Наружная обшивка корпуса судна
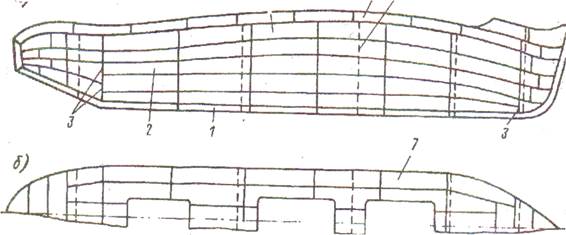 |
Поясья наружной обшивки носят специальные названия:
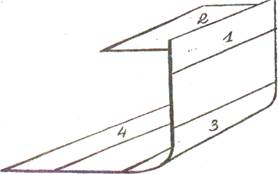 |
Рис. 5. Поясья наружной обшивки
3. Скуловой пояс – располагается в районе скулы судна.
5. Ледовый пояс-этопояс переменной ватерлинии,
выполняемый из листов повышенной толщины.
Разбивка наружной обшивки на поясья производится на чертеже растяжки наружной обшивки, который представляет собой развёртку наружной обшивки одного борта на плоскость. Так как ширина растяжки наружной обшивки в оконечностях меньше, чем в средней части судна, поясья обшивки в районе оконечностей начинают сужаться. Во избежание чрезмерного сужения в этом случае вводят потеряй,т.е. поясья, в которые переходят два смежных суженных пояса, заканчиваемые в одном сечении. Толщина листов наружной обшивки в оконечностях меньше, чем в средней части (кроме судов ледового плавания).
Для участия в общем продольном изгибе днищевое перекрытие должно прочно соединяться с бортами, В то же время днище воспринимает поперечные нагрузки со стороны бортов.
На судах длиной более 61 м на всем протяжении между форпиковой и ахтерпиковой переборками в днищевое перекрытие кроме наружной обшивки и набора входит настил и набор второго (внутреннего) дна,образуя так называемое второе дно.В районе форпика и ахтерпика и диптанков двойного дна не предусмотрено.
Дата добавления: 2016-04-14 ; просмотров: 4971 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Окраска подводной части корпуса судна и переменной ватерлинии.
Подводная часть корпуса судна находится под постоянным воздействием морской воды, способствующей интенсивной коррозии наружной обшивки и обрастанию её микроорганизмами и водорослями. Это влечёт за собой снижение скорости судна и повышение расхода топлива. Т.к. очистка и окраска подводной части возможны только в доке, к её защите предъявляются повышенные требования. Подводную часть покрывают специальными антикоррозийными и противообрастающими красками. Эффективность таких покрытий достигается путём строгого соблюдения технологии очистки корпуса, применением рекомендованных грунтовок и противообрастающих красок, а также соблюдением технологии окраски, предусматривающей число слоёв, толщину каждого слоя и общую толщину покрытия. Высокие требования предъявляются к нанесению 1-го, антикоррозийного слоя. Он должен быть сплошным и на столько плотным, чтобы исключить всякий контакт слоя необрастающей краски с металлом корпуса. Это необходимо потому, что в краски введены ядовитые вещества, которые в случае контакта с металлом вызывают его интенсивную коррозию.
Пояс переменных ватерлиний находится под воздействием различных часто меняющихся внешних факторов (воды, воздуха, солнечных лучей, ветра и др.). При движении судна он в наибольшей степени подвержен истиранию, особенно при плавании во льдах. Поэтому для её окраски применяются лакокрасочные материалы высокой механической прочности, стойкие к выветриванию, воздействию влаги и солнечной радиации, а также предупреждающие обрастание пояса водорослями. Грунтование пояса выполняют фосфатирующими грунтовками ВЛ-02 и ВЛ-023.
При окрашивании подводной части корпуса судна и пояса переменных ватерлиний на слой фосфатирующего грунта наносят несколько слоёв противокоррозионных и противообрастающих эмалей.
Учитывая неблагоприятные условия, в которых находится пояс переменных ватерлиний, периодически подкрашивают его необрастающими красками во время стояния судна в портах. Полную окраску пояса возобновляют 2 раза в год.
=Матрос II класса (стр.120)=
Дата добавления: 2016-09-26 ; просмотров: 5825 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
РАСЧЕТ ЭЛЕМЕНТОВ НАРУЖНОЙ ОБШИВКИ СУДНА




![]()
![]()
Наружная обшивка обеспечивает непроницаемость, а вместе с набором – общую продольную и местную прочность корпуса.
Наружную обшивку корпуса подразделяют на днищевую, бортовую, обшивку носовой и кормовой оконечностей. Бортовая, в свою очередь, делится на надводную, подводную обшивку и район переменных ватерлиний.
На наружную обшивку в различных районах корпуса действуют различные усилия в сложных комбинациях. Так, наружная обшивка днища в средней части судна, будучи наиболее удаленным от нейтральной оси пояском эквивалентного бруса, испытывает значительные усилия от общего продольного изгиба, а также давление воды. Наружная обшивка оконечностей испытывает меньшие усилия от общего изгиба, но в этих районах наблюдаются значительные местные нагрузки: гидростатические давления воды, ударные нагрузки. Бортовая обшивка в средней части судна воспринимает срезывающие усилия при общем продольном изгибе и одновременно усилия, создаваемые статическим и динамическим воздействием воды, усилия с внутренней стороны корпуса от груза, механизмов и др.
Это вызывает необходимость установки в различных районах корпуса листов наружной обшивки различной толщины.
Наружная обшивка корпуса проектируется из листов, располагаемых обычно вдоль судна, т.к. при этом легче обеспечить указанное выше изменение ее толщины. Продольная кромка листа называется пазом, поперечная (короткая) – стыком. Несколько листов, соединенных по стыкам называются поясом наружной обшивки.
В составе наружной обшивки принято выделять следующие характерные посясья:
· горизонтальный киль – средний пояс днищевой обшивки, толщина которого на 2 мм больше, чем остальная обшивка днища; усиление его связано с тем, что вместе с вертикальным килем и средним листом настила второго дна он включается в основную несущую связь днища – килевую балку;
· скуловой пояс – является переходным от днища к борту, поэтому его толщину выбирают по толщине днища или борта (что больше); при постройке корпуса этот лист подвергается гибке, а в процессе эксплуатации – большей коррозии и вероятности повреждений, чем днище.
· ширстрек – верхний пояс бортовой обшивки, испытывающий максимальные напряжения при общем продольном изгибе. Его толщина выбирается в зависимости от толщины бортовой обшивки и настила верхней палубы (палубного стрингера) – что больше.
· ледовый пояс – предусматривается на судах ледового плавания в районе переменных ватерлиний. Толщина и протяженность ледового пояса по высоте и длине судна определяются в зависимости от ледовой категории судна (района плавания).
Расчетные формулы и примеры расчета элементов наружной обшивки приведены в приложениях.
План расчета
1. Расчетные нагрузки (на наружную обшивку расчетной принимается нагрузка со стороны моря): на днищевую и бортовую обшивку определяются в соответствии с п. 2.2.3 «Правил» Регистра РФ по формуле
Здесь  — статическое давление воды, кПа;
— статическое давление воды, кПа;
 — волновое давление воды для точек, расположенных ниже летней ГВЛ;
— волновое давление воды для точек, расположенных ниже летней ГВЛ;
 — волновое давление воды для точек, расположенных выше летней ГВЛ;
— волновое давление воды для точек, расположенных выше летней ГВЛ;
 — волновое давление воды на уровне летней ГВЛ;
— волновое давление воды на уровне летней ГВЛ;
 — волновой коэффициент;
— волновой коэффициент;
 — коэффициент, зависящий от длины судна (L, м) и его скорости (
— коэффициент, зависящий от длины судна (L, м) и его скорости (  , уз.);
, уз.);
 — коэффициент, учитывающий отстояние рассматриваемого сечения от носового или кормового перпендикуляра (х1), для района мидель-шпангоута можно принимать 0,267;
— коэффициент, учитывающий отстояние рассматриваемого сечения от носового или кормового перпендикуляра (х1), для района мидель-шпангоута можно принимать 0,267;
Расчетная нагрузка определяется отдельно для днищевой обшивки и для бортовой обшивки (в подводной и надводной части). При этом расчет будет отличаться только в зависимости от zi: для днищевой обшивки zi=d (d – осадка судна, м), для бортовой обшивки в подводной части  — (на уровне середины подводной части судна), в надводной части
— (на уровне середины подводной части судна), в надводной части  — (на уровне середины надводной части судна).
— (на уровне середины надводной части судна).
На суднах с двойным бортом (пространство внутри которого используется обычно для приема водяного балласта) расчетной нагрузкой принимается испытательный напор (при испытании цистерны на непроницаемость) по формуле

 — на уровне настила второго дна (максимальное давление),
— на уровне настила второго дна (максимальное давление),
 — высота воздушной трубки над ВП (для сухогрузов – 1,5 м; для танкеров – 2,5 м).
— высота воздушной трубки над ВП (для сухогрузов – 1,5 м; для танкеров – 2,5 м).

Расчетная нагрузка на ледовый пояс рассчитывается в зависимости от ледовой категории судна в соответствии с п. 3.10.3.2 «Правил» Регистра РФ по формулам:
Здесь  — объемное водоизмещение судна, м 3 ;
— объемное водоизмещение судна, м 3 ;
СВ – коэффициент общей полноты судна;
а3 – коэффициент, определяемый по табл. 3.10.3.2.1 в зависимости от ледовой категории судна;
аBII, aBIII – коэффициенты, определяемые по табл. 3.10.3.2.5. в зависимости от ледовой категории судна.
При этом надо иметь ввиду, что в курсовом проекте обычно выполняется расчет только для конструкций в средней части судна – район В, и ледовые усиления предусматриваются (в зависимости от ледовой категории судна) в следующих районах (по сечению судна):
2. Минимальная толщина наружной обшивки рассчитывается в соответствии с пп. 2.2.4.8, 1.1.4.3 по формуле (при L³30 м)

 — коэффициент использования механических свойств стали, определяемый по табл. 1.1.4.3.
— коэффициент использования механических свойств стали, определяемый по табл. 1.1.4.3.
Правилами Регистра РФ (п.1.1.4.6) устанавливаются минимальные толщины, меньше которых не должна приниматься толщина элементов корпуса в расчетах.
3. Толщина днищевой обшивки – пп. 2.2.4.1, 1.6.4.4
а – расстояние между основными балками набора (шпация), м;
 =0,6 – в средней части судна;
=0,6 – в средней части судна;
 — коэффициент, зависящий от соотношения размеров пластины обшивки: а и b – меньшего и большего, соответственно.
— коэффициент, зависящий от соотношения размеров пластины обшивки: а и b – меньшего и большего, соответственно.
 — расчетный нормативный предел текучести по нормальным напряжениям;
— расчетный нормативный предел текучести по нормальным напряжениям;
рдн – расчетная нагрузка на днищевую обшивку, определенная в п. 1.
 — запас на износ обшивки, определяемый в соответствии с п. 1.1.5.1;
— запас на износ обшивки, определяемый в соответствии с п. 1.1.5.1;
Расчет выполняется аналогично п.3. Отличия – размеры пластины обшивки (а и b), которые надо выбрать для бортовой обшивки, u – по таблице 1.1.5.2 – в соответствии с особенностями конструкции и эксплуатации борта, а также расчетная нагрузка для бортовой обшивки рб. – определенная в п. 1.
Толщина бортовой обшивки рассчитывается для надводной части борта (выше уровня ватерлинии) и подводной части борта (ниже уровня ватерлинии), соответственно величине расчетной нагрузки p, определенной в п. 1 данного расчета.
5. Ширина горизонтального килярассчитывается в соответствии с п. 2.2.4. по формуле

6. Толщина горизонтального киля в соответствии с п. 2.2.4. принимается на 2 мм больше толщины днищевой обшивки
7. Толщина скулового пояса – п. 2.2.4.3 должна приниматься равной толщине обшивки днища или борта, в зависимости о того, что больше
8. Ширина ширстрека – п. 2.2.4.5

9. Толщина ширстрека – п. 2.2.4.5 должна приниматься равной толщине прилегающих листов обшивки борта или настила палубы (палубного стрингера), в зависимости о того, что больше
Здесь 
p – расчетная нагрузка на ледовый пояс, определенная в п. 1 данного расчета;
ReH – верхний предел текучести, МПа;
с=b£2 м – при поперечной системе набора борта;
с=l – при продольной системе набора борта;
b – высота распределения ледовой нагрузки, для средней части (района В) рассчитывается по формуле b=c3c4kD;
l – расстояние между соседними поперечными связями борта;
 — коэффициент, зависящий от водоизмещения судна D;
— коэффициент, зависящий от водоизмещения судна D;
u – по табл. 3.10.4.1 в зависимости от ледовой категории судна.
11. Ширина ледового пояса (район ВI) определяется в соответствии с табл. 3.10.1.3.2 и рис. 3.10.1.3.2 в зависимости от ледовой категории судна. При этом расстояние между ГВЛ и БВЛ можно принять, равным d/8.
Результаты расчета элементов наружной обшивки студенты должны нанести на чертеж конструктивного мидель-шпангоута.
Рекомендуется такая последовательность работы:
1. Выбрать масштаб чертежа – 1:50, 1:40, 1:25 – в зависимости от главных размерений судна (высоты борта и ширины судна) – так, чтобы изображение размещалось на формате А1, не заходя над основной надписью (штампом).
2. Вычертить обводы судна с учетом килеватости (крупнотоннажные суда не имеют килеватости или она составляет около 1,5 0 ), радиуса скулы (обычно около 0,05В = 1,5-2,0 м), развала бортов (крупнотоннажные суда чаще всего имеют вертикальные борта, развал бортов около 10 0 характерен для контейнеровозов, а также ролкеров – в подводной части), типа ширстрека (скругленный ширстрек – радиусом около 0,04-0,05В – на крупных танкерах или балкерах).
3. Выполнить разбивку наружной обшивки на поясья – в соответствии с расчетом, а также с учетом стандартной ширины листов, начиная от горизонтального киля – к скуле, а затем бортовую обшивку, определив положение ледового пояса (если он необходим) и ширстрека.
4. Обозначить толщину поясьев наружной обшивки – по расчету.
Системы окраски подводной части корпуса и пояса переменных ватерлиний
Поверхности корпуса судов, омываемые носовым буруном, поднимаемым при ходе судна, и ППВЛ подвергаются наибольшему коррозионному разрушению. При выборе защитной схемы окраски подводного борта следует учитывать, что характер его коррозионного разрушения зависит от многих факторов, в том числе от района и длительности плавания, а также скорости хода.
Обязательно следует учитывать, что корпуса средних и крупных судов во время эксплуатации находятся под воздействием электрохимической защиты, которая создает щелочную среду в непосредственной близости к погруженной в морскую воду металлической поверхности. Это диктует необходимость применения для защиты таких поверхностей щелочестойких окрасочных схем, например, на основе эпоксидных или виниловых ЛКМ, и делает неприемлемым для их защиты применение алкидных ЛКМ. Кроме того, обязательно следует учитывать совместимость противо-обрастающего покрытия с нижними слоями антикоррозионной лакокрасочной защиты.
Траулер «Николай Чепик». Окраска подводного и надводного борта
Системы с использованием противообрастающего покрытия для судов неограниченного района плавания
Грунтовка Эпипрайм-046 2×115 мкм
Эмаль Гамма-ХВ-5286С противообрастающая
Общая толщина сухой пленки (ТСП) 340 мкм
Экономичная система позволяет получать покрытие нужной толщины за минимальное количество слоев; подготовка поверхности до степеней Sa 2, St 2: Грунтовка Эпипрайм-046 1×110 мкм
Эмаль ЭП-46У-1 1×130 мкм
противообрастающая 1×110 мкм
Грунтовка ВЛ-023 1×16 мкм
(или Грунтовка ВЛ-02 1×10 мкм) Эмаль ХС-436Т 3×90 мкм
Эмаль Гамма-ХВ-5286С 1×110 мкм
Общая ТСП 396 (390) мкм
Эмаль Гамма-ХВ-5286С противообрастающая, сертифицирована Российским морским регистром судоходства на соответствие требованиям международной конвенции о контроле за вредными противообраста-ющими системами на судах 2001 г. (AFS Convention).
Пояс переменных ватерлиний без использования противообрастающего покрытия
Системы окраски двухкомпонентными эпоксидными материалами
Грунтовка Эпипрайм-046 2×125 мкм
Системы окраски однокомпонентными виниловыми материалами
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ TIKKURILA-ТИККУРИЛА ДЛЯ СУДОРЕМОНТА
История Tikkurila в качестве участника судостроительной отрасли началась в далеких 1990-х гг. Компания успешно участвовала в крупных проектах и поставляла краски на стапеля известных судостроительных заводов. В настоящее время концерн Tikkurila специализируется на производстве широкого ассортимента продукции для антикоррозионной защиты и предлагает клиентам индивидуальные высококачественные решения в этой области. Системы и покрытия Tikkurila одобрены международными стандартами ISO , Norsok , MED и другими.

Грузо-пассажирское судно «Eivor». Надводный борт окрашен однокомпонентными алкидными материалами – грунтовка Темапрайм ЕЕ + финишная краска Темалак ФД 80
Особенности конструкции судов предопределяют наличие поверхностей, эксплуатирующихся в самых разнообразных условиях. Так, полное погружение корпуса и внутренних поверхностей топливно-балластных танков в соленую морскую воду, переменное смачивание ею пояса переменных ватерлиний (ППВЛ), обрызгивание с последующим высушиванием ветром надводного борта, палуб и надстроек при одновременном воздействии прямых солнечных лучей — различные по своей природе, но крайне агрессивные эксплуатационные условия. Дополнительно к коррозии подводного борта существует проблема его обрастания морскими организмами, приводящая к снижению скорости хода судна и повышенному расходу топлива. Все это вызывает необходимость применения различных систем окраски для защиты тех или иных областей на судне.
Процесс окрашивания судна рассматривается в двух аспектах: как первичная окраска во время сборки (по- стройки) судна и ремонтная во время его эксплуата- ции. При ремонтной окраске судов ввиду объективных причин трудно обеспечить благоприятные условия для окраски, поэтому в таких условиях предпочтение долж- но отдаваться легким в применении и толерантным к подготовке поверхности материалам. Капитальный ремонт защитного покрытия, предусматривающий его полное или частичное удаление, производится в усло- виях постановки судна в сухой док профессиональны- ми малярами портов или судоремонтных заводов. В этих случаях выбор схемы окраски определяется толь- ко условиями проведения окрасочных работ.
СИСТЕМЫ ОКРАСКИ
Ниже приведены типовые и самые распространен- ные системы окраски. Квалифицированный технический персонал компании поможет не только с выбором правильной системы, но и посоветует экономически выгодное и технологически эффективное решение.
ПОДВОДНАЯ ЧАСТЬ КОРПУСА И ПОЯС ПЕРЕМЕННЫХ ВАТЕРЛИНИЙ
Поверхности корпуса судов, омываемые носовым буруном, поднимаемым при ходе судна, и ППВЛ под- вергаются наибольшему коррозионному разрушению. При выборе защитной схемы окраски подводного бор- та следует учитывать, что характер его коррозионного разрушения зависит от многих факторов, в том числе от района и длительности плавания, а также скорости хода. Обязательно следует учитывать, что корпуса средних и крупных судов во время эксплуатации находятся под воздействием электрохимической защиты, которая создает щелочную среду в непосредственной близости к погруженной в морскую воду металличе- ской поверхности. Это диктует необходимость применения для защиты таких поверхностей щелочестойких окрасочных схем, например, на основе эпоксидных или виниловых ЛКМ, и делает неприемлемым для их защиты применение алкидных ЛКМ. Кроме того, обязательно следует учитывать совместимость противо- обрастающего покрытия с нижними слоями антикоррозионной лакокрасочной защиты.
СИСТЕМЫ С ИСПОЛЬЗОВАНИЕМ ПРОТИВООБРАСТАЮЩЕГО ПОКРЫТИЯ ДЛЯ СУДОВ НЕОГРАНИЧЕННОГО РАЙОНА ПЛАВАНИЯ
Грунтовка Эпипрайм-046 2×115 мкм
Эмаль Гамма-ХВ-5286С противообрастающая 1×110 мкм
Общая толщина сухой пленки (ТСП) 340 мкм
Грунтовка Эпипрайм-046 1×110 мкм
Эмаль ЭП-46У-11×130 мкм
Эмаль Гамма-ХВ-5286С противообрастающая 1×110 мкм
Грунтовка ВЛ-023 1×16 мкм (или Грунтовка ВЛ-02 1×10 мкм)
Эмаль ХС-436Т 3×90 мкм
Эмаль Гамма-ХВ-5286С 1×110 мкм
Общая ТСП 396 (390) мкм
Эмаль Гамма-ХВ-5286С противообрастающая, сертифицирована Российским морским регистром судоходства на соответствие требованиям международной конвенции о контроле за вредными противообраста- ющими системами на судах 2001 г. (AFS Convention).
ПОЯС ПЕРЕМЕННЫХ ВАТЕРЛИНИЙ БЕЗ ИСПОЛЬЗОВАНИЯ ПРОТИВООБРАСТАЮЩЕГО ПОКРЫТИЯ
Системы окраски двухкомпонентными эпоксидными материалами
Грунтовка Эпипрайм-046 2×125 мкм
Системы окраски однокомпонентными виниловми материалами
Теманил МС Праймер 3×80 мкм
НАДВОДНЫЙ БОРТ, НАДСТРОЙКИ, МАЧТЫ И ПР.
Коррозионное разрушение надводного борта, палуб и надстроек происходит в результате совместного воздействия морской воды в период неблагоприятной погоды и солнца. Также покрытие надводного борта может повреждаться при трении о пирсы, причалы и другие суда.

Траулер «Николай Чепик». Окраска подводного и надводного борта
Надводный борт, надстройки и мачты часто могут перекрашиваться при привлечении к окрасочным работам экипажа судна, причем такая косметическая окраска зачастую может производиться даже во время нахождения судна в море. Тогда для таких работ выбирают наиболее легкие для применения одно- компонентные материалы, наносимые самыми простыми и доступными ручными инструментами (кистью, валиком, малярной рукавицей).
Системы окраски однокомпонентными материалами
• Алкидноуретановая система на основе быстровысыхающих, легких для применения однокомпонентных материалов, колеруемых на заводе-изготовителе.
Предварительная подготовка поверхности до степеней Sa 2 и St 2:
Грунтовка Гамма-АУР-067Т 2×70 мкм
Эмаль Гамма-АУР-167 1×50 мкм
• Экономичная система на основе однокомпонентной алкидной финишной эмали, колеруемой на заводе-изготовителе с предварительной подготовкой поверхностей до степеней Sa 2, St 2:
Грунтовка Гамма-АУР-067Т 1×70 мкм
Эмаль ПФ-167 3×30 мкм
• Высокотехнологичная алкидная система на основе легких в применении, быстровысыхающих однокомпонентных материалов с практически неограниченной возможностью выбора цвета и двумя степенями блеска.
Предварительная подготовка поверхности до степеней Sa 2 и St 2:
Темапрайм ЕЕ 2×50 мкм
Темалак ФД 50/80 или Темалак МЛ 90 1×50 мкм
Системы окраски двухкомпонентыми материалами:
• Эпоксидно-уретановая система на основе колеруемых на заводе-изготовителе материалов, об- ладающих высокой износо- и атмосферостойкостью, подготовка поверхности перед окрашиванием Sa 2 (St 2):
Грунтовка Эпипрайм-046 2×120 мкм
Эмаль Гамма-УР-11-А 1×50 мкм
• Эпоксиполиуретановая система с хорошими антикоррозионными свойствами и высокой техно- логичностью. Обеспечивает получение покрытия с высокой износо- и атмосферостойкостью, двумя сте- пенями глянца и с практически неограниченным выбором цветов:
Темакоут ГПЛ-С Праймер 100 мкм
Темадур 50/90 60 мкм
• Эпоксидно-уретановая система с повышен- ными антикоррозионными свойствами покрытия и практически неограниченным выбором цветов. Си- стема рекомендуется для защиты поверхностей в очень суровых условиях эксплуатации и при необхо- димости обеспечения длительного интервала между ремонтными окрасками.
Темакоут РМ 40 2×100 мкм
Темадур 50/90 1×40 мкм
Удобные в применении двухкомпонентные материалы, наносимые распылением и кистью. Темакоут РМ 40 обладает отличной адгезией к обработанным до степени Sa 2½ стальным поверхностям, образуя плотную непроницаемую пленку.
• Эпоксиполиуретановая система на основе мастичных грунтовок и атмосферостойких финишных красок.
Грунтовочная краска системы Темабонд- эпоксидная краска мастичного типа с высоким сухим остатком образует очень плотную, стойкую к износу и воздействию химикатов пленку. Обладает хорошей адгезией даже к не очень тщательно обработанной поверхности до степени St 2. Специальные аналоги данной грунтовки «зимнего типа», имеющие обозначение «ВГ», отверждаются при температурах от –5 до 0 С и позволяют выполнять окрасочные и ремонтные работы при отрицательных температурах. Темабонд СТ200 и СТ 300 содержат алюминиевые пигменты, а Темабонды ВГ200 и ВГ300 — колеруемые краски.
Темабонд СТ200/СТ300 или ВГ200/ВГ300 2×100 мкм
Темадур 20/50/90 1×60 мкм
ОТКРЫТЫЕ ПАЛУБЫ
Открытые палубы подвергаются значительным нагрузкам, причем не только механическим, но и обливу морской водой, а также атмосферным воздействиям. Наибольшим разрушениям палубного настила подвер- жены участки бортов в местах, где скапливаются вода и грязь, а также на участках с максимально высоким температурным воздействием. Наибольшую стойкость к одновременному обливу морской водой и атмосферным воздействиям демонстрируют схемы с эпоксидными грунтовочными красками и полиуретановыми финишными эмалями. Также для защиты открытых па- луб применяются системы окраски на основе одноком- понентных алкидных материалов, при использовании которых можно легко выполнить ремонтную окраску силами экипажа.
Системы окраски двухкомпонентыми материалами
• Эпоксидная система с хорошими антикоррозионными свойствами и износостойкостью.
Предвари- тельная подготовка поверхности перед окрашиванием Sa 2 или St 2:
• Эпоксидно-уретановая система, на основе материалов, колеруемых на заводе-изготовителе. Система создает покрытие с высокими антикоррозионными свойствами, а также обладает хорошей износо- и ат- мосферостойкостью. Предварительная подготовка поверхности до степеней Sa 2 и St 2:
Грунтовка Эпипрайм-046 2×100 мкм
Эмаль Гамма-УР-11-А 1×50 мкм
• Эпоксиполиуретановая система с отличными антикоррозионными свойствами и высокой технологичностью. Обеспечивает покрытие с высокой износо- и атмосферостойкостью, с двумя степенями блеска и с практически неограниченным выбором цветов:
Темакоут ГПЛ-С Праймер 2×100 мкм
Темадур 20/50 40 мкм
Системы окраски однокомпонентными материалами
• Экономичная система на основе однокомпонентной эпокси-полиэфирной антикоррозионной грунтовки и колеруемой в условиях завода — изготовителя алкидной финишной эмали, обеспечивающей покрытию противоскользящие свойства. Предварительная подготовка поверхности до степеней Sa 2 и St 2:
Грунтовка ЭФ-065 2×30 мкм
Эмаль ПФ-1145 2×25 мкм
• Алкидная система на основе однокомпонентных быстровысыхающих материалов с отличными антикоррозионными свойствами.

Траулер «Владивосток». Мачты и стрелы окрашены экипажем одно- компонентными алкид-уретановыми и алкидными материалами АУР-067Т и ПФ-167
Система обладает прекрасной технологичностью и проста в применении.
Обеспечивает покрытие с высокой износо- и атмосферостойкостью, практически не ограничен выбор цвета:
Темапрайм ЕЕ 1×80 мкм
Темалак ФД 50 1×80 мкм
Для уменьшения проскальзывания окрашенной поверхности палубы на еще мокрую пленку ЛКМ ре- комендуется наносить чистый кварцевый песок или, предпочтительнее, специальный порошок — Лиукуэ- стэ. Данный порошок содержит полые легкие силикатные микрошарики с максимальным размером 300 мкм.
БАЛЛАСТНЫЕ ТАНКИ, ТОПЛИВНО-БАЛЛАСТНЫЕ И ТОПЛИВНЫЕ ЦИСТЕРНЫ, ТАНКИ ДЛЯ ПРЕСНОЙ ВОДЫ (ВНУТРЕННЯЯ ПОВЕРХНОСТЬ)
Наиболее тщательно следует подходить к выбору защитной схемы окрашивания внутренних поверхностей наливных танков, поскольку интенсивность их коррозионных разрушений во многом зависит от района эксплуатации судна, типа перевозимого груза, а также частоты и длительности балластировки танков морской забортной водой. Главная проблема заключается в том, что практические условия эксплуатации танков и цистерн зачастую многообразны и, как правило, не могут быть строго регламентированы при проектировании судна. Для защиты внутренних поверхностей танков и цистерн наиболее широкое распространение получила защита толстослойными эпоксидными ЛКМ, содержащими минимальное количество растворителей, или со 100%-ным сухим остатком, наносимых на очень тщательно подготовленную поверхность.
Обеспечить необходимые условия в танке для достижения высокой степени чистоты обрабатываемой поверхности и последующего нанесения покрытия можно, организовав принудительную подачу в него чистого сухого воздуха необходимой темпера- туры аппаратами приточно-вытяжной вентиляции, установленными на палубе или на берегу. При этом окрасочные работы в танках могут производиться даже на судне, стоящем на воде у причальной стенки, в том числе в холодное время года. При необходимо- сти для уменьшения теплопотерь открытую палубу над танками можно укрыть матами.

Траулер «Арчер». Окраска подводного борта, пояса переменных ватерлиний, надводного борта и открытых палуб
При абразивоструйной подготовке поверхностей секций строящегося судна, особенно танков, необходимо достигать требуемых спецификацией работ параметров профиля шероховатости поверхности, для чего следует применять необходимые по твердости и дисперсности абразивы. При ремонтной же окраске практическое достижение требуемого (оптимально- го) профиля шероховатости трудновыполнимо, однако к его достижению следует стремиться. Особое внимание при подготовке поверхности танков долж- но быть обращено на зачистку и округление сварных швов и острых кромок. Эти работы проводят, ис- пользуя ручные и механизированные инструменты.
• Система на основе эпоксидных материалов, не содержащих растворителей для защиты топливно-балластных танков (цистерн) забортной воды, топлива и пр. Разрешена для применения на строящихся и ремонтируемых кораблях и судах ВМФ РФ; прогнозируемый срок эксплуатационной защиты — не менее 10 лет; подготовка поверхности перед окрашиванием — Sa 2½ (St 3)
Грунтовка БЭП-0303 1×220 мкм
Эмаль БЭП-452 1×220мкм
• Система на основе эпоксидного материала с низким содержанием растворителей для окраски балластных цистерн. Система создает плотное, стойкое к износу и химическим воздействиям покрытие. Предварительная подготовка поверхности перед окрашиванием Sa 2½:
• Система на основе модифицированного эпок- сидного материала для защиты грузовых цистерн под нефтепродукты. Система формирует покрытие, выдер- живающее значительный износ, в том числе погруже- ние в морскую воду. Предварительная подготовка по- верхности перед окрашиванием Sa 2½:
• Система на основе эпоксидного материала, не содержащего растворителей для защиты танков (ци- стерн) для питьевой воды, а также других пищевых жидкостей и продуктов (в том числе алкоголя). Пред- варительная подготовка поверхности до степени Sa 2½ (St 3):
• Система на основе эпоксидного материала, не содержащего растворителей, для защиты танков (цистерн) для питьевой воды. Предварительная подготовка поверхности до степени Sa 2½:
ОКРАСКА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СУДОВЫХ ПОМЕЩЕНИЙ
В ассортименте компании Tikkurila есть ряд материа- лов, одобренных Европейским стандартом MED (Marine Equipment Directive), которые можно использовать для окраски внутренних поверхностей корабля, отделки предметов мебели и прочих деталей интерьера.
Сертификат № MED-D-1165 свидетельствует о том, что продукция компании Tikkurila соответствует тре- бованиям Директивы оснащения лодок и кораблей Marine Equipment Directive (96/98/EC и дополнения 2002/75/EC). Согласно данной Директиве, одобренные материалы имеют низкие показатели распространения огня и при горении не выделяют вредные вещества в виде дыма и газа.
В списке материалов, получивших одобрение MED, есть ряд материалов по классификации эмиссии строи- тельных материалов, относящихся к высшему классу М1, которые чрезвычайно мало или совсем не выделяют летучих веществ в воздух помещения.
ГРУЗОВЫЕ СУХИЕ ОТСЕКИ, ТРЮМЫ И ЛЮКОВЫЕ КРЫШКИ
При перевозке грузов возникает необходимость защиты поверхностей от механических и химических нагрузок.
• Эпоксидная система окраски на основе технологичного материала для защиты поверхностей, подвергающихся механическим, химическим и атмосферным воздействиям, а также высокой влажности с практически неограниченным выбором цвета:
• Экономичная эпоксидная система, выдерживающая значительные механические и химические нагрузки.
Темакоут ГПЛ-С Праймер 2×80 мкм
Темакоут ГС 50/ГПЛ 1×80 мкм
• Система на основе эпоксидного материала с низким содержанием растворителей. Система создает плотное, стойкое к износу и химическим воздействиям покрытие. Предварительная подготовка поверхности перед окрашиванием Sa 2½ (St2):
• Эпоксидная система для окраски объектов, подверженных сильным механическим и химическим нагрузкам, а также находящихся в погружении:
Кроме того, значительной коррозионной нагрузке подвергаются люковые крышки трюмов сухогрузных судов, для которых рекомендуется следующая система:
• Эпоксидно-уретановая система с повышенными антикоррозионными свойствами покрытия и практически неограниченным выбором цветов. Система рекомендуется для защиты поверхностей в очень суровых условиях эксплуатации и при необходимости обеспечения длительного интервала между ремонтами.
Темакоут РМ 40 2×100 мкм
Темадур 50/90 1×40 мкм
СПЕЦИАЛЬНЫЕ КРАСКИ
Краски для поверхностей, выдерживающих высокие температуры
Покрытия, допускающие нагревание поверхности до 400–650 0С:
Общая ТСП 20 мкм
2.Темал 600 20 мкм
Данные материалы удобны и легки в применении даже в походных условиях. Они обладают исключи- тельными влаго-, масло- и бензостойкостью.
Компания «Промышленное снабжение» поставляет индустиральные краски и покрытия Тиккурила по всей России. Информацию о наличии, цене и колеровке краски Тиккурила вы можете узнать в компании «ПРОМСНАБ»
«Промышленная окраска» 06.2010г.