Стыкосварочные машины (DS) для повторно-кратковременных режимов работы (стыковке бухт проволоки)
Стыкосварочные машины DSH/DSF производства IDEAL-Werk контактной стыковой сварки сопротивлением проволоки (прутка)
Назначение
Машины стыковой сварки проволоки DS предназначены для стыковой сварки бухт катанки в производстве проволоки/арматуры, стыковой сварки бухт проволоки в производстве канатов или холоднотянутой арматуры, для обеспечения непрерывной подачи сварочной проволоки при роботизированной или автоматической сварке (для стыковки сварочной проволоки, поставляемой в катушках или бочках), стыковой сварки бухт при производстве мерного прутка, кабеля, или любого иного производства требующего непрерывной подачи проволоки.
Для сварки стыковых соединений стальной проволоки предназначаются машины DSH/DSF модификации FE,
для сварки проволоки встык из цветных металлов (медной, алюминиевой, латунной или, например, вольфрамовой) – модификации NE.
Машины DSH/DSF не предназначены для поточной/непрерывной стыковой сварки деталей, а лишь для повторно-кратковременных режимов работы при обрыве проволоки и сварки проволоки встык перед волочильными станами, крутильными машинами и др. (Для поточных задач, например, сварки проволочных колец, сварки проволочных рамок, любых других деталей из проволоки – см.машины типа DSP и DST).
Для стыковой сварки арматуры больших сечений – см.машины стыковой сварки оплавлением AS.
Стыкосварочные машины DSH используются в производстве:
Технология контактной стыковой сварки сопротивлением
Концы проволоки требуют подготовки – обрезки под 90° без заусенцев, как при любой стыковой сварке. При сварке больших диаметров может потребоваться также снятие фаски. Технология сварки – контактная стыковая сварка сопротивлением. После сварки средне- или высокоуглеродистых сталей или меди требуется отжиг.
Описание работы: После подготовки торцов свариваемых заготовок, концы укладываются в V-образные канавки электродов вручную и зажимаются в прижимах. После запуска, цикл сварки происходит автоматически. Отжиг производится либо в тех же губках-электродах, либо в отдельных губках с регулируемой установочной длиной, если установлено у-во отжига. После сварки оператор зачищает, при необходимости, грат, образовавшийся на сварном соединении.
Диапазоны машин DSH (DSF)
На машинах контактной стыковой сварки проволоки DS («аппаратах стыковой сварки») можно сварить встык проволоку из стали диаметрами от 0,15 до 18 мм, из меди от 0,4 до 14,0 мм, из алюминия от 0,5 до 18 мм. Машины контактной сварки проволоки DSH также используются для сварки прямоугольных проводов соответствующих сечений.
Модификации
IDEAL-Werk выпускает следующие модификации машин для стыковой сварки проволоки или прутка

Комплектация
Машины DSH комплектуются тележками с 2-мя или 4-мя колесами, для удобства их перемещения по цеху, например от одного волочильного стана к другому:
Машины DSH модификации FE (для сварки стальной проволоки) оснащаются в базовом исполнении совмещенной регулировкой трех параметров: установочной длины, усилия осадки, длины пути осадки под током. Раздельной регулировкой по умолчанию оснащаются машины для сварки медной и алюминиевой проволоки (модификации NE), а также стыкосварочные машины для сварки больших диаметров прутка.
Стыкосварочные машины DSH xxx FE в базовом исполнении оснащены устройством одноступенчатого отжига, который производится в тех же фасонных сварочных губках после перестановки сваренного стыка в другие канавки на электродах – на большую установочную длину. Ток отжига подается после нажатия кнопки, время отжига регулируется оператором, температура отжига контролируется визуально оператором. Плавной регулировкой отжига оснащаются, по умолчанию, машины для сварки самых малых и самых больших диаметров.
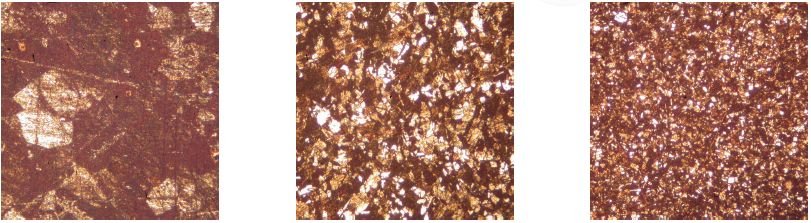
слева направо: микроструктура в стыке после обычного метода стыковой сварки сопротивлением; при применении проковки; в исходном материале.
Ссылки
Для сварки стальной ленты – см. стыкосварочные машины сварки сопротивлением для ленточных пил и ножей – BSS
Для сварки стальной полосы – см. стыкосварочные машины сварки оплавлением для сварки ленточных пил – BAS
Для непрерывной сварки проволочных заготовок – см. машины контактной стыковой сварки сопротивлением с пневматическими прижимами – DSP
Для сварки проволочных заготовок в стык и в тавр – DST
Стыкосварочные машины сварки больших сечений из меди – DDS
Стыкосварочные машины сварки больших сечений из стали – AS
Для сварки многожильных проводников (медных или алюминиевых кабелей) – LS
Для МИГ/МАГ, ТИГ или плазменной сварки штрипса перед трубосварочными станами, линиями нанесения покрытия и другими непрерывными линиями – BLS, LBS
Для лазерной стыковой сварки листового проката – LAS
Для стыковой сварки стального металлокорда – DC0 и DCE
Аппараты контактной точечной сварки
















Контактная точечная сварка – востребованный способ соединения металлических заготовок. Две детали плотно соединяют в конкретной точке при помощи специальных электродов и воздействуют на место контакта электрическим током. Металл нагревается и плавится, а после прекращения подачи тока начинается кристаллизация расплава.
Результат точечной сварки – формирование сварной точки, по виду напоминающей заклепку. Ее размеры зависят от силы сварочного тока, усилия сжатия, типа электрода и других параметров. Для получения прочной и долговечной сварной точки металлические детали предварительно очищают от загрязнений.
Оборудование для контактной электросварки
Для проведения точечной сварки используются специализированные сварочные аппараты – споттеры. В зависимости от модели они могут вести SPOT-электросварку на переменном или постоянном электротоке. Для проведения работ применяются электроды специальной формы.
Машины для контактной сварки бывают трех типов:
Сварочный аппарат, работающий на переменном токе, представляет собой трансформатор с двумя медными электродами во вторичной обмотке. Свариваемые детали помещаются между токопроводниками и прижимают их друг к другу при помощи специального приспособления.
Точечная контактная сварка на постоянном токе состоит из блока конденсаторов и батареи емкостей. В конструкции также имеется механизм прижима заготовок.
Преимущества и сфера применения
Технология контактной электросварки обеспечивает высокую производительность выполнения работ. Аппараты точечной сварки могут производить сотни свариваний в минуту при относительно невысокой энергоемкости. Сварочный процесс легко поддается автоматизации, что позволяет применять этот метод в конвейерных производствах.
Агрегаты точечной электросварки высоко востребованы в автомобилестроении, с их помощью осуществляется сварка кабин коммерческого транспорта, кузовных узлов легковых автомобилей. Оборудование применяется в авиа- и судостроительной отраслях, в производстве вагонов, промышленного оборудования и установок. Мы предлагаем аппараты, которые могут осуществлять соединение листового и профильного металлопроката, алюминия, нержавеющей стали, меди.
Факторы выбора
Аппараты контактной электросварки различаются мощностью и допустимой толщиной свариваемого металла. Выбор зависит от материалов, с которыми будет вестись работа.
По режиму работы установки точечной электросварки делятся на жесткие и мягкие. Они отличаются плотностью тока и продолжительностью цикла сварки.
Жесткие агрегаты подают электрический ток большей плотности, а длительность цикла электросварки составляет 0,2-1,5 секунды. В них используются электроды, которые превосходят толщину металла на 4 мм.
Мягкие аппараты работают с током невысокой плотности, но сварочное воздействие длится до 2-3 секунд. Применяются электроды, толщина которых равна или меньше толщины соединяемых заготовок.
По способу воздействия агрегаты делятся на одно- и двухсторонние. Двухсторонние установки осуществляют сварку с двух сторон одновременно, что обеспечивает высокую прочность и надежность сварного шва. Они применяются для соединения открытых деталей и узлов. Односторонние агрегаты предназначены для точечной электросварки в закрытых узлах.
В Компании ЭКОТЕХ вы можете купить контактную сварку различного типа и мощности. Наши специалисты предоставят профессиональные консультации по всем вопросам и помогут сделать оптимальный выбор. Для оптимального выбора необходимо детальное техническое задание. Цена аппарата в основном зависит от номинала, т.е. диаметра свариваемой арматуры.
Мы предлагаем все для контактнй сварки.
Это и само оборудование-одноточечные аппараты, многоточечные станки, трансформаторы, контакторы, регуляторы. Но самое главное-наш многолетний опыт в области сварки от подбора оборудования и внедрения технологии, до ремонта и гарантийного и послегарантийного обслуживания.
Стыкосварочные машины (DS) для повторно-кратковременных режимов работы (стыковке бухт проволоки)
Стыкосварочные машины DSH/DSF производства IDEAL-Werk контактной стыковой сварки сопротивлением проволоки (прутка)
Назначение
Машины стыковой сварки проволоки DS предназначены для стыковой сварки бухт катанки в производстве проволоки/арматуры, стыковой сварки бухт проволоки в производстве канатов или холоднотянутой арматуры, для обеспечения непрерывной подачи сварочной проволоки при роботизированной или автоматической сварке (для стыковки сварочной проволоки, поставляемой в катушках или бочках), стыковой сварки бухт при производстве мерного прутка, кабеля, или любого иного производства требующего непрерывной подачи проволоки.
Для сварки стыковых соединений стальной проволоки предназначаются машины DSH/DSF модификации FE,
для сварки проволоки встык из цветных металлов (медной, алюминиевой, латунной или, например, вольфрамовой) – модификации NE.
Машины DSH/DSF не предназначены для поточной/непрерывной стыковой сварки деталей, а лишь для повторно-кратковременных режимов работы при обрыве проволоки и сварки проволоки встык перед волочильными станами, крутильными машинами и др. (Для поточных задач, например, сварки проволочных колец, сварки проволочных рамок, любых других деталей из проволоки – см.машины типа DSP и DST).
Для стыковой сварки арматуры больших сечений – см.машины стыковой сварки оплавлением AS.
Стыкосварочные машины DSH используются в производстве:
Технология контактной стыковой сварки сопротивлением
Концы проволоки требуют подготовки – обрезки под 90° без заусенцев, как при любой стыковой сварке. При сварке больших диаметров может потребоваться также снятие фаски. Технология сварки – контактная стыковая сварка сопротивлением. После сварки средне- или высокоуглеродистых сталей или меди требуется отжиг.
Описание работы: После подготовки торцов свариваемых заготовок, концы укладываются в V-образные канавки электродов вручную и зажимаются в прижимах. После запуска, цикл сварки происходит автоматически. Отжиг производится либо в тех же губках-электродах, либо в отдельных губках с регулируемой установочной длиной, если установлено у-во отжига. После сварки оператор зачищает, при необходимости, грат, образовавшийся на сварном соединении.
Диапазоны машин DSH (DSF)
На машинах контактной стыковой сварки проволоки DS («аппаратах стыковой сварки») можно сварить встык проволоку из стали диаметрами от 0,15 до 18 мм, из меди от 0,4 до 14,0 мм, из алюминия от 0,5 до 18 мм. Машины контактной сварки проволоки DSH также используются для сварки прямоугольных проводов соответствующих сечений.
Модификации
IDEAL-Werk выпускает следующие модификации машин для стыковой сварки проволоки или прутка

Комплектация
Машины DSH комплектуются тележками с 2-мя или 4-мя колесами, для удобства их перемещения по цеху, например от одного волочильного стана к другому:
Машины DSH модификации FE (для сварки стальной проволоки) оснащаются в базовом исполнении совмещенной регулировкой трех параметров: установочной длины, усилия осадки, длины пути осадки под током. Раздельной регулировкой по умолчанию оснащаются машины для сварки медной и алюминиевой проволоки (модификации NE), а также стыкосварочные машины для сварки больших диаметров прутка.
Стыкосварочные машины DSH xxx FE в базовом исполнении оснащены устройством одноступенчатого отжига, который производится в тех же фасонных сварочных губках после перестановки сваренного стыка в другие канавки на электродах – на большую установочную длину. Ток отжига подается после нажатия кнопки, время отжига регулируется оператором, температура отжига контролируется визуально оператором. Плавной регулировкой отжига оснащаются, по умолчанию, машины для сварки самых малых и самых больших диаметров.
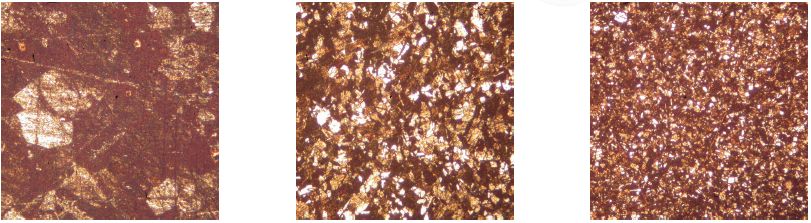
слева направо: микроструктура в стыке после обычного метода стыковой сварки сопротивлением; при применении проковки; в исходном материале.
Ссылки
Для сварки стальной ленты – см. стыкосварочные машины сварки сопротивлением для ленточных пил и ножей – BSS
Для сварки стальной полосы – см. стыкосварочные машины сварки оплавлением для сварки ленточных пил – BAS
Для непрерывной сварки проволочных заготовок – см. машины контактной стыковой сварки сопротивлением с пневматическими прижимами – DSP
Для сварки проволочных заготовок в стык и в тавр – DST
Стыкосварочные машины сварки больших сечений из меди – DDS
Стыкосварочные машины сварки больших сечений из стали – AS
Для сварки многожильных проводников (медных или алюминиевых кабелей) – LS
Для МИГ/МАГ, ТИГ или плазменной сварки штрипса перед трубосварочными станами, линиями нанесения покрытия и другими непрерывными линиями – BLS, LBS
Для лазерной стыковой сварки листового проката – LAS
Для стыковой сварки стального металлокорда – DC0 и DCE
Машины контактной стыковой сварки
Машины стыковой сварки
Продажа электросварочного оборудования со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на машины стыковой сварки запрашивайте в отделе сварочного оборудования.

МСС-901 ››

МСС-1902 ››

МCC-2501 ››

МСО-201 ››

МСО-606 ››
Контактная стыковая сварка – это процесс создания неразъемного соединения двух металлических деталей посредством сварки по всей плоскости их касания. Стыковая сварка производится с помощью нагрева стыков свариваемых деталей электрическим током. В результате разогрева металл в месте сварки претерпевает пластическую деформацию, и последующее сжатие деталей позволяет их соединять в месте нагрева.
Машины для стыковой сварки используют два различных метода соединения деталей:
Метод оплавления применяется для сварки деталей с большой площадью сечения – арматуры, труб, профильной стали. Машина стыковой контактной сварки, использующая этот метод разогрева, применяется для создания безстыковых железнодорожных путей при соединении стыков рельс, в процессе производства длинноразмерных деталей из стали, цветных металлов и сплавов, а также в судостроительной промышленности при изготовлении змеевиков холодильных установок для рефрижераторных судов, производстве якорных цепей и т.д. Еще одна промышленная отрасль, применяющая аппарат стыковой сварки, использующий метод оплавления – это производство режущего инструмента, когда, например, хвостовик сверла из обычной стали приваривается к рабочей части, изготовленной из инструментальной стали.
Сварка оплавлением начинается с подачи на свариваемые детали напряжения, после чего детали сближаются. В момент их соприкосновения металл на стыках очень быстро нагревается и на месте стыка образуется слой жидкого металла, который в результате ускорения скорости движения деталей выдавливается и образует утолщение, называемое грантом. Сварочный ток выключается и происходит осадка металла в месте сварки.
Метод сопротивления применяется для соединения деталей, изготовленных из низкоуглеродистой стали, с площадью сечения до 200 м 2 – проволоки, тросов, труб малого сечения и металлических стержней. Данный метод применяется для сварки деталей, изготовленных из низколегированных и малоуглеродистых сталей, медных и алюминиевых сплавов.
Сварка сопротивлением начинается с предварительного сжатия деталей, после чего по ним пропускают сварочный ток. При этом металл стыков разогревается почти до температуры своего плавления. Ток отключается и происходит осадка металла.
Машины стыковой сварки состоят из следующих узлов:
На корпусе размещается механизм подачи и осадки, а также зажимное устройство. Внутри корпуса располагается сварочный трансформатор, который способен вырабатывать ток большой силы при низких значениях напряжения. Основной характеристикой сварочного трансформатора, как и всей машины стыковой сварки, является продолжительность включения, указываемая в характеристиках машины под аббревиатурой ПВ.
Электроды для стыковой сварки состоят из трех частей: рабочей, центральной и посадочной. Форма электродов должна соответствовать форме сечения свариваемых деталей. Промышленностью выпускаются электроды двух видов: нормальные с поверхностью, выполненной в форме плоскости, призмы или цилиндра, и специальные с поверхностью, полностью соответствующей форме деталей, которые предстоит сваривать.
Аппараты для стыковой сварки
Найдено 76 товаров
Категория

Диаметр сварки: 315 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 500 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 315 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 355 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 355 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 180 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 32 мм
Регулятор температуры: нет
Тип сварки: стыковая

Диаметр сварки: 315 мм
Регулятор температуры: нет
Тип сварки: стыковая

Диаметр сварки: 315 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 180 мм
Регулятор температуры: да
Тип сварки: стыковая

Диаметр сварки: 40 мм
Регулятор температуры: нет
Тип сварки: стыковая
Производители












Вы принимаете условия политики конфиденциальности и пользовательского соглашения каждый раз, когда оставляете свои данные
в любой форме обратной связи на сайте ВсеИнструменты.ру