Проектирование элементов конструкции печатной платы
Многослойные печатные платы, изготавливаемые методом попарного прессования
В том числе несквозные переходные отверстия
Данная информация относится к производству «Резонит».
С технологическими особенностями изготовления и базовыми материалами на производстве «Резонит» вы можете ознакомиться в разделе Технологические возможности производства.
Базовая толщина меди 18 мкм
4-х слойная печатная плата МСО ПП фольга 18 мкм
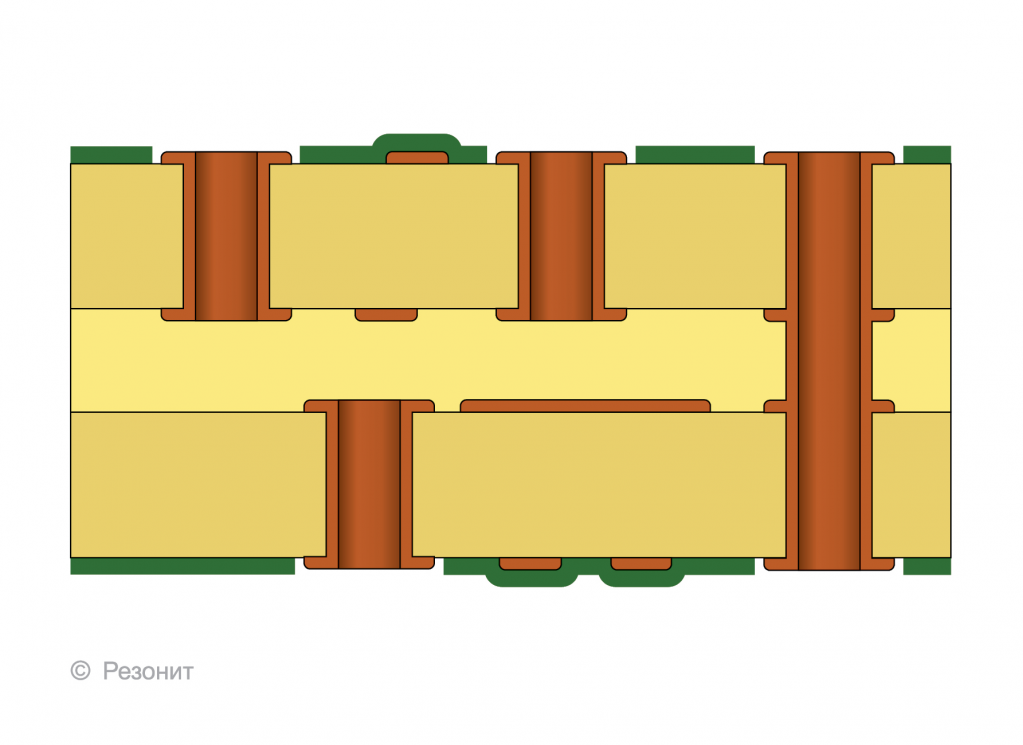
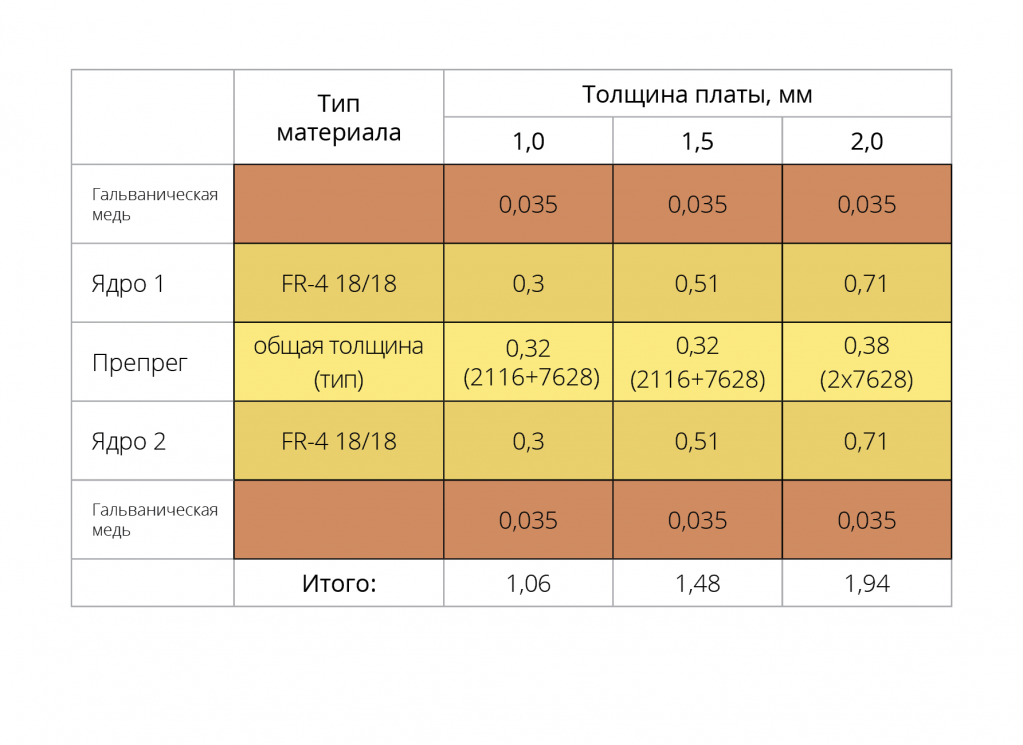
Минимальный зазор / проводник топологии 0,20/0,20 мм для «Стандартного» варианта производства и 0,15/0,15 мм для «Продвинутого» варианта производства на внешних слоях ПП обусловлен двойной металлизацией.
6-и слойная печатная плата МСО ПП фольга 18 мкм
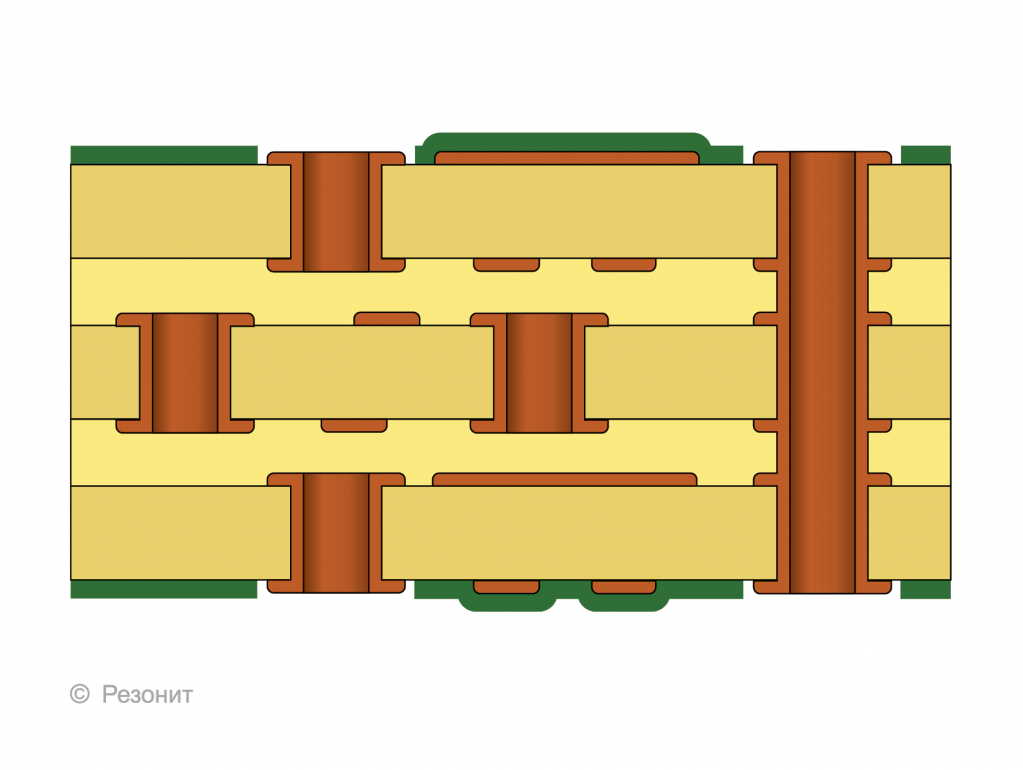
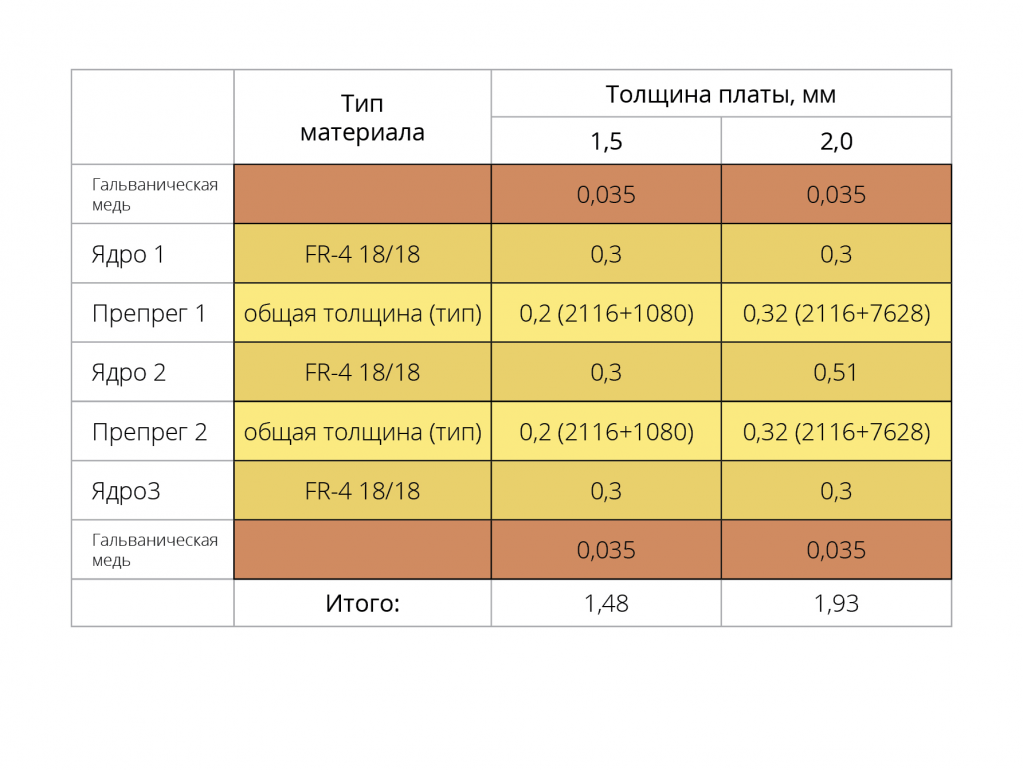
Минимальный зазор / проводник топологии 0,20/0,20 мм для «Стандартного» варианта производства и 0,15/0,15 мм для «Продвинутого» варианта производства на внешних слоях ПП обусловлен двойной металлизацией.
Какими данными можно руководствоваться при выборе толщин материалов?
Производитель указывает в даташитах усредненные данные по толщинам и Dк, фактически они могут отличаться. Толщина препрега и Dk в значительной степени зависят от содержания смолы, которая может варьироваться от партии к партии. В связи с этим, в личном кабинете, как и на сайте, в разделе “Типовые сборки и конструкции печатных плат”, мы указываем усредненные значения толщин в качестве ориентира.
Точные значения толщин и Dk вы можете найти на сайте, в разделе “Технологические возможности производства”. Данные этого раздела периодически обновляются по результатам статистического анализа партий материалов.
Методы изготовления многослойных печатных плат
Методы изготовления печатных плат постоянно эволюционируют, при этом наблюдается развитие по спирали: возврат к старому в новом качестве. Контрактное производство печатных плат постепенно смещается в сторону сложных печатных плат, осваивая высокие технологии методов изготовления многослойных печатных плат
Так метод послойного наращивания, уступивший в свое время первенство методу металлизации сквозных отверстий, вернулся как способ наращивания слоев с глухими отверстиями. А метод попарного прессования можно увидеть как фрагмент изготовления МПП со скрытыми межслойными переходами. Поэтому описание прежних методов изготовления МПП, это не просто дань уважения истории техники, а возможность возврата к ним в новых комбинациях. Мало того, в ряде успешно функционирующих электронных систем эти методы до сих пор присутствуют, и никто не собирается их менять.
Что касается новых методов изготовления многослойных печатных плат, то они неизбежно будут продвигаться вслед за интеграцией элементной базы, увеличением функциональности аппаратуры, уменьшением ее габаритов и массы.
Изготовление многослойных печатных плат методом попарного прессования
Этот метод изготовления многослойных печатных плат основан на выполнении межслойных соединений посредством металлизации отверстий но типу обычных двусторонних печатных плат. Для изготовления многослойных печатных плат используются две заготовки из двустороннего фольгированного диэлектрика.
Нужно отметить, что наружный слой МПП попарного прессования дважды подвергается металлизации: при осаждении меди в переходные отверстия и при металлизации сквозных отверстий, соединяющих наружные слои. Поэтому толщина меди наружных слоев, считая и медную фольгу, достигает 130—160 мкм. Это резко снижает разрешающую способность печатного рисунка наружных слоев, так как травление меди значительной и неравномерной толщины не обеспечивает необходимого качества и плотности печатного рисунка. Кроме того, при защите печатных узлов покровными лаками создаются значительные затруднения в получении плотного защитного покрытия: лак стекает с высоких проводников, обнажая их острые кромки.
Методом попарного прессования можно изготовить многослойную печатную плату с числом слоев не более четырех, что не всегда позволяет получить необходимую плотность монтажа.
Преимуществами метода попарного прессования
К достоинствам данного метода относится простота реализации, поскольку он основан на обычной технологии металлизации отверстий двусторонних печатных плат, хорошо освоенной в промышленности.
Однако прессование заготовок при недостаточной жесткости исходного материала может приводить к разрушению металлизации переходных отверстий, следовательно, к отказам соединений.
Метод открытых контактных площадок и выступающих выводов
Сущность обоих методов заключается в прессовании тонких печатных слоев с перфорированными окнами для доступа к внутренним слоям. Межслойные соединения, как таковые, в этих методах изготовления отсутствуют. Поэтому проводники, принадлежащие одной цепи, должны лежать в одном слое.
Метод открытых контактных площадок
При изготовлении многослойных печатных плат методом открытых контактных площадок используются полученные травлением отдельные печатные слои. Соединения выводов навесных элементов с контактными площадками внутренних слоев осуществляются через перфорированные окна вышележащих слоев. В результате этого верхний слой имеет перфорации, обеспечивающие доступ ко всем нижним слоям. Очевидно, нижний внутренний слой имеет наибольшую площадь для трассировки печатных цепей, поскольку не имеет перфораций, а верхний наружный слой имеет наименьшую площадь для трассировки и наибольшее количество перфорации.
Ограничения метода
Таким образом, при использовании метода открытых контактных площадок плотность печатного рисунка внутренних слоев имеет ограничения, связанные с необходимостью перфораций для осуществления соединений.
Поэтому увеличение количества слоев печатных плат, изготавливаемых методом открытых контактных площадок, более пяти становится нецелесообразным.
Такие ограничения отсутствуют для метода выступающих выводов.
Метод выступающих выводов
Фольгирование перфорированной стеклоткани внутренних слоев при изготовлении многослойных печатных плат методом выступающих выводов производится самим изготовителем платы, так как выступающие выводы являются продолжением печатных проводников и выходят из внутренних слоев в перфорированные окна. После склеивания пакета внутренних слоев выступающие в окна выводы отгибают на наружную поверхность платы и формуют под крепящую колодку либо подпаивают к контактным площадкам наружного печатного слоя. Окна в плате предназначены для размещения микросхем. Из каждого окна должны выходить концы проводников в количестве, равном числу выводов микросхем.
Достоинства
Оба вышеперечисленных метода изготовления печатных плат отличаются простотой и сравнительно коротким технологическим циклом. Кроме того, метод выступающих выводов не имеет каких-либо ограничений по максимальному количеству слоев.
Недостатки
Необходимость формовки выводов радиоэлементов на различную глубину и пайка в перфорированные окна повышают трудоемкость монтажных операций для метода открытых контактных площадок. Также, при этом методе существует ограничение на число слоев (не более 5…7), так как большее их число увеличивает глубину перфорации, что делает пайку открытых контактных площадок ненадежной.
Сосредоточение печатных проводников в узких переплетах перфорированных окон, в конечном счете, создает большие перекрестные помехи и, тем самым, ограничивает трассировочные возможности печатных узлов. Наряду с этим недостатком, следует принять во внимание затруднения в формовке и закреплении выступающих выводов на поверхности платы в пределах периметра окна.
Изготовление многослойных печатных плат методом послойного наращивания
Изготовление многослойных печатных плат этим методом заключается в последовательном чередовании слоя изоляции и металлизированного слоя печатного рисунка. Соединения между проводящими элементами печатных слоев производятся гальваническим наращиванием меди в отверстиях слоя изоляции.
Изготовление платы начинается с приклейки к медной фольге изоляционной прокладки с перфорациями в местах будущих межслойных переходов. На всех операциях изготовления многослойной печатной платы методом послойного наращивания эта фольга осуществляет соединение металлизируемых поверхностей с катодом гальванической ванны. На конечном этапе на ней вытравливают рисунок наружного слоя.
После изготовления металлизированных переходов и их планаризации в плоскость с диэлектриком, на поверхности межслойной изоляции полуаддитивным методом формируют печатный рисунок слоя. На изготовленный слой проводящего рисунка напрессовывают следующий слой перфорированной изоляции и через перфорации наращивают очередные металлизированные переходы. Таким образом, последовательно создаются слои проводящего рисунка и изоляции с межслойными переходами.
В качестве межслойной изоляции могут быть использованы стеклотекстолитовые прокладки с перфорациями в местах межслойных переходов или полимерные пленки, отверстия в которых химически вытравливают в назначенных местах.
Количество слоев многослойной печатной платы при послойном наращивании ограничивают обычно пятью, так как изготовление каждого последующего слоя связано с многократными термическими (при прессовании) и химическими воздействиями на уже изготовленные слои.
Преимущества метода послойного наращивания
Преимуществом данного метода изготовления многослойных печатных плат является исключительно высокая плотность монтажа, так как он дает возможность выполнения межслойных переходов в любой точке платы, независимо от трассировки и местоположения межслойных соединений смежных слоев. Таким образом, межслойные переходы могут выполняться независимо друг от друга, между любыми слоями в любой назначенной точке.
Сложности технологического процесса изготовления печатных плат методом послойного наращивания
Попытки в какой-то мере механизировать эти операции, как правило, не приводят к положительному эффекту. Особенности гальванических осаждений в толстых слоях и длительный контакт электролитов с открытой поверхностью диэлектриков приводят к необходимости постоянной тщательной очистки электролитов и предотвращения попадания в ванну даже незначительных загрязнений, которые потом могут вызвать отказ соединений по межслойному переходу. Для обеспечения постоянных условий металлизации необходимо более часто, чем для других случаев, производить химический анализ, корректировку и очистку растворов ванн.
Трудности послойного наращивания в сочетании с высокой реализуемой плотностью монтажа и надежностью выделили этот метод для изготовления уникальных многослойных печатных плат в лабораторном производстве с высокой технологической культурой. Внедрение этого метода в серийное и даже в мелкосерийное производство затруднено.
Применение этого метода оправдано для создания аппаратуры с высокой надежностью. Например, печатные платы в аппаратуре космического транспорта и космического базирования, изготовленные этим методом, не имели ни одного отказа за все время использования с 80-х годов прошлого столетия.
Метод металлизации сквозных отверстий
Процесс изготовления многослойных печатных плат методом электрохимической металлизации сквозных отверстий состоит в изготовлении отдельных внутренних слоев химическим методом, прессования слоев в монолитный пакет, сверлении сквозных отверстий и их металлизации. При сверлении на стенках отверстий вскрывают торцы контактных площадок внутренних слоев. Соединения их друг с другом и с контактными площадками наружных слоев получаются за счет металлизации отверстий.
Поскольку все отверстия в плате являются сквозными, плотность межсоединений несколько ограничена, так как каждое отверстие используется для внутреннего соединения только один раз и в то же время занимает определенную площадь на каждом слое, ограничивая свободу трассировки печатных цепей. Вводя промежуточные внутренние соединения или сквозные отверстия для групп слоев, межслойные соединения можно располагать, друг над другом или только между теми слоями, где они нужны, не ограничивая трассировку печатных цепей на других слоях. Изготовление многослойных печатных плат по таким схемам обеспечивает наибольшую свободу в выборе месторасположения внутренних соединений и путей трассировки печатных проводников, следовательно, позволяет получить максимальную плотность межсоединений.
Метод металлизации сквозных отверстий, по существу единственный метод создания конструкций с наиболее оптимальной электрической структурой, обеспечивающей надежную передачу наносекундных импульсов и распределение питания между активными элементами. Такие конструкции многослойных печатных плат позволяют выполнить печатные цепи как полосковые линии передач и создают эффективное экранирование одной группы цепей от другой.
Достоинства метода
Таким образом, наряду с высокой технологичностью многослойные печатные платы, изготовленные методом металлизации сквозных отверстий, имеют высокую плотность монтажа, большое количество вариантов трассировки печатных цепей, более короткие линии связей, возможность электрического экранирования, улучшение характеристик, связанное с устойчивостью к воздействию окружающей среды за счет расположения всех печатных проводников в массе монолитного диэлектрика, возможность увеличения числа слоев без существенного увеличения стоимости и длительности процесса.
Недостатки метода
Недостатком метода металлизации сквозных отверстий является относительно механически слабая связь металлизации отверстий с торцами контактных площадок внутренних слоев. Изготовление МПП этим методом осложнено проблемой точного совмещения печатных слоев из-за погрешностей фотошаблонов и деформаций базовых материалов в процессе изготовления внутренних слоев и прессования. Особой тщательности требует подбор режимов прессования для обеспечения прочной адгезии пакета слоев, устойчивой к воздействию групповой пайки. Наконец, в процессе использования МПП возникают трудности, при внесении изменений в трассировку при ремонте плат.
Многослойные печатные платы со скрытыми микропереходами на наружных слоях
Схема изготовления МПП со скрытыми микропереходами похожа на схему МПП изготавливаемых методом попарного прессования. Отличие лишь в том, что металлизацию внешнего слоя защищают от осаждения, чтобы не создавать больших толщин меди на внешних слоях. Для этого отверстия в слое выполняют не сквозными, а глухими. Не трудно увидеть также, что высверлить глухое отверстие в тонком основании на заданную глубину, не порвав фольги, невозможно. Поэтому слой с микропереходами выполняют из фольгированного полиимида и отверстия вытравливают через перфорации фольги по местам, где должны быть отверстия.
Нужно сказать, что технология изготовления МПП со скрытыми микропереходами активно вытесняется методом послойного наращивания переходов на основание, изготовленное методом металлизации сквозных отверстий.
Гибкие печатные платы
Использование гибких диэлектрических материалов для изготовления печатных плат электронных устройств дает ряд уникальных возможностей:
Основное свойство таких плат – динамическую гибкость. Учитывая это, становится понятным все возрастающий объем применения таких плат.
Гибкие печатные платы находят широкое применение:
Гибкие печатные платы (ГПП) изготавливаются на полиимидной или лавсановой пленке, поэтому могут легко деформироваться. Гибкость сохраняется даже после формирования проводящего рисунка. Большая часть конструкций гибких печатных плат аналогична конструкциям печатных плат на жесткой основе.
Технология производства печатных плат в картинках
Многослойные печатные платы: попарное прессование
С технологическими особенностями и базовыми материалами многослойных печатных плат на производстве Резонит вы можете ознакомиться по ссылке.
Исходный материал
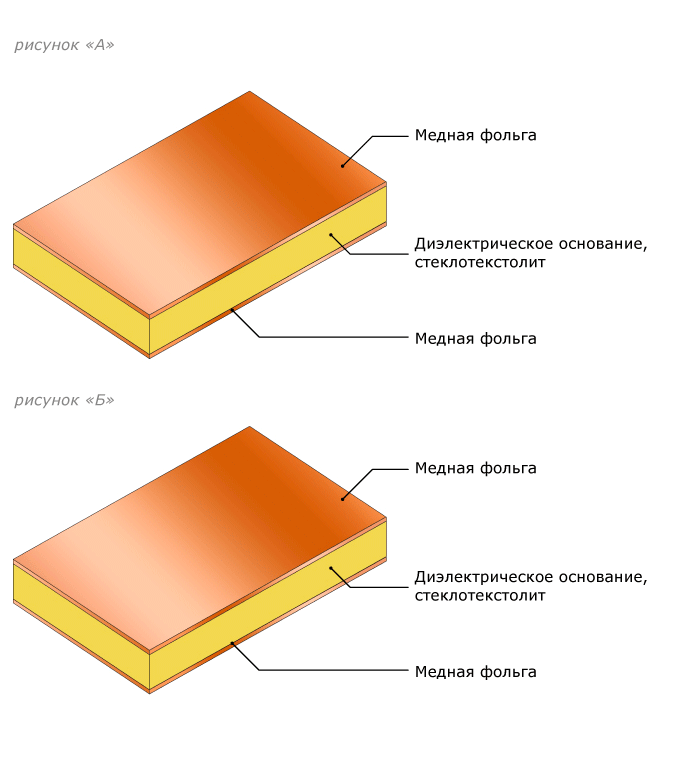
Исходный материал – диэлектрическое основание, ламинированное с двух сторон медной фольгой.
В качестве диэлектрика могут выступать: листы, изготовленные на основе стеклотканей, пропитанных связующим на основе эпоксидных смол – стеклотекстолит FR4, листы с керамическим наполнителем, армированные стекловолокном – Rogers4000 series, листы фторопласта (PTFE) армированные–ArlonADseries. Наиболее распространенный ряд толщин медной фольги – 18, 35 мкм.
Сверление межслойных переходных отверстий
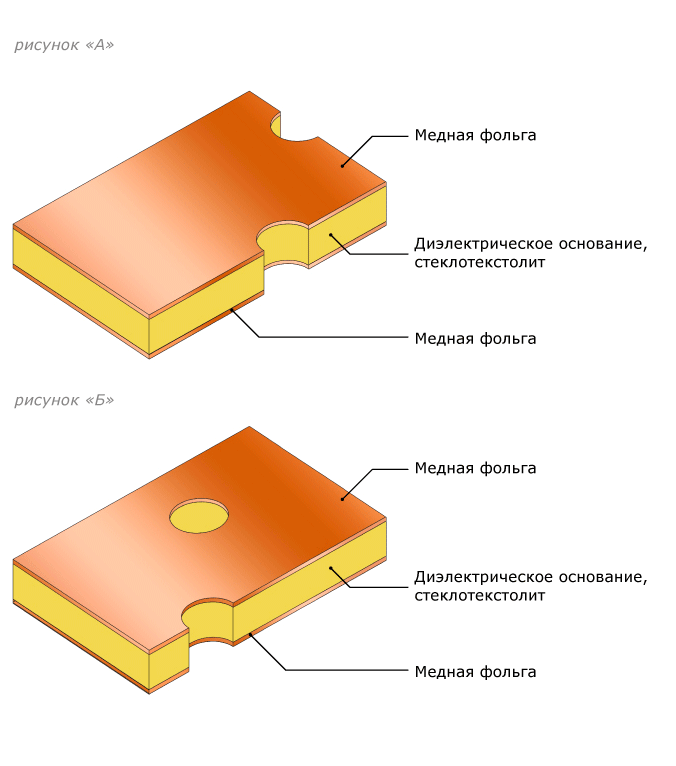
На специализированных станках с ЧПУ в плате сверлятся отверстия.
Это первая операция, влияющая на точность (класс) печатной платы. Точность сверления отверстий зависит от применяемого оборудования и инструмента. Значения позиционных допусков осей отверстий в диаметральном выражении (по ГОСТ Р 53429-2009) в миллиметрах:
| Размер большей стороны ПП | Позиционный допуск на расположение осей отверстий для класса точности | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| До 180 включительно | 0,20 | 0,15 | 0,08 | 0,05 | 0,05 | 0,03 | 0,03 |
| Свыше 180 до 360 включительно | 0,25 | 0,20 | 0,10 | 0,08 | 0,08 | 0,05 | 0,05 |
| Свыше 360 | 0,30 | 0,25 | 0,15 | 0,10 | 0,10 | 0,08 | 0,08 |
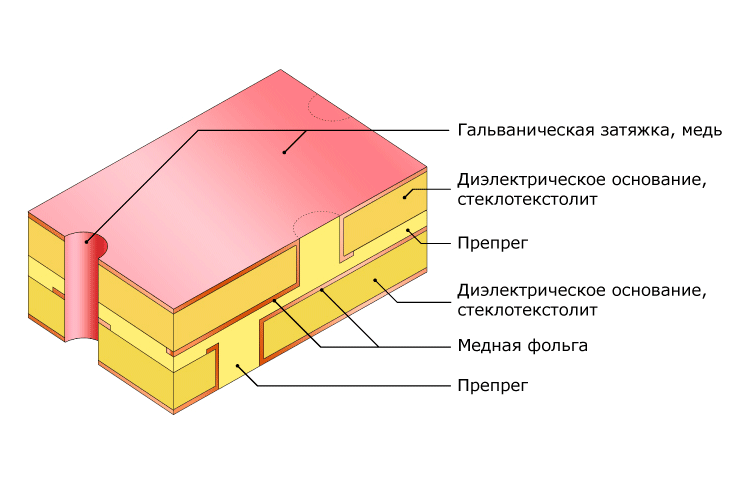
Химическое и предварительное гальваническое осаждение меди
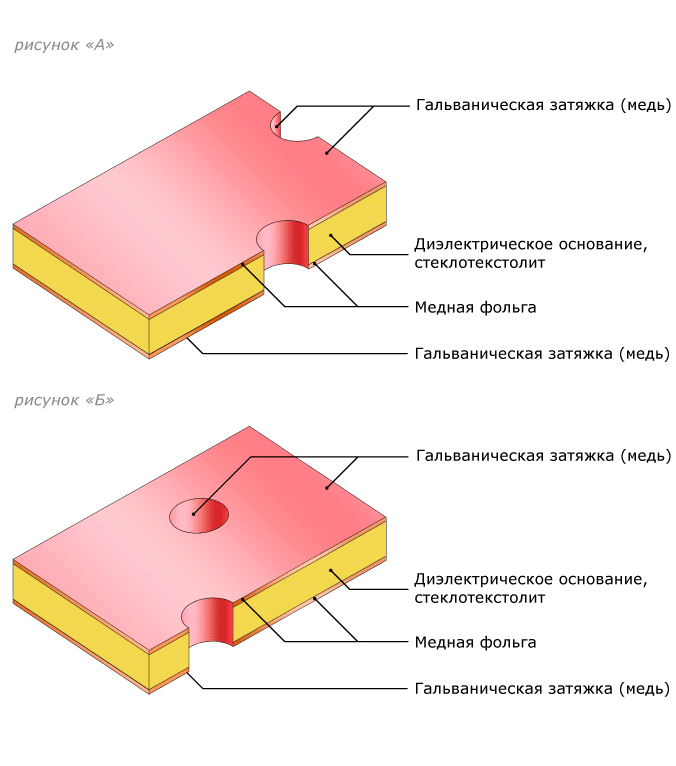
Этот этап необходим для придания стенкам отверстий проводимости для последующей гальванической металлизации. Рыхлый слой химически осажденной меди быстро разрушается, поэтому его усиливают тонким слоем гальванической меди.
В процессе обработки на поверхности стеклотекстолита создаётся очень тонкий проводящий слой палладия.
Прямая металлизация с применением палладия обеспечивает наибольшую адгезию покрытия к стеклотекстолиту в сравнении с альтернативными процессами.
Поверх слоя палладия осаждается 5-ти микронный слой гальванической меди. Качество металлизации каждой заготовки контролируется оператором.
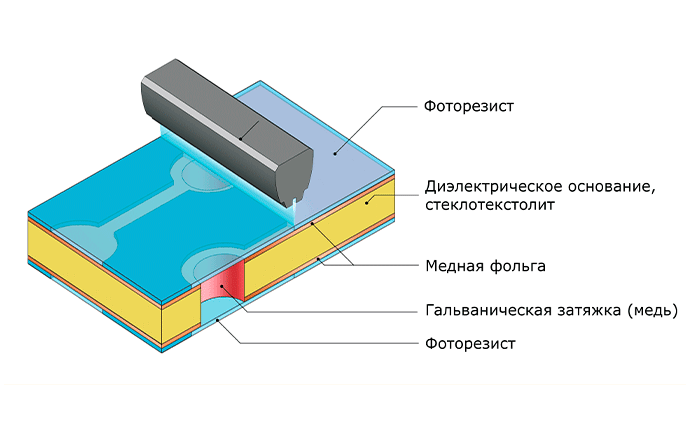
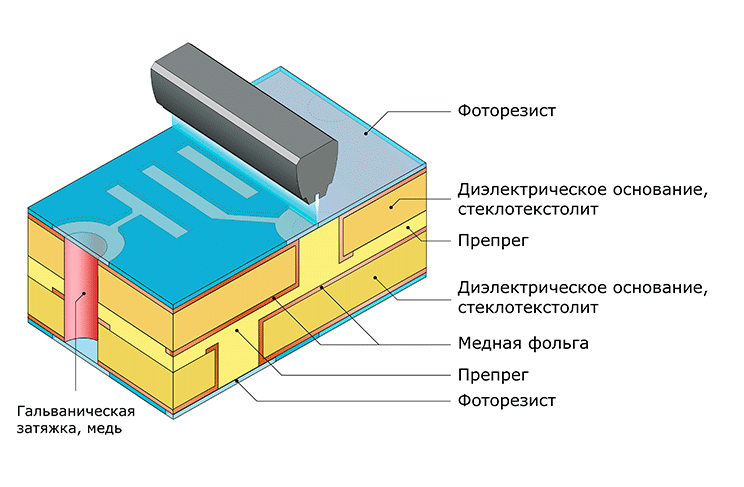
Нанесение фоторезиста
Следующий этап – нанесение на заготовку фоточувствительного материала (фоторезиста). Этот этап проходит в чистой комнате с неактиничным (желтым) освещением (фоторезист светочувствителен к ультрафиолетовому спектру). Фоторезист бывает пленочным (наносится на заготовку ламинированием) и жидким (наносится валиками).
Экспонирование фоторезиста. Внутренние слои
1 вариант: Экспонирование с негативными фотошаблонами
С заготовкой совмещается фотошаблон. Круг, часть которого изображена – контактная площадка. Изображение на фотошаблоне – негативное по отношению к будущей схеме.
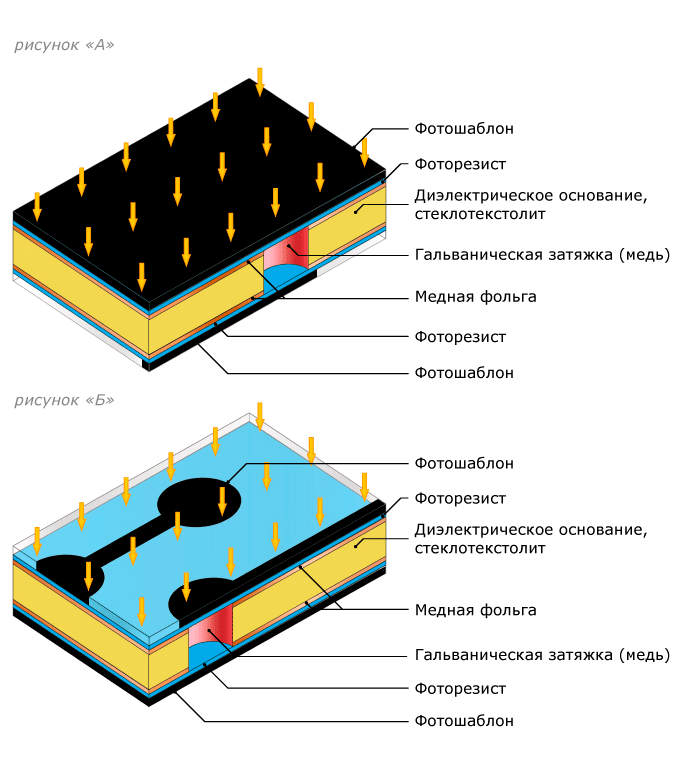
Участки поверхности, прозрачные на фотошаблоне, засвечиваются, фотополимеризуются и теряют способность к растворению в установке проявления. После экспонирования фотошаблоны удаляются.
2 вариант: Прямое экспонирование фоторезиста
Экспонирование фоторезиста происходит на установках прямого лазерного экспонирования без использования фотошаблонов. Источником излучения при этом может быть UV лазер или UV светодиодная матрица.
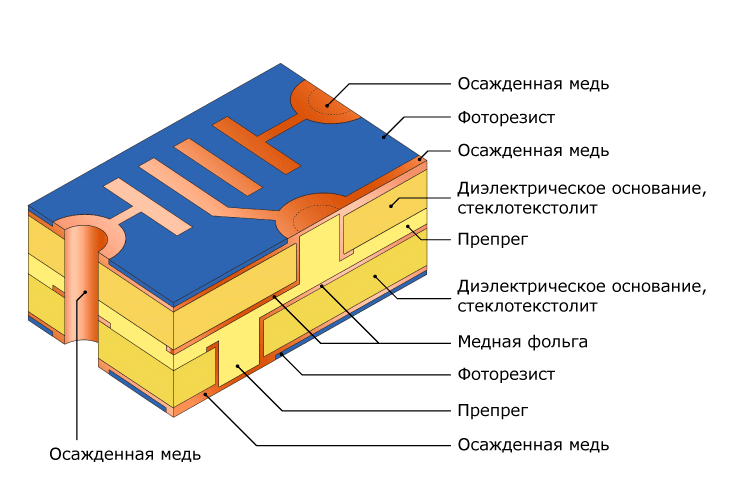
Проявление фоторезиста. Внутренние слои
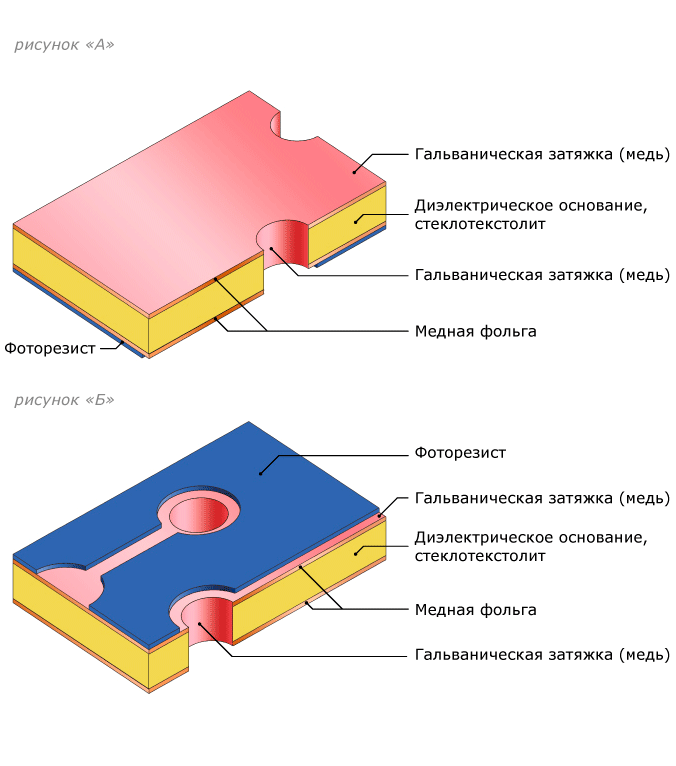
Изображение на фоторезисте проявляется: не засвеченные участки растворяются, засвеченные – остаются на плате. Назначение оставшегося фоторезиста – обеспечить избирательное осаждение меди.
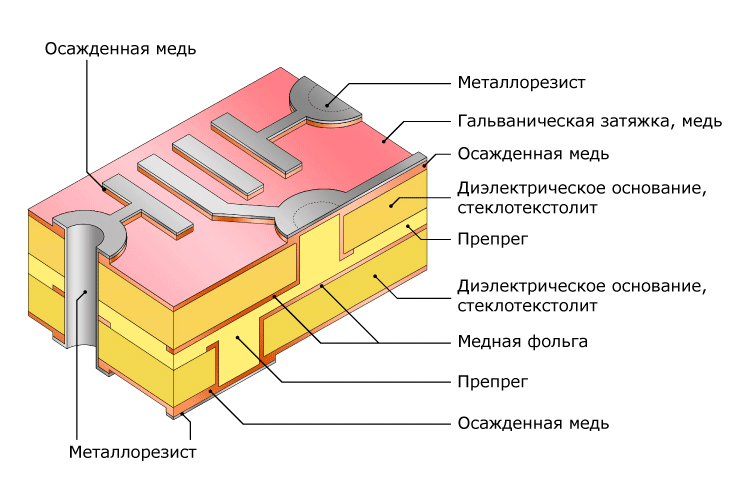
Гальваническое (электрохимическое) осаждение меди
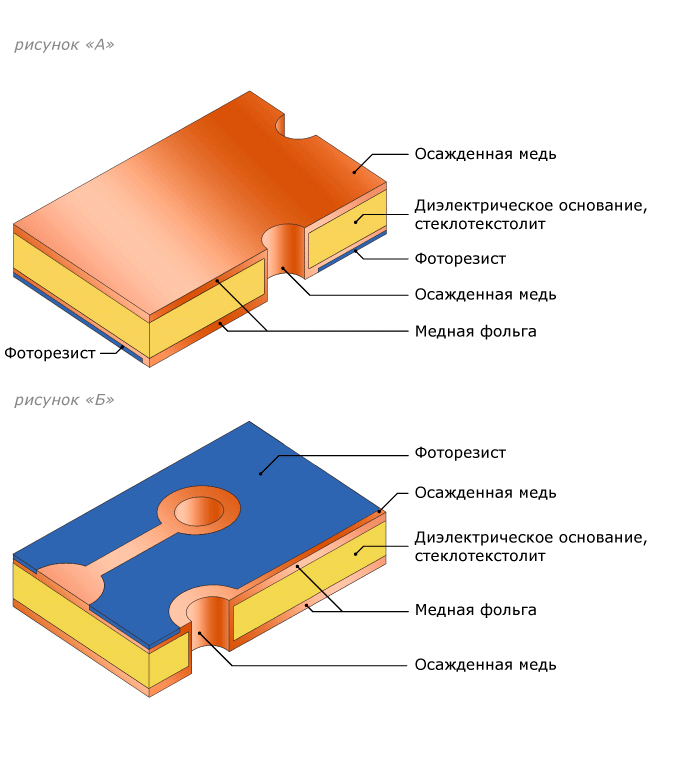
Медь осаждается на поверхность стенок отверстий и все проводники. По ГОСТ 23752-79 толщина металлизации должна быть не менее: 20мкм для ДПП, 25мкм для МПП IPC-6012B устанавливает иные значения: Class 2- не менее 20мкм для ДПП и МПП, Class 3- не менее 25мкм для ДПП и МПП В связи с тем, что процесс осаждения меди идет параллельно в отверстиях и на поверхности проводников, получить толщину металлизации в отверстиях 30мкм и более невозможно, применяя обычные фоторезисты. Процесс покрытия контролируется компьютером для обеспечения требуемых параметров гальванических покрытий. После покрытия толщина осаждённой меди проверяется не разрушающим методом.
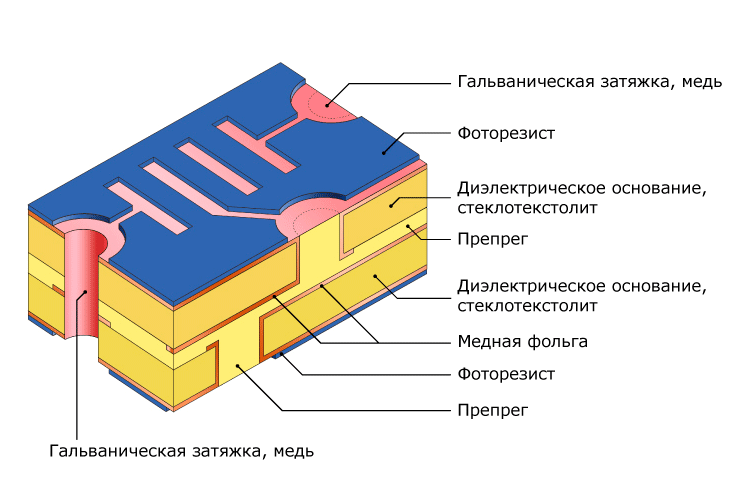
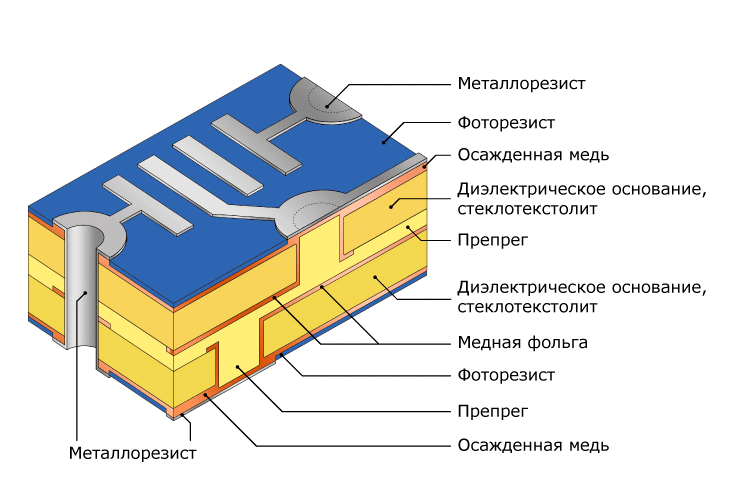
Гальваническое осаждение металлорезиста
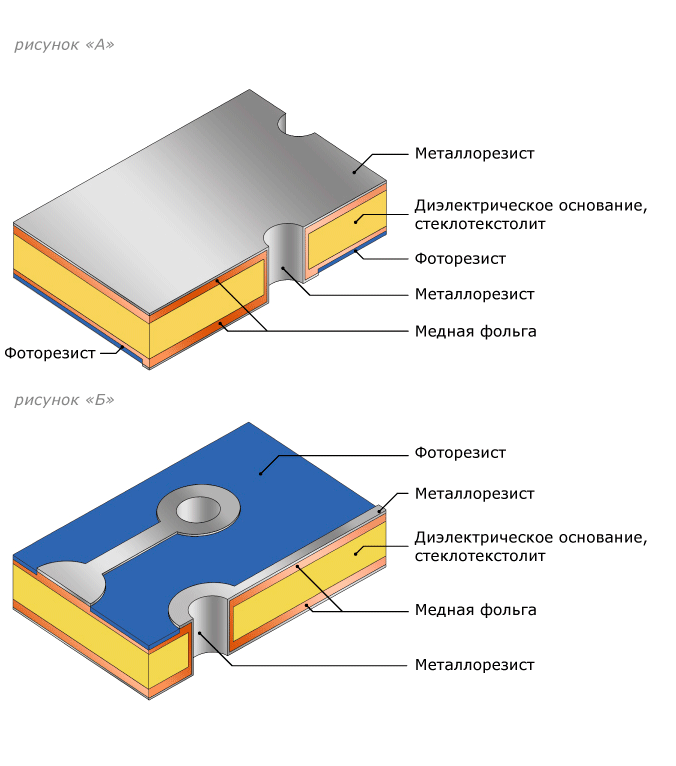
Удаление фоторезиста
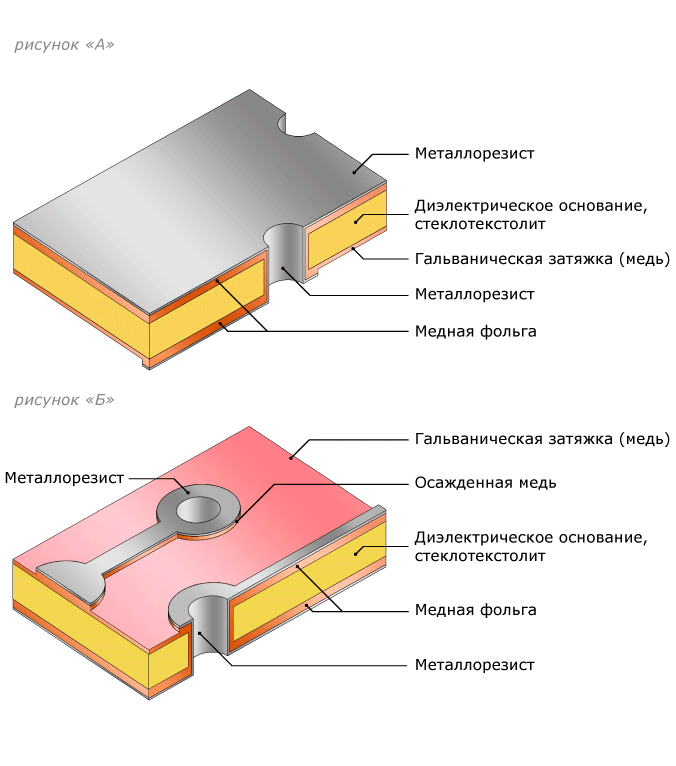
После гальванического осаждения меди и защитного слоя олова заготовки передаются на травление. Перед травлением с заготовок снимается слой фоторезиста, обнажая базовый слой меди, который необходимо удалить. Топология печатной платы и металлизированные отверстия остаются под защитой гальванически осаждённого слоя олова.
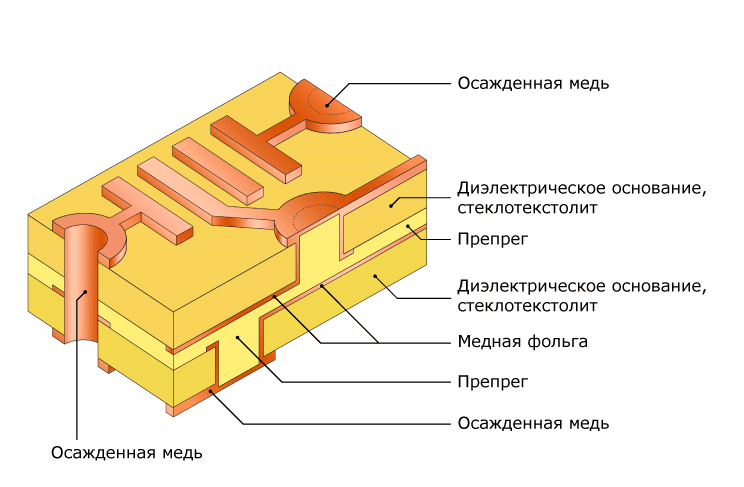
Травление меди. Внутренние слои
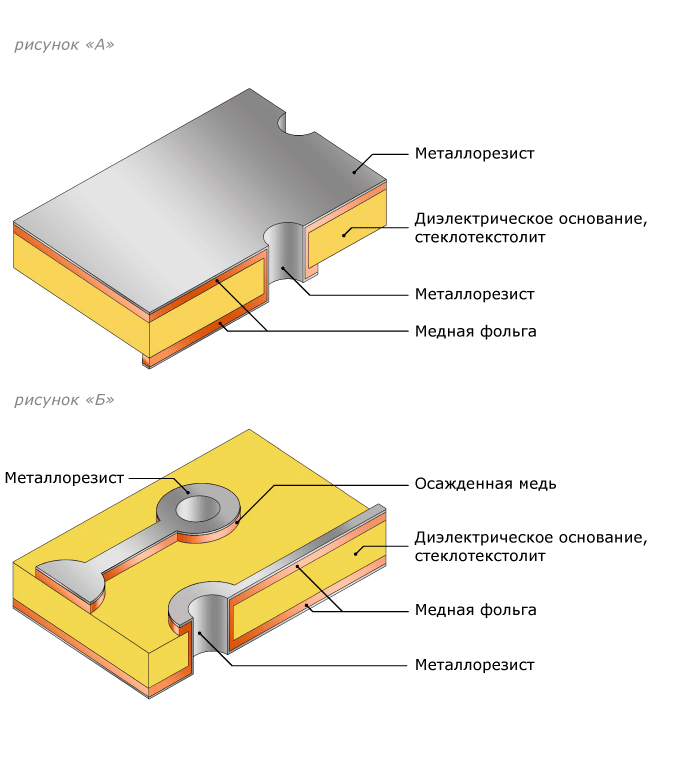
Травление осуществляется в горизонтальной конвейерной машине. Медь, не защищённая оловом, стравливается. Таким образом формируется топология наружных слоёв печатной платы. Слой олова после травления снимается в установке для снятия.
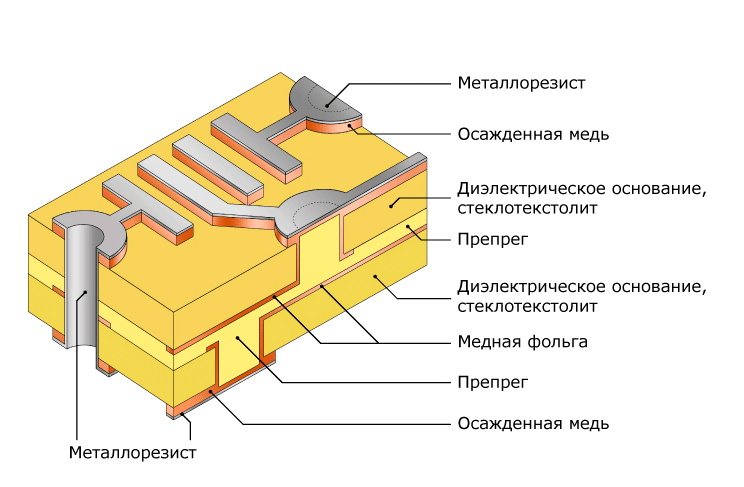
Удаление металлорезиста
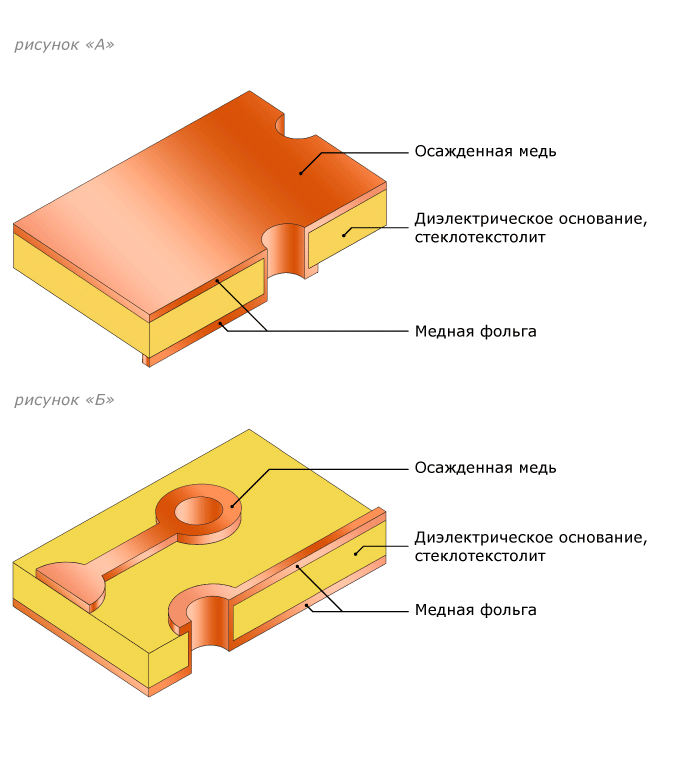
Металлорезист удаляется с поверхности меди в специальном растворе. Далее заготовки передаются на автоматическую оптическую инспекцию для проверки качества травления.
Оксидирование
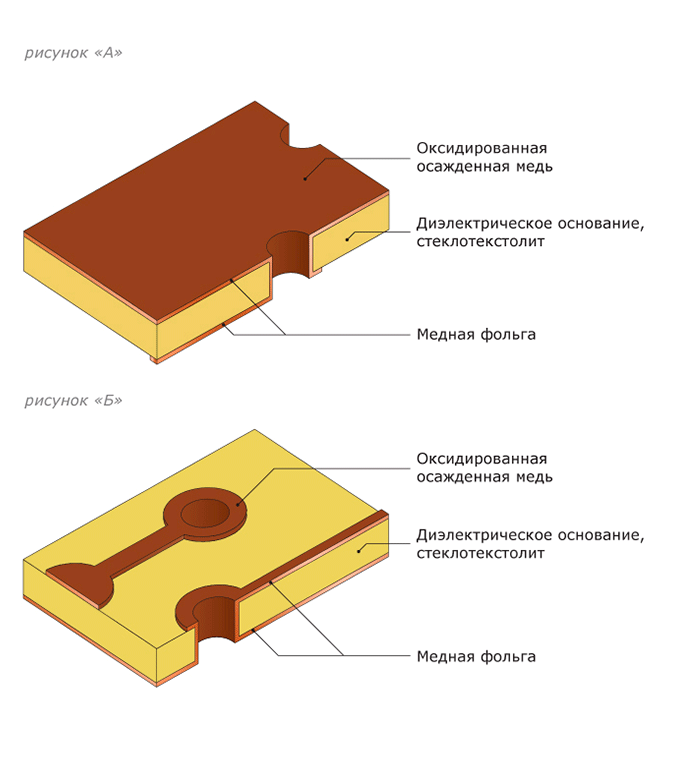
На данном этапе верхний слой медной фольги специальном образом окисляетсядля лучшей адгезии при последующем прессовании.
Прессование
Для позиционирования внутренних слоёв между собой используется установка автоматической сборки пакетов. После сборки, «пакет» внутренних слоёв склеивается через препрег индукционным нагревом.
В пресс загружаются четыре пресс формы. Каждая может содержать до 6-ти заготовок. Заготовка расположена между двумя разделительными пластинами и представляет из себя набор, который в общем случае состоит из:
Собранные пресс-формы загружаются в вакуумный горячий пресс. В процессе прессования заготовки многослойных печатных плат склеиваются в единую структуру.
После горячего прессования платы перемещаются в холодный пресс для контролируемого охлаждения.
Далее пресс-формы разбираются и спрессованные заготовки передаются на операцию вскрытия базовых отверстий.
Сверление сквозных отверстий
На специализированных станках с ЧПУ в плате сверлятся отверстия.
Это первая операция, влияющая на точность (класс) печатной платы. Точность сверления отверстий зависит от применяемого оборудования и инструмента. Значения позиционных допусков осей отверстий в диаметральном выражении (по ГОСТ Р 53429-2009) в миллиметрах:
| Размер большей стороны ПП | Позиционный допуск на расположение осей отверстий для класса точности | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| До 180 включительно | 0,20 | 0,15 | 0,08 | 0,05 | 0,05 | 0,03 | 0,03 |
| Свыше 180 до 360 включительно | 0,25 | 0,20 | 0,10 | 0,08 | 0,08 | 0,05 | 0,05 |
| Свыше 360 | 0,30 | 0,25 | 0,15 | 0,10 | 0,10 | 0,08 | 0,08 |
Химическое и предварительное гальваническое осаждение меди
Этот этап необходим для придания стенкам отверстий проводимости для последующей гальванической металлизации. Рыхлый слой химически осажденной меди быстро разрушается, поэтому его усиливают тонким слоем гальванической меди.
В процессе обработки стравливается небольшой слой эпоксидной смолы с торцов внутренних слоёв и стенок отверстий. Далее заготовки проходят линию прямой металлизации.
В процессе обработки на поверхности стеклотекстолита создаётся очень тонкий проводящий слой палладия.
Прямая металлизация с применением палладия обеспечивает наибольшую адгезию покрытия к стеклотекстолиту в сравнении с альтернативными процессами.
Поверх слоя палладия осаждается 5-ти микронный слой гальванической меди. Качество металлизации каждой заготовки контролируется оператором.
Нанесение фоторезиста
Следующий этап – нанесение на заготовку фоточувствительного материала (фоторезиста). Этот этап проходит в чистой комнате с неактиничным (желтым) освещением (фоторезист светочувствителен к ультрафиолетовому спектру). Фоторезист бывает пленочным (наносится на заготовку ламинированием) и жидким (наносится валиками).
Экспонирование фоторезиста. Внешние слои
1 вариант: Экспонирование с негативными фотошаблонами
С заготовкой совмещается фотошаблон. Круг, часть которого изображена – контактная площадка. Изображение на фотошаблоне – негативное по отношению к будущей схеме.
Участки поверхности, прозрачные на фотошаблоне, засвечиваются, фотополимеризуются и теряют способность к растворению в установке проявления. После экспонирования фотошаблоны удаляются.
2 вариант: Прямое экспонирование фоторезиста
Экспонирование фоторезиста происходит на установках прямого лазерного экспонирования без использования фотошаблонов. Источником излучения при этом может быть UV лазер или UV светодиодная матрица.
Проявление фоторезиста. Внешние слои
Изображение на фоторезисте проявляется: не засвеченные участки растворяются, засвеченные – остаются на плате. Назначение оставшегося фоторезиста – обеспечить избирательное осаждение меди.
Гальваническое (электрохимическое) осаждение меди
Медь осаждается на поверхность стенок отверстий и все проводники. По ГОСТ 23752-79 толщина металлизации должна быть не менее: 20мкм для ДПП, 25мкм для МПП IPC-6012B устанавливает иные значения: Class 2- не менее 20мкм для ДПП и МПП, Class 3- не менее 25мкм для ДПП и МПП В связи с тем, что процесс осаждения меди идет параллельно в отверстиях и на поверхности проводников, получить толщину металлизации в отверстиях 30мкм и более невозможно, применяя обычные фоторезисты. Процесс покрытия контролируется компьютером для обеспечения требуемых параметров гальванических покрытий. После покрытия толщина осаждённой меди проверяется не разрушающим методом.
Гальваническое осаждение металлорезиста
Удаление фоторезиста
После гальванического осаждения меди и защитного слоя олова заготовки передаются на травление. Перед травлением с заготовок снимается слой фоторезиста, обнажая базовый слой меди, который необходимо удалить. Топология печатной платы и металлизированные отверстия остаются под защитой гальванически осаждённого слоя олова.
Травление меди
Травление осуществляется в горизонтальной конвейерной машине. Медь, не защищённая оловом, стравливается. Таким образом формируется топология наружных слоёв печатной платы. Слой олова после травления снимается в установке для снятия.
Удаление металлорезиста
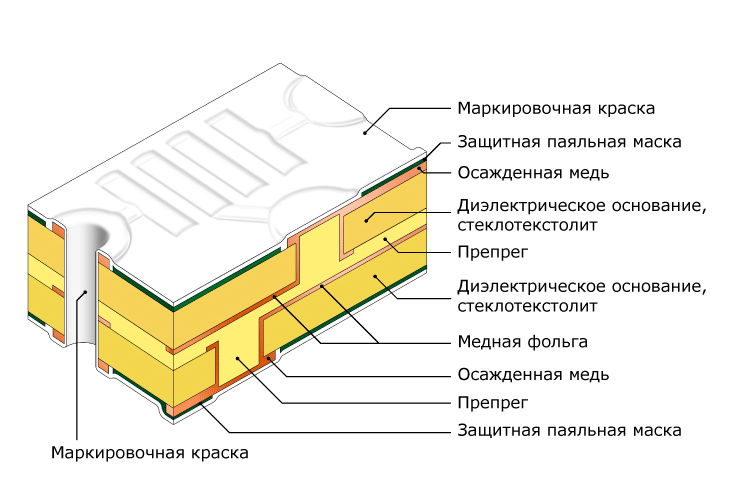
Нанесение защитной паяльной маски
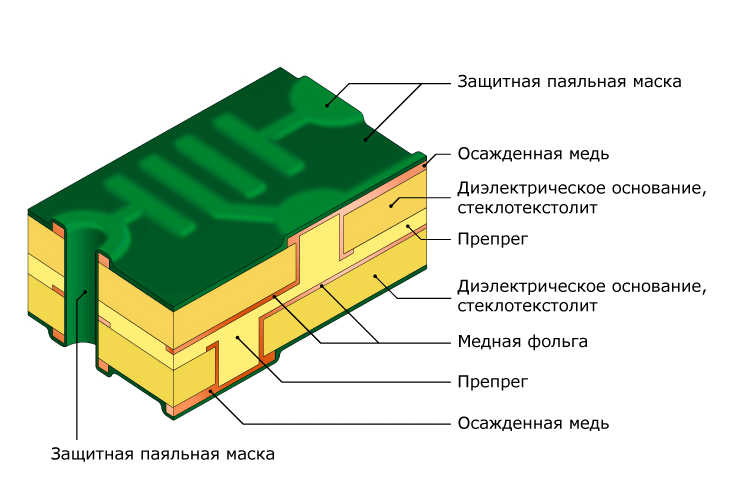
Для защиты поверхности платы и медных участков, не подлежащих нанесению финишного покрытия, на плату наносится защитная паяльная маска. Наиболее широко распространена жидкая двухкомпонентная фоточувствительная паяльная маска. Сухая пленочная паяльная маска обеспечивает хорошие результаты по тентированию переходных отверстий, наносится методом ламинирования, но в настоящее время используется редко, т.к. не подходит для печатных плат выше 3 класса точности. Жидкая паяльная маска наносится методом сеткографии через сетчатый трафарет, причем существует два варианта нанесения. Через готовый трафарет, когда в сетке уже сформированы все окна вскрытия, и маска наносится только на защищаемые участки печатной платы (такой вариант имеет невысокое разрешение и применяется, как правило, на односторонних печатных платах ниже 3 класса точности), и сплошное нанесение маски с использованием метода трафаретной печати и последующим экспонированием через фотошаблон или прямым экспонированием. Перед нанесением маски поверхность меди очищается, затем развивается необходимая шероховатость для хорошей адгезии маски.
Жидкая маска продавливается ракелем через сетку на всю поверхность заготовки. Нанесенный слой подсушивается в печке до образования сухой поверхности. Для печатных плат с маской с двух сторон процесс повторяется. Подсушенные заготовки передаются на экспонирование.
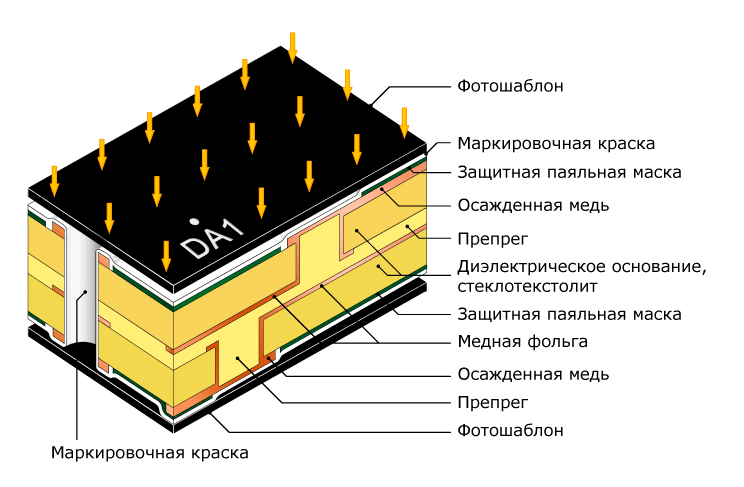
Экспонирование защитной паяльной маски
1 вариант: Экспонирование с негативными фотошаблонами
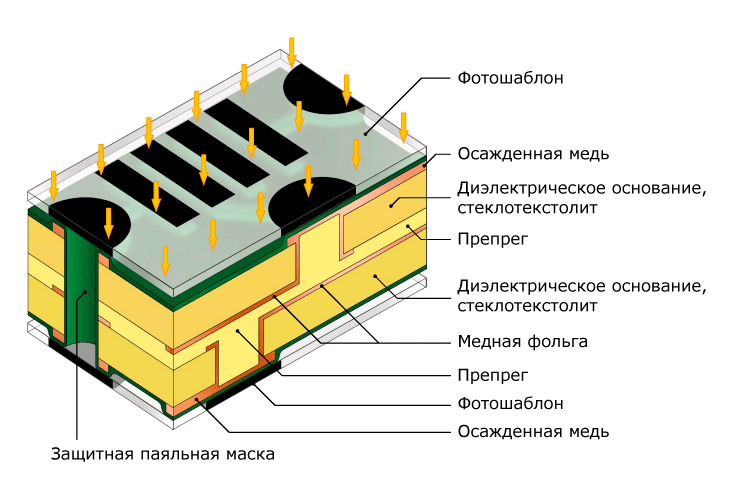
С заготовкой совмещается фотошаблон. Круг, часть которого изображена – контактная площадка. Изображение на фотошаблоне – негативное по отношению к будущей схеме.Участки поверхности, прозрачные на фотошаблоне, засвечиваются, фотополимеризуются и теряют способность к растворению в растворе проявления. После экспонирования фотошаблоны удаляются.
2 вариант: Прямое экспонирование защитной паяльной маски
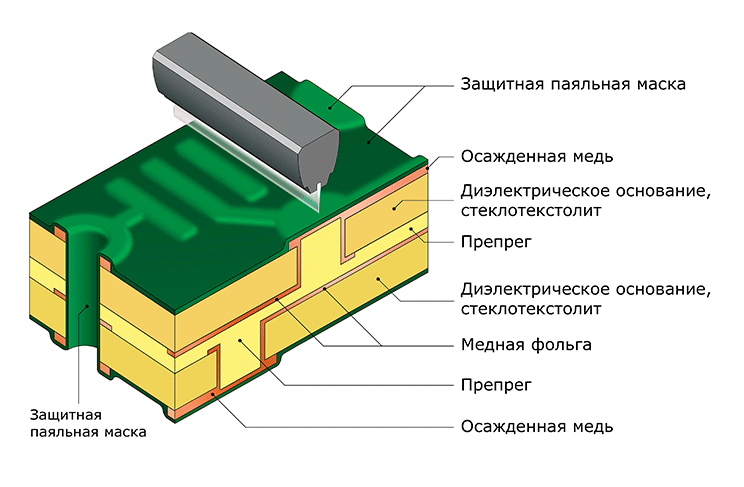
На установке прямого экспонирования маска засвечивается UVлазером или UVсветодиодной матрицей.
Засвечиваемые участки полимеризуются и теряют способность к растворению в растворе проявления.
Проявление защитной паяльной маски
Незасвеченные участки маски смываются в линии проявления. Качество сформированных масочных слоев проверяется контролером. После контроля заготовки помещаются в печку для окончательной полимеризации.
Печать маркировочной краски
1 вариант: Печать маркировочной краски через сетчатый трафарет
Для идентификации монтируемых компонентов большинство изготавливаемых печатных плат имеют маркировку. Маркировка наносится после проявления маски.
Через сетчатый трафарет наносится маркировка контуров, позиционных номеров, типов и номиналов компонентов.
2 вариант: Струйная печать маркировочной краски
Для идентификации монтируемых компонентов большинство изготавливаемых печатных плат имеют маркировку. Маркировка наносится после проявления маски.
По аналогии с обычным струйным принтером изображение формируется капельками чернил отверждаемых ультрафиолетом.
Струйный метод является современным и эффективным способом нанесения маркировки.
Заготовки с напечатанной маркировкой передаются на контроль качества.
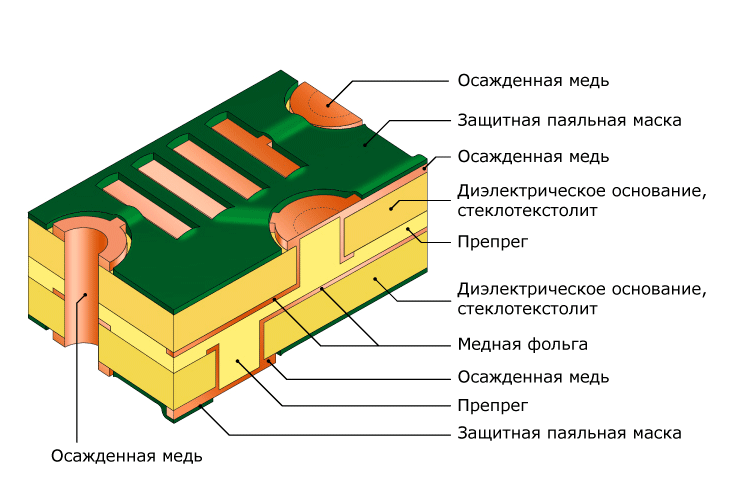
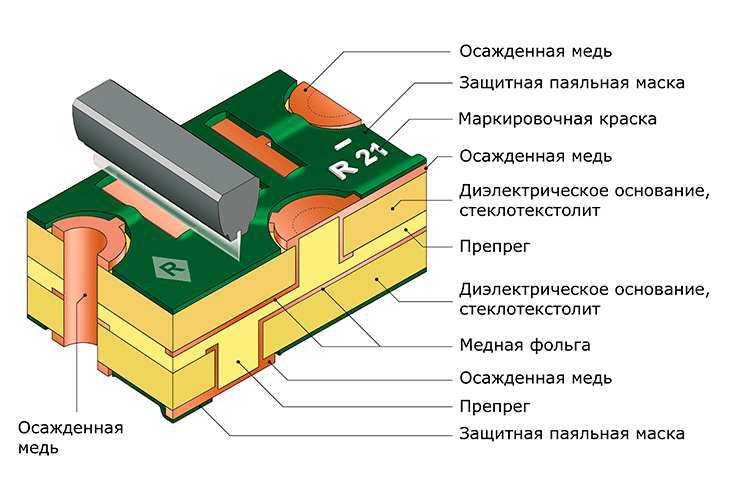
Нанесение финишного покрытия, вариант 1 HASL
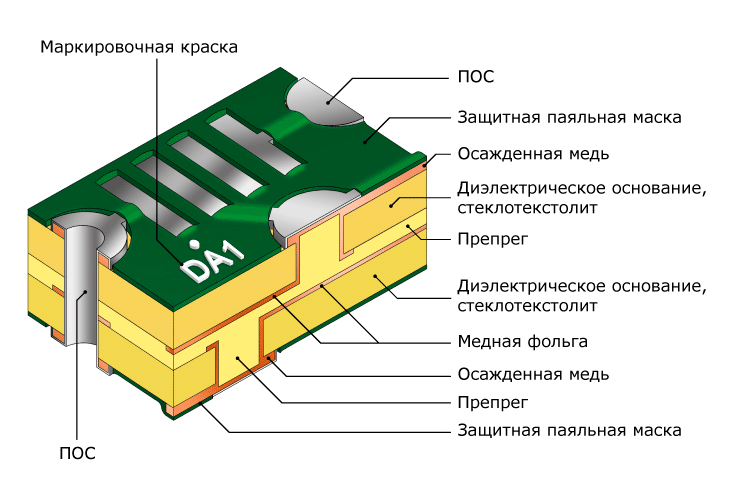
На открытые от маски участки меди различными методами наносится финишное покрытие для обеспечения качественной пайки.
HASL (Hot Air Solder Leveling). Нанесение припоя путем окунания заготовки в расплавленный припой с последующим выравнивание горячим воздухом. Возможно применение (в разных установках) свинцового и бессвинцового (lead free) припоя.
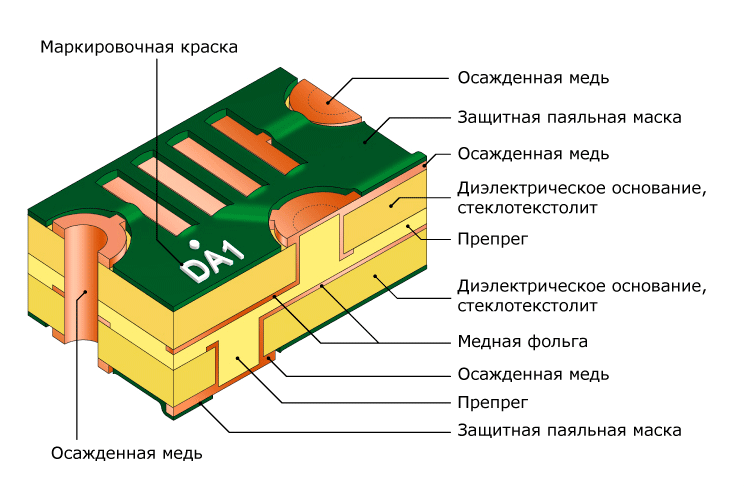
Нанесение финишного покрытия, вариант 2 Иммерсионное золото
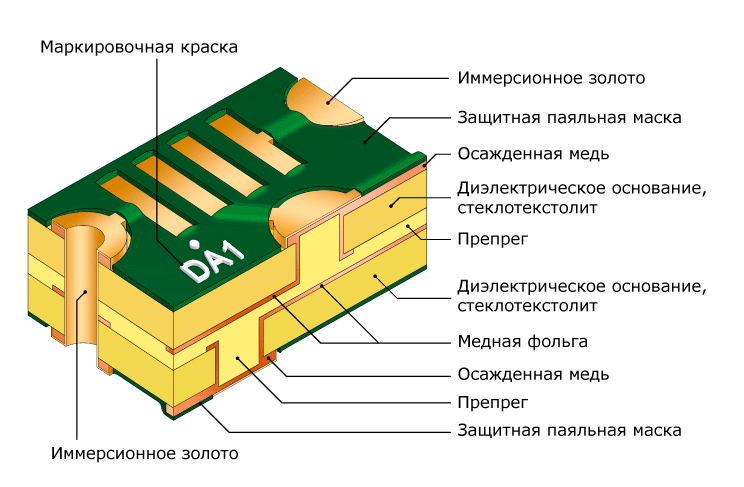
На открытые от маски участки меди различными методами наносится финишное покрытие для обеспечения качественной пайки.
Нанесение иммерсионного золота по подслою никеля (процесс ENIG) осуществляется в многостадийном химическом процессе. IPC-4552 регламентирует толщину подслоя Ni 3-6мкм, минимальную толщину Au 0,05мкм (типовые значения 0,05-0,1мкм).