Бумагоделательная машина. Устройство и принцип работы

Бумагоделательная машина представляет собой объединение производственных секций непрерывного действия, в результате работы которых из волокнистой суспензии получается бумага и картон. Различают два вида этого агрегата: столовые (с плоской сеткой) и цилиндровые (с круглой сеткой).
Основными секциями этой конструкции являются: сеточная, прессовая, сушильная и отделочная части.
Сеточная часть
Сеточная часть представляет собой бесконечную сетку, изготовленную из синтетических материалов или различных медных сплавов. В этой секции формуется бумажное полотно из сильно разбавленной суспензии и устраняется первая часть излишней воды. Эти этапы происходят вследствие свободного стекания взвеси и отсасывающего воздействия регистровых валиков. В дальнейшем обезвоживание осуществляется с помощью специальных вакуумных насосов.
Прессовая часть
После прохождения сеточной секции бумажное полотно с процентом сухости приблизительно 18–22% попадает в прессовую секцию. Здесь происходит удаление лишней воды механическим отжимом. Бумага пропускается через последовательно расположенные 2–3 вальцовых пресса под одновременным воздействием вакуума и давления. При этом увеличивается ее объемная масса и прочность, а впитывающая способность и пористость, наоборот, снижаются. Процесс прессования происходит между сукнами из шерсти, которые впитывают влагу и транспортируют полотно, а также выполняют немаловажную функцию защиты слабого бумажного полотна от разрушения. Для того чтобы добиться увеличения плотности и гладкости бумаги часто устанавливают дополнительные сглаживающие прессы.
Сушильная часть
В сушильную часть полотно бумаги поступает с сухостью около 45%. Эта секция бумагоделательной машины состоит из вращающихся цилиндров, расположенных в шахматном порядке и обогреваемых паром. На этом этапе производства бумажное полотно с помощью сукон придавливается к разогретым цилиндрам, что предотвращает его сморщивание и коробление. Движение его происходит с нижнего цилиндра на верхний, затем снова на нижний, расположенный рядом и т. д. Бумага в сушильной части высушивается до влажности 5–7%.
Отделочная часть
В отделочной секции находятся 5–10 чугунных отбеленных валов, расположенных друг над другом. Предварительно увлажненная холодной водой бумага движется сверху вниз между валами. После прохождения этого этапа бумажное полотно приобретает ровную, гладкую поверхность и равномерную толщину. Для предотвращения смятия полотно на накате наматывается в рулоны. При необходимости выпуска бумаги повышенной гладкости над накатом устанавливают дополнительное увлажняющее оборудование. Полученные рулоны далее поступают на продольно-разрезной станок, где разрезаются на части с необходимыми параметрами.
Специальное оборудование
Бумагоделательная машина также снабжена большим количеством автоматических приборов, обеспечивающих ее непрерывную работу. Задача этого дополнительного оборудования регулировать технологические параметры всего процесса. Для изготовления различных видов бумажного полотна устанавливаются свои технически обоснованные параметры, а именно рабочая скорость и ширина машины. Бумагоделательная машина может быть узкой и широкой.
Узкие машины с шириной полотна от 1,6 до 4,2 м в основном предназначаются для изготовления специальных технических, высококачественных документных бумаг. Широкие машины с шириной полотна более 6 м используются для производства мешочной и газетной бумаги. Рабочая скорость бумажной машины при производстве газетных и санитарно-гигиенических бумаг значительно превышает скорость при изготовлении высококачественных видов бумаг. Наличие специального оборудования и автоматических приборов способствует точности работы бумагоделательной машины и позволяет сократить количество обслуживающих ее рабочих до 3–8 человек.
Усовершенствование процесса производства
Для дальнейшего усовершенствования процесса производства бумаги необходимо изменение технологии выработки, увеличение производительности машины за счет ширины и скорости, модернизация устройства машины и ее узлов.
Увеличить производительность бумагоделательной машины за счет скорости и ширины помогут:
Для сушильной секции бумагоделательной машины также успешно могут применяться: сифонное устранение конденсата, новые схемы расположения парораспределителей, более высокое паровое давление, замена сушильных сукон на сушильные сетки. В настоящее время идет активный поиск новых видов сушки, с целью замены традиционного вида на более усовершенствованный, который позволил бы повысить равномерность сушильного процесса и значительно уменьшить рабочую площадь сушильной секции. Такие новые виды сушки, как инфракрасное облучение, обдув горячим воздухом, диэлектрическая сушка и сушка под вакуумом имеют хорошие перспективы в будущем.
Принцип действия бумагоделательной машины
Бумагоделательная машина служит для изготовления бумаги из волокнистой массы путем отлива слоя волокон с последующим обезвоживанием, прессованием и намоткой в рулон. В царской России такие агрегаты начали использоваться со второй половины ХIX века. Они отличались низкой производительностью, слабым водоотделением, ручным управлением. Для ремонта требовалась остановка машин, но они обладали высокой надежностью и простотой конструкции. На Славутской бумажной фабрике такой агрегат был установлен в 1864 году и проработал до конца ХХ века.
Принцип действия машины
Существует 2 вида бумагоделательной машины: столовая — волокнистая масса распределяется на плоской бесконечной сетке и цилиндровая — с круглой сеткой. В основном используются столовые агрегаты, на цилиндровых изготавливается картон и некоторые виды бумаги. Машина выполнена по принципу последовательно установленных непрерывно действующих секций:
Кроме этого, имеется много вспомогательных систем и механизмов, обеспечивающих и контролирующих непрерывный цикл изготовления бумаги. Скорость движения бумажного полотна изменяется от 40 м/мин при производстве тонкой конденсаторной бумаги, до 1000 м/мин — газетной. Это очень энергоемкий агрегат, который потребляет до 30 МВт электроэнергии и 45 т пара. Для управления технологическим процессом используется АСУТП. При таких скоростях производить ручной контроль и регулировку параметров невозможно.
Процесс изготовления бумаги начинается с этапа подготовки сырья. Для этого используется смесительная камера, в которую поступают измельченные и предварительно очищенные от посторонних предметов, не участвующих в процессе (металл, камни, скотч и т. д.) компоненты бумаги — макулатура, ветошь. Если используется дерево, то предварительно подготовленную щепу варят в растворе едких веществ до полного растворения.
Готовая масса перекачивается насосами из смесительной части в бассейн бумагоделательной машины. Концентрация поступившей среды составляет 3-4 %. В емкости происходит постоянное перемешивание раствора для поддержания однородного состояния бумажной массы по всему объему. Подачей оборотной воды, содержащей включения целлюлозы, доводят концентрацию подготавливаемого раствора до 0,15-1.5 %, он направляется на очистную аппаратуру. Для этого используются узлоуловители, центрискрины и другие. После этого бумажная масса через напускное устройство поступает на сетку.
Качество изготавливаемого материала зависит от синхронности скоростей движения сетки и истечения суспензии. Отставание перемещения массы от сетки не должно превышать 5-10 %. Отклонение параметров в ту или другую сторону приводит к неравномерному распределению волокон по площади сетки и их ориентации в сторону движения полотна. Это отражается на плотности, однородности и прочности изготавливаемой продукции.
Формирование бумаги
Отлив листа — это процесс фильтрации, при котором по мере удаления воды, образуется волокнистый слой. После прохождения регистровой части сеточного стола образуется полотно с концентрацией массы около 3 %. При достижении таких значений заканчивается «зеркало залива» и вводятся понятия «бумага, бумажное полотно» и его сухость. Процесс отлива наиболее интенсивно проходит в регистровой части, расположенной в первой трети стола. Погрешности, допущенные на этой стадии, уже не смогут быть исправленными во время изготовления бумаги и будут являться дефектом продукции.
Качество отлива бумаги и положение волокон относительно направления движения потока зависят от характера и концентрации массы, скорости движения сетки и истекания коллоидного раствора, интенсивности фильтрации воды. В свою очередь, эти параметры зависят и определяются назначением изготавливаемой продукции.
В некоторых случаях возникает необходимость увеличить скорость обезвоживания полотна, например, для предотвращения флокуляции, то есть образования сгустков волокон. На протекание этого процесса в значительной мере влияет концентрация массы. При низких значениях происходит активная фильтрация воды, что в значительной степени снижает вероятность возникновения флокуляции.
С другой стороны, слишком обильное водоотделение приводит к вымыванию волокон, особенно мелких фракций. Интенсивно этот процесс происходит в начальной стадии листообразования. В конечном счете это приводит к уменьшению содержания наполнителя в нижней (сеточной) стороне листа. Этот дефект устраняется уменьшением скорости фильтрации.
Изменение интенсивности водоотделения происходит с увеличением толщины листа и сопротивления фильтрации. Это приводит к необходимости применения принудительных методов обезвоживания волокнистого слоя. Для этого применяются отсасывающие ящики. В них специальными насосами создается вакуум, позволяющий удалять влагу, которая не успела стечь в начальной стадии бумагообразования.
Сеточный стол заканчивается устройством, которое называется отсасывающим гауч-валом. В его камере поддерживается вакуум 30-70 кПа, что дает возможность эффективно отсасывать влагу. Под гауч-валом расположена ванна, в которую идет слив воды и сброс так называемого мокрого брака. Это — отсеченные кромки бумажного полотна, срывы с прессовой части, содержимое сеточного стола при обрыве бумаги. Мешалка, расположенная в ванне, передает смесь на перекачивающие насосы, которые возвращают раствор в приемный бак на повторную переработку.
Прессовая часть
После гауч-вала бумажное полотно с сухостью 15-20 %, вакуум-пересасывающим устройством передается в прессовую часть бумагоделательной машины для дальнейшего механического обезвоживания. Она обычно состоит из 2-3 двухвальных прессов. Верхний вал выполнен из гранита, нижний — металлический, облицованный резиной. Между ними, вместе с бумажным полотном, движется сукно, защищающее поверхность мокрой бумаги от повреждений.
Конструкция прессового механизма позволяет использовать последовательное прохождение разных сторон полотна между валами. Это обеспечивает равномерное сглаживание обеих сторон бумаги. Для удаления прилипших к полотну волокон применяется сукномойка. После последовательного прохождения прессовой части, сухость бумаги составляет 30-40%.
В этой секции машины происходит не только обезвоживание, но и уплотнение полотна. При этом увеличивается площадь соприкосновения и сцепление между волокнами. Кроме того, изменяются свойства бумаги: увеличивается прочность, уменьшается пористость, повышается прозрачность и т.д. Прессовая часть должна работать с полной нагрузкой, так как увеличение сухости на 1 % позволяет уменьшить расход пара на обогрев сушильного цилиндра на 5 %. Интенсификация этих процессов позволяет значительно снизить общее энергопотребление, что в конечном счете сказывается на стоимости выпускаемой продукции.
Сушка бумажного полотна в прессовой части в 10 раз дешевле, чем в сушильной. Из общего объема удаленной воды около 95 % приходится на сеточную часть, 3-4 % на прессовую, а остальное — на сушильную. Поэтому первые 2 части называются мокрыми. Чтобы удалить оставшиеся 1-2 % влаги, затрачивается большая часть энергии, предназначенной для обезвоживания бумажного полотна.
Сушильная часть
Эта секция машины состоит из 2 рядов последовательно разложенных в шахматном порядке цилиндров, охватываемых сушильным сукном. Устройство сушильного цилиндра представляет собой полую цилиндрическую емкость, обогреваемую изнутри паром. Давление рабочей среды — 0,35 МПа. Диаметр сушильного цилиндра составляет 1500 или 1800 мм и зависит от вида изготавливаемой бумаги.
Количество цилиндров зависит от вида выпускаемой продукции и скорости машины. Для изготовления конденсаторной бумаги устанавливают 5-8 барабанов, а для газетной и мешочной — 50-80. Сушильные цилиндры объединяются в 3-5 самостоятельных групп, что позволяет осуществлять раздельное регулирование и поддержание температуры в отдельных блоках. Схема движения бумаги и сукон обеспечивает нагрев и испарение влаги не только при ее контакте с греющей поверхностью сушильного цилиндра, но и во время свободного хода. Использование индивидуального привода для каждой из групп, позволяет синхронизировать скорости соседних блоков для обеспечения безобрывного движения бумажного полотна.
В каждой группе предусмотрена установка сушильного цилиндра для сукон, предназначенных не только для впитывания влаги, но и транспортировки бумажного полотна по этой части агрегата. В машинах с большой скоростью движения бумаги, сушильная часть полностью накрыта колпаком, позволяющим сохранять тепло без дополнительного использования энергии. Он оборудован системой принудительной вентиляции и теплообменниками-рекуператорами. Нагретый влажный воздух, прежде чем будет выброшен в атмосферу, своим теплом нагревает подаваемую среду, которая догревается на теплообменнике и поступает на обдув полотна.
В зависимости от типа производимой бумаги, температура цилиндров 80-115 °С. В процессе сушки из 1 кг бумаги удаляется до 2,5 л влаги, что в 60-80 раз меньше, чем на сеточной и прессовой частях машины. Увеличение показателя нагрева барабанов ускоряет процесс сушки, поэтому его надо проводить при максимальных значениях данного параметра, не влияющего на качество готовой продукции. В сушильных колпаках высокоскоростных машин применяется сопловой обдув полотна нагретым воздухом. Это ускоряет процесс обезвоживания и уменьшает затраты энергии.
Отделочная часть состоит из каландра и наката.Установлен он между сушильной частью и накатом и состоит из 5-8 горизонтально расположенных валов. Нижние являются приводными и обеспечивают проход бумаги между ними. При этом она дополнительно уплотняется и разглаживается. На накате бумага формируется в рулоны по весу или диаметру и в дальнейшем отправляется на резку.
На этом процесс производства бумаги заканчивается. Применение передовых технологий и автоматизация процесса изготовления, при скоростях движения полотна 1000 м/мин и более, позволило сократить обслуживание агрегата до 5-8 человек.
Сушильный цилиндр бумагоделательной машины

Процесс сушки полотна является наиболее важной технологической стадией производства бумаги на бумагоделательной машине. Качественное регулирование процесса сушки и процессов в пароконденсатных системах важно в связи с тем, что по многим видам эксплуатационных затрат это наиболее затратная часть, она во многом определяет качество бумажного полотна. Так, на долю сушильной части приходится окончательное формирование бумажного полотна и образование тех или иных дефектов, связанных с влажностью и пересушкой и перегревом полотна, равномерностью влажности по поперечному и продольному сечению полотна.
Бумагоделательные машины оборудуются для сушки бумаги многоцилиндровыми контактно-конвективными установками, основным узлом в которых является сушильный цилиндр (СЦ). При передаче тепла от греющего пара к поверхности цилиндров пар конденсируется. При вращении цилиндра с окружной скоростью не более 300–400 м/мин конденсат собирается в нижней части цилиндров, что приводит к перерасходу мощности привода и динамическим нагрузкам на привод. Удаление конденсата производится черпаками и неподвижными сифонами. С увеличением окружной скорости конденсат поднимается по внутренней поверхности цилиндра. При окружной скорости цилиндра 600 м/мин конденсат образует замкнутое кольцо, которое уменьшает общий коэффициент теплопередачи от пара к бумажному полотну на 30–50 %. Для удаления конденсата применяются вращающиеся и неподвижные сифоны.
В настоящее время на целлюлозно-бумажных предприятиях активно разрабатываются и внедряются методы безразборного обнаружения неисправностей технологического оборудования [1,5, 6]. В системах удаления конденсата по технологическим и эксплуатационным причинам эпизодически происходит увеличение содержания конденсата в отдельных СЦ. Причинами этого процесса являются: повышенное отложение накипи на подпорных шайбах (площадь поперечного сечения шайбы уменьшается), охлаждение отдельных СЦ направленным потоком воздуха в сушильной части (открытые шандоры с лицевой и приводной сторон, открытые поверхности в кровле теплоизоляционного колпака). При длительном воздействии указанных факторов происходит накопление конденсата в СЦ, что ухудшает условия передачи тепла и увеличивает нагрузку на подшипники, вызывая перерасход мощности привода.
Цель исследования: разработка методики расчета по выявлению СЦ с неисправной системой удаления конденсата с целью создания условий для своевременного выявления и отвода конденсата из СЦ, что имеет большое значение для нормальной работы сушильной части бумаго- и картоноделательных машин.
Пароконденсатные системы бумаго-картоноделательных и сушильных машин предназначены для обеспечения СЦ теплотой за счет подвода к ним пара и отвода конденсата. С помощью пароконденсатных систем поддерживается необходимый температурный график сушки по длине машины, обеспечивается ее проектная производительность. От вида пароконденсатной системы зависит способ отвода конденсата из цилиндров. Различают две системы распределения пара по СЦ: с параллельным пароснабжением СЦ и групповым (каскадным) пароснабжением с последовательным перепуском пара по отдельным группам.
В схеме с параллельным пароснабжением все СЦ подключаются к одному общему магистральному паропроводу и конденсатопроводу (рис.1).
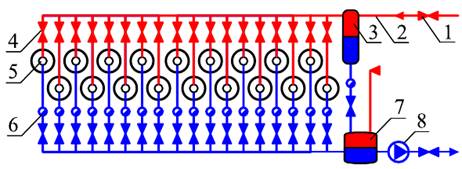
Рис.1. Схема параллельного пароснабжения и отвода конденсата из сушильной части бумагоделательной машины: 1 – главная паровая задвижка; 2 – машинный паропровод; 3 – водоотделитель; 4 – запорные вентили; 5 – СЦ; 6 – конденсатоотводчики; 7 – конденсатный бак; 8 – конденсатный насос
Параллельная схема пароснабжения может быть применена только на тихоходных машинах (до 350–400 м/мин), на кондесатопроводах должны быть установлены конденсатоудаляющие устройства, она имеет более низкий КПД по сравнению с другими схемами.
Наибольшее распространение в настоящее время получила схема группового пароснабжения СЦ с каскадным распределением давления и последовательным перепуском пара по группам цилиндров (рис. 2).
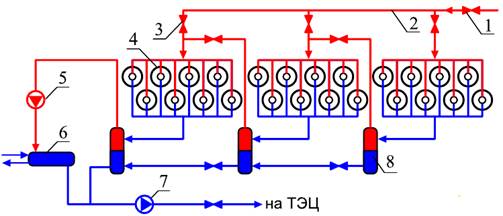
Рис. 2. Схема группового пароснабжения и отвода конденсата из сушильной части бумагоделательной машины: 1 – главная паровая задвижка; 2 – машинный паропровод; 3 – запорные вентили; 4 – СЦ; 5 – вакуум-насос; 6 – холодильник; 7 – конденсатный насос; 8 – водоотделители; ТЭЦ – теплоэлектроцентраль
Групповая схема пароснабжения цилиндров на быстроходных машинах возникла вследствие замены конденсатоотводчиков дроссельными шайбами, пропускающими из цилиндров вместе с конденсатом часть пролетного пара. Пролетный пар необходим для более полного удаления из СЦ конденсата и неконденсирующихся газов.
Важную роль в устойчивом удалении конденсата из системы играет поддержание необходимых перепадов давлений между паровыми группами. Это в свою очередь приводит к осложнению гидравлической схемы отвода конденсата, к растущей нестабильности и снижению устойчивости пароснабжения, заполнению отдельных цилиндров переохлажденным конденсатом. Для нормальной работы технологического оборудования с закрытым паровым обогревом необходимо непрерывно отводить из него образующийся конденсат. В трубах всегда присутствует как минимум до 5 % конденсата. При распределении конденсата в виде капель происходит эрозионное разрушение клапанов, в связи с чем он начинает пропускать, не держит давление и не способен регулировать. Результатом в этом случае может быть то, что подача даже излишнего пара не приводит к нагреву СЦ, тем более к его стабильной работе.
При накоплении конденсата в аппарате нарушается тепловой и гидравлический режим работы системы пароснабжения. При скоплении конденсата на днище паропровода происходит появление так называемых водяных пробок. Результатом являются гидравлические удары, вызывающие разрушение паропроводов и нарушение герметизации. Наличие конденсата в пароиспользующих системах, с одной стороны, снижает их производительность, с другой стороны, горячий конденсат должен быть использован в системах низкого давления, что в целом существенно повышает эффективность всей установки [2]. Таким образом, своевременное определение содержания конденсата и его удаление ведёт к экономичному и эффективному использованию систем пароснабжения.
Диагностирование технического состояния СЦ по температуре позволяет своевременно определить наличие конденсата, чем снизить затраты на ремонт оборудования.
Целью диагностирования технического состояния СЦ является повышение надежности и снижение эксплуатационных расходов, при этом назначают необходимые работы по техническому обслуживанию в зависимости от фактического технического состояния СЦ и предполагаемого изменения его состояния в процессе эксплуатации.
В процессе исследования были произведены измерения температуры СЦ в момент прекращения подачи пара и через 3, 5, 7 часов после прекращения подачи пара. С помощью результатов измерений можно выявить СЦ, подозреваемые на наличие неисправной системы удаления конденсата.
В результате работы определены градиенты температуры СЦ за период остывания в семь часов.
 ; (1)
; (1)
где  ,
,  – температура поверхности СЦ соответственно Градиенты температур СЦ приведены на графике (рис. 3).
– температура поверхности СЦ соответственно Градиенты температур СЦ приведены на графике (рис. 3).
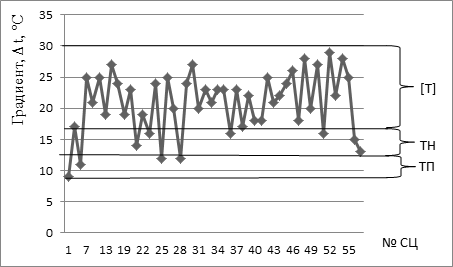
Рис. 3. График градиентов температуры СЦ за период остывания в 7 часов
Диапазон изменения температуры СЦ разбит на три уровня: [Т] – допустимый, ТН – неудовлетворительный и ТП – предотказный уровни изменения температуры.
Из графика видно, что ряд СЦ № 1, 5, 25, 28 с градиентами температуры через 7 часов после останова 9, 11, 12 и 12оС соответственно располагаются в зоне предотказного уровня изменения температуры.
Рассчитано среднее арифметическое значение градиентов температуры СЦ
 , (2)
, (2)
и его среднее квадратическое отклонение
 ,(3)
,(3)
где n – число цилиндров.
Результаты расчетов среднестатистических характеристик СЦ приведены в таблице.
Входим в тему: базовые принципы работы бумагоделательной машины
Предлагаю Вашему вниманию свою дебютную статью в новом ключе. В ней даны общие принципы работы бумагоделательной машины для более комфортного вхождения переводчика в тему.
Прошу высказать пожелания по формату подачи подобного материала.
Бумагоделательная машина (paper machine) — многосекционный агрегат непрерывного ( continuous ) действия, на котором из сильно разбавленной (diluted) водой волокнистой суспензии (fibrous suspension) получают бумагу и некоторые виды картона (board).
Различают 2 основных типа бумагоделательных машин: плоскосеточные/столовые (fourdrinier machine), применяемые для выработки основных видов бумаги, и круглосеточные/цилиндровые (vat machine), на которых изготовляется ограниченный ассортимент бумаги и картона. Эти типы имеют различные устройства для выпуска бумажной массы (paper/papermaking pulp or stock) на сетку (wire) бумагоделательной машины и отлива (formation) бумажного полотна, конструкция же остальных узлов, а также технологический процесс изготовления бумаги аналогичны.
Готовая бумажная масса концентрацией около 3—4% с помощью насоса подаётся (feed) из массоподготовительного отдела (stock preparation department) в машинный бассейн (machine chest), откуда поступает на бумагоделательную машину. Постоянным перемешиванием (agitation) массы в машинном бассейне добиваются выравнивания степени помола (beating/refining degree) и концентрации массы по всему объёму. Предварительно она разбавляется оборотной водой (white/back water), получаемой от обезвоживания (dehydration) бумажной массы на сетке бумагоделательной машины, до концентрации 0,1—1,5% и пропускается через очистную (screening) аппаратуру — узлоловители (screen/strainer), центриклинеры (centricleaner), центрискрины (centriscreen) и т.д., где удаляются различные посторонние включения и грубые частицы минерального и волокнистого происхождения. Из очистной аппаратуры бумажная масса поступает в напорный ящик (headbox), который обеспечивает истечение (discharge) массы с определённой скоростью (rate) и одинаковую толщину струи (jet) по всей ширине сетки.
Бумагоделательная машина состоит из следующих основных частей:
Сеточная часть — бесконечная сетка, вытканная из нитей различных сплавов меди или синтетических материалов. Привод сетки осуществляется от гауч-вала (couch roll). На новых машинах, имеющих вакуум-пересасывающие устройства (vacuum pick-up arrangement), приводным является также ведущий вал сетки. Чтобы бумажная масса не стекала, по краям сетки устанавливаются ограничительные линейки (guides). Обезвоживание бумажной массы и формование полотна бумаги происходят за счёт свободного стекания и отсасывающего действия (suction) регистровых валиков (table roll). Для получения более однородного полотна бумаги в продольном (machine/grain direction) и поперечном направлениях (c ross direction ), при скорости машины не более 300 м/мин, регистровая часть иногда подвергается тряске (shake) в поперечном направлении. Дальнейшее обезвоживание происходит над отсасывающими ящиками (suction box) под действием вакуума, создаваемого специальными вакуумными насосами (suction pump). При выработке высокосортных бумаг (fine paper) над ними часто устанавливают лёгкий равнительный валик (Dandy roll). Равнительный валик, служащий для нанесения водяных знаков (water marks) называется эгутер (Egoutteur). После этого полотно бумаги содержит ещё сравнительно много влаги (88—90%), для удаления которой сетка вместе с полотном бумаги проходит над гауч-валом, который имеет от одной до трёх отсасывающих камер (vacuum chamber). Гауч-вал — перфорированный пустотелый цилиндр (drum) из бронзового сплава или нержавеющей стали (площадь перфорации составляет около 25% поверхности вала). Внутри корпуса находится неподвижная вакуумная камера с графитовыми уплотнениями, которые пневматически прижимаются к внутренней поверхности цилиндра. Вакуумная камера соединена с непрерывно действующим вакуумным насосом. Гауч-вал завершает формование и обезвоживание (до сухости 18—22%) полотна бумаги на сетке бумагоделательной машины.
Сушильная часть (наибольшая по длине) состоит из вращающихся, обогреваемых изнутри паром и расположенных обычно в 2 ряда в шахматном порядке цилиндров. Полотно прижимается к нагретой поверхности цилиндров при помощи сукон, улучшающих теплоотдачу и предотвращающих коробление и сморщивание поверхности бумаги при сушке. Верхний и нижний ряды сушильных цилиндров имеют раздельные сукна, причём одно сукно охватывает сразу несколько сушильных цилиндров (dryer drum / drying cylinder). Полотно бумаги движется с верхнего цилиндра на нижний, затем на соседний верхний и т.д. При этом бумага высушивается до содержания остаточной влаги 5—7%. На современных бумагоделательных машинах во второй половине сушильной части обычно помещают клеильный двухвальный пресс (size press) для поверхностной проклейки бумаги и нанесения поверхностного слоя.