформы при производстве бутылок порядка десяти (произведение степени растяжения вдоль и поперек оси). Это означает, что любой дефект, который имеет преформа (пятно, царапина, облой в местах стыковки формообразующих частей и т.п.), переходят на бутылку в десятикратном масштабе. Поэтому международные стандарты строго регламентируют требования к качеству поверхности и микродефектам преформ. Не должно быть видимых глазу включений, непроплавов, царапин. Образующийся при литье облой обламывается при укладке преформ и под действием электростатических сил прилипает к поверхности преформы, а затем, подплавляясь при выдуве бутылки, уродует поверхность изделия. Поэтому величина облоя должна быть минимальной. Для того чтобы эти требования выполнить, необходимо изготавливать пресс-формы с высокими размерной точностью и качеством поверхностей.
Предварительная сушка необходима только при неблагоприятном хранени, длительность сушки составляет 4-5 час.
Параметры процесса литья:
Скорость впрыска: поверхность прессованных изделий лучше при меньшей скорости впрыска.
Давление выдержки (подпрессовки): высокое улучшает качество поверхности, применять 50-70% давления литья.
Время выдержки (подпрессовки): рекомендуется небольшое время выдержки до 20% от времени охлаждения.
Время охлаждения: должно быть настолько длительным, чтобы литое изделие остыло до беспроблемного извлечения из прессформы; определяется толщиной стенок изделия, температурой стенок прессформы, температурой расплава материала.
Обороты шнека: высокие, должны быть подобраны таким образом, чтобы пластикация закончилась минимально раньше времени охлаждения.
Противодавление: 30-100 бар (3-10 бар по манометру термопластавтомата).
Превышение температуры более 290°С приводит к разложению полимера.
Литье преформ
На реальном производстве
Тот же комплекс на выставке К2019
Литье крышек К2019
, как выбрать изготовителя прессформы для литья пластмасс
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Что такое ПЭТ преформы
ПЭТ тара — одно из самых универсальных и экономичных решений для разлива жидкой пищевой и непищевой продукции. Для производства таких бутылок необходима специальная заготовка — преформа из того же полиэтилентерефталата (ПЭТ).
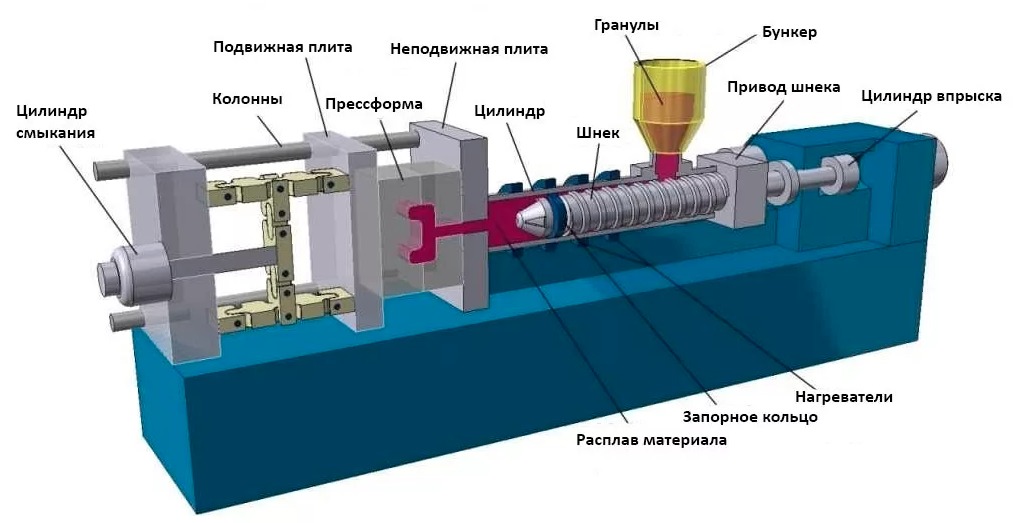
Для изготовления преформы используется термопластоавтомат — специальная инжекционно-литьевая машина, а также оборудование для подготовки сырья — полимерного гранулята.

Этапы изготовления ПЭТ преформ
Преформы изготавливаются методом литья под давлением в соответствии с ТУ 2297-001-69382110-2012.

Высушивание ПЭТ гранул
На первом этапе осуществляется сушка сырья — гранулята полиэтилентерефталата. Перед плавлением в полимере должна быть сведена к минимуму остаточная влага (уровень должен быть ниже 40 ppm). В противном случае из-за ее остатков в готовой преформе могут возникнуть пузырьки, что на стадии выдува может привести к образованию трещин в стенках бутылки. Температура, рекомендуемая для высушивания, — +180 °С.
Посредством вакуумного загрузчика гранулят из мешка дозированно подается в бункер, где особым образом, с помощью барабана-адсорбера, перемещается при высокой температуре, находясь в нем не менее 4 часов (каждая порция). Подача осуществляется таким образом, что бункер является заполненным непрерывно.
Пластикация гранулята
Высушенные гранулы перемещаются в экструдер, где осуществляется их расплав и пластикация с помощью шнека. Все зоны экструдера оснащены температурными контроллерами, при этом температура плавления должна быть максимально низкой из допустимых для расплава (примерно 250 °С).
Таким образом достигается однородная консистенция материала и поддерживается допустимый уровень ацетальдегидов в составе. Перегрев (более 250 °С) недопустим, поскольку влечет за собой повышение такого уровня, деградацию структуры материала и значительное ухудшение качества (хрупкость, непрозрачность и т. д.) готового изделия.
Инжекция расплава
По завершении расплава однородная масса подается через узел смыкания в пресс-форму. Через горячеканальную систему расплавленный полимер разливается по многочисленным гнездам пресс-формы. В них под высоким давлением (подпрессовкой) в течение определенного времени осуществляется формование изделий.
Охлаждение и выгрузка
После выдержки в гнездах полученные преформы раскрываются и поступают в плиту охлаждения, где постепенно охлаждаются до нужной температуры. Из робота охлаждения готовые остывшие преформы сбрасываются на конвейер (транспортер) либо в приемный короб.
Основные параметры литья при изготовлении преформ
1200-1400 бар (высокое)
При меньшей скорости получают поверхность изделий более высокого качества
Лучшее качество поверхности преформ получают высоким давлением (50-70% давления литья)
Короткое, рекомендуемое — 1/5 в сравнении с временем охлаждения
Размер остаточной подушки
Зависит от объема дозирования — чем больше объем, тем больше подушка
Зависит от температуры расплава, толщины и температуры стенки преформы. Должно быть таким, чтобы остывшее изделие без труда извлекалось из пресс-формы.

Параметры, по которым различаются преформы
Существует ряд параметров, по которым данные заготовки отличаются друг от друга.
По области применения
В первую очередь преформы классифицируются по сфере использования. То или иное назначение будущей тары диктует определенные стандартные параметры (см. ниже) для этой заготовки по массе, толщине стенок, конфигурации и т. д. В ряду продукции, определяющей критерии выбора той или иной разновидности преформы:
По конфигурации
Различают универсальные, укороченные и толстостенные преформы. Наиболее распространенны универсальные модели — цилиндрические с непрерывной ровной поверхностью одного диаметра. Размерное соотношение в стандартных универсальных преформах: при массе 42 г длина 148 мм, толщина стенки — 3 мм.
В толстостенных моделях толщина стенки может достигать 4,5 мм. Технология их изготовления не сложнее, но трудность заключается в том, что требуется значительно больше времени для разогрева ПЭТ, что напрямую влияет на производительность.
Укороченные преформы, напротив, более сложны в изготовлении и требуют очень высокотехнологичного и дорогостоящего оборудования.

По массе
Масса зависит от объема преформы. Так, например, масса преформы для бутылки 0,33 л составляет 20 г, а для тары от 3 до 3,5 л она составит 87 г. Также она зависит от толщины стенок будущей бутылки.
К примеру, стенки бутыли для сильногазированной воды, как правило, толще, чем тары для негазированной воды или сока (соответственно 0,36 и 0,25 мм), таким образом, при равном объеме первая бутыль будет весить больше.
Иными словами, здесь прослеживается еще одна зависимость — от степени насыщения жидкости углекислым газом. Чем его больше (от 2 до 10 г на 1 л), тем толще стенки бутылки и тем больше ее масса.
В виде таблицы стандартное соотношение выглядит следующим образом.
Что такое ПЭТ преформа и её свойства
Для того, чтобы получить пластиковую бутылку в производстве используют сырье полиэтилентерефталат, сокращенно ПЭТ. Заготовка полимерная, из которой получают путем выдувания пластиковые бутылки, имеет название ПЭТ преформа. Используется преимущественно для производства тары и упаковочного материала. Отличительная особенность это удобный дизайн, ПЭТ преформа позволяет сохранять герметические свойства упаковки, имеет легкий вес и материал может повторно использоваться.
Из ПЭТ преформ выдувают бутылки под различные сферы потребления. Сюда можно отнести молочную продукцию, газированные напитки и без газа, соки, алкогольная и слабоалкогольная продукция, пиво, масло растительное и бытовая химия. Стоит отметить прочность этого материала, который гарантирует безопасность при транспортировке продуктов. Барьерные характеристики ПЭТ преформ отличные, качество защиты от УФ – лучей очень высокое. Продукты в такой таре долго сохраняют свои свойства и не портятся.
ПЭТ преформы изготавливают различного веса и размера. Так же преформы выпускаются с различной формой горловины. Расцветка может быть различной в зависимости от заказа. ПЭТ окрашивают в желтый, коричневый, синий, зеленый цвета, от темных до светлых оттенков. Достигается это путем использования специальных красителей для полимерных упаковок.
Преформы распределяют на три группы. Самая распространенная группа универсальная, имеет гладкую поверхность без существенных расширений. Стенки преформы всего три миллиметра. Чем ниже толщина стенки, тем лучше она прогревается и получается качественное формирование бутылки. Технологически проще изготавливается толстостенная преформа, размер стенок у нее около четырех с половиной миллиметров. Эти преформы требуется нагревать дольше, чтобы получить хорошего качества бутылки. Укороченные преформы легко изготавливаются и максимально удобны во время транспортировки. Но чтобы их раздуть потребуется мощное оборудование с давлением 30-40бар.
Для получения ПЭТ преформ применяется несколько этапов, первый это пластификация гранулята, второй – его инжекция и третий этап охлаждение. Немалое влияние оказывает наименьшее в грануляте наличие влаги, это влияет на качество получаемого конечного продукта. Прежде чем выдувать бутылку, преформы подогревают в специальной печи. Нагретая преформа делается пластичной, качество разогрева влияет на выдув бутылки. В машины для выдувания помещаются нагретые преформы, там под действием воздуха сжатого выдувается бутылка. Для получения разнообразного вида бутылок используется пресс – форма, ее изготавливают под определенный вид продукции. Преформы для определенного вида бутылок подбирают с подходящим весом.
Для получения готовой продукции применяется два типа оборудования: однофазное, двухфазное. В однофазном преформа изготавливается на той же машине, где в последствие будет выдуваться бутылка. В двухфазном изготовление преформы осуществляется на одной машине, а выдув готовой продукции на другой.
Преформа что это такое

Оценить качество на стадии полуфабриката достаточно сложно, поэтому судить приходиться по косвенным признакам. ПЭТ-преформа изготавливается не в каждом цеху, это довольно сложный и ответственный процесс. Потребитель данного товара не рядовой покупатель в магазине, предприниматели разного уровня пользуются этим видом продукции. Качественные формы, это залог будущего успеха.

Размер имеет значение, какого объема будет готовый продукт, решается задолго, как он появится. Производитель должен до сотой доли грамма выверить вес, толщину стенки заготовки и многие другие ее параметры. В итоге получаются емкости разного объема, от самых малых, до достаточно больших. Все продукты должны отличаться высоким качеством, а для этого не следует превышать допустимых нормативов.

Чтобы разнообразить готовую продукцию и совместить показатели товара и его тары, используются разные цвета. Для получения определённого оттенка его нужно заложить еще на стадии заготовки, здесь важен точный расчет и пропорции. Строго выверенный показатель обеспечивает четкое совпадение при получении итогового результата. Сегодня используют множество цветов и не все они являются декоративными.
Для любого станка по производству пластиковой тары, ПЭТ-преформа, это основной элемент, заготовка, из которой выдувается готовый продукт. На получение пластиковой бутылки уходит минимум времени, а вот сырье для нее готовится намного дольше, ему уделяется немало внимания. Потратив на начальной стадии определённое количество ресурсов, производитель дает возможность экономить их на всех дальнейших этапах. Качество здесь стоит на первом месте, пластик буквально варится как сложное вещество, в него добавляют присадки, отвечающие за те или иные показатели. Далеко не каждая ПЭТ-преформа может считаться подходящей для производства, потребителю следует удостовериться в строгости всех данных, начиная от формулы и заканчивая условиями в цеху.
Будущая бутылка выглядит как лабораторная пробирка, причем это сходство не только внешнее, она такая же чистая и аккуратная, форма идеально правильная. Объем всего в несколько миллилитров после нагрева и воздействия давления, превращается в литры или даже десятки литров. Кажется, что материал должен лопнуть и не выдержать столь серьезного воздействия, однако он остается прочным. ПЭТ-преформа на этом этапе перестает существовать, она дает начало новому циклу, с возможностью двигаться по бесконечной траектории.
Изготовление преформ на производстве Мега-Пласт

Этапы производства и основные характеристики преформ
Компания «Мега-Пласт» производит ПЭТ-преформы для розлива продуктов питания алкогольных и безалкогольных напитков, молочной и соковой продукции, а также бытовой химии. Пэт-преформа – это заготовка, из которой в последующем производится пластиковая тара.
Поэтапное изготовление ПЭТ преформ
Заготовки производятся в несколько этапов.
Компания «Мега-Пласт» осуществляет контроль качества выпускаемой продукции на протяжении всех этапов ее производства согласно нормам международного стандарта ISO 9001: 2008, что позволяет достигать высокого качества готовых изделий для конечных потребителей.
Ассортимент ПЭТ-преформ
 Пэт-преформы различаются между собой по следующим основным характеристикам:
Пэт-преформы различаются между собой по следующим основным характеристикам:
Компания «Мега-Пласт» производит широкий ассортимент изделий с различными стандартами горловины и в различных цветовых решениях. Данное разнообразие продукции позволяет нам подобрать оптимальное упаковочное решение для наших клиентов.
Конфигурация горловин
На рынке напитков в РФ в большинстве случаев используют 2 вида горловины: BPF (British Plastics Federation) и PCO (Plastic Closures Only).
 Такое распределение популярности типов горловин возникло, потому что размер горловины BPF был разработан Британской Федерацией Пластика (British Plastics Federation) – организацией, разрабатывающей и утверждающей разные стандарты, относящиеся к пластмассовой продукции, в том числе и упаковочной тары, располагается в Европе.
Такое распределение популярности типов горловин возникло, потому что размер горловины BPF был разработан Британской Федерацией Пластика (British Plastics Federation) – организацией, разрабатывающей и утверждающей разные стандарты, относящиеся к пластмассовой продукции, в том числе и упаковочной тары, располагается в Европе.
Независимо от территории распространения оба этих стандарта отвечают за важную характеристику – газоудержание. С точки зрения уровня газоудержания стандарты практически неразличимы. Немаловажный плюс стандарта PCO состоит в том, что преформы PCO легче преформ BPF. При переходе с BPF на PCO производители экономят от 1 до 2 гр. с одной заготовки, что, соответственно, снижает себестоимость производства.
Компания «Мега-Пласт» производит преформы со стандартом горла как BPF, так и PCO исключительно из первичного материала высокого качества, которые подходят под производство жидкостей различных типов.

купить легко!

Оформите заявку по телефону
или на сайте, выберите способ
доставки и после оплаты
заказ будет у вас
в установленные
сроки