Программы для генерации кода программ
Качественные G-коды невозможно создать без специализированного программного обеспечения. Предлагаем рассмотреть лучшие решения для их генерации, подходящие как для домашнего, так и для профессионального пользования.
Конструктор G-кода
Конструктор G-кода — любительский софт от независимого разработчика, распространяющего свой продукт на бесплатной основе. На данный момент он находится на стадии разработки, однако уже доступен для скачивания. Софт основан на модульном принципе, при котором каждый блок обозначен уникальным кодом и отвечает за свой сегмент деятельности. Одним из них является «Генерация G-кода» под кодом 900. В качестве исходных данных допускается использование графического изображения любого формата, а также DXF, PLT и Gerber-файлов.
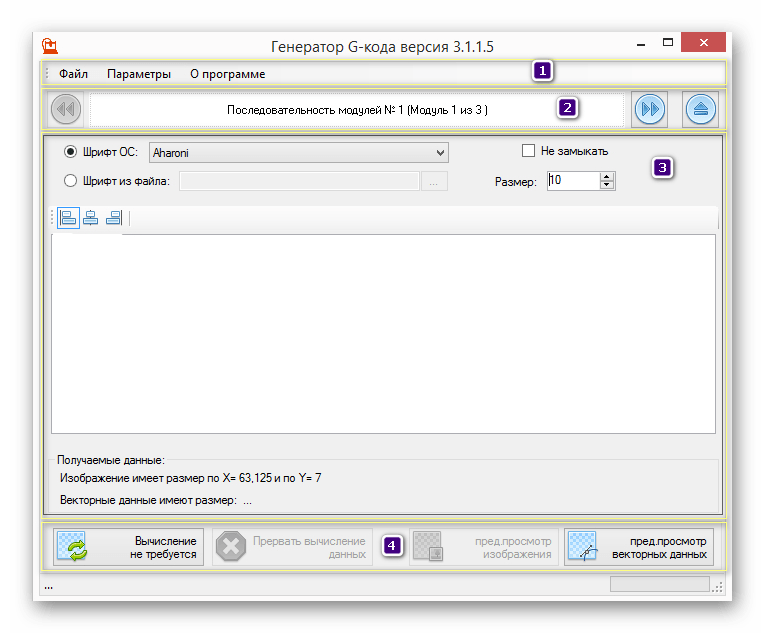
Различные пресеты для программы необходимо устанавливать дополнительно, они тоже являются бесплатными. Напротив каждого из них на официальном сайте представлено подробное описание и видеофайл с примером. Рабочее пространство Конструктора G-кода поделено на четыре блока: область меню, панель навигации, область вывода текущего обрабатываемого модуля и панель действий с доступными инструментами. Все необходимые операции экспортируются в отдельный файл.
SheetCAM
SheetCAM — многофункциональный пакет подготовки G-кодов для последующей обработки на станках плазменного раскроя с ЧПУ. Главная особенность — наличие понятного и интуитивного интерфейса, с которым разберется даже начинающий пользователь. В качестве исходных данных используются форматы EMF, DXF, HPGL и Excellon. Если проект предварительно не обрабатывался в сторонних системах автоматизированного проектирования, можно сделать это непосредственно в меню SheetCAM.
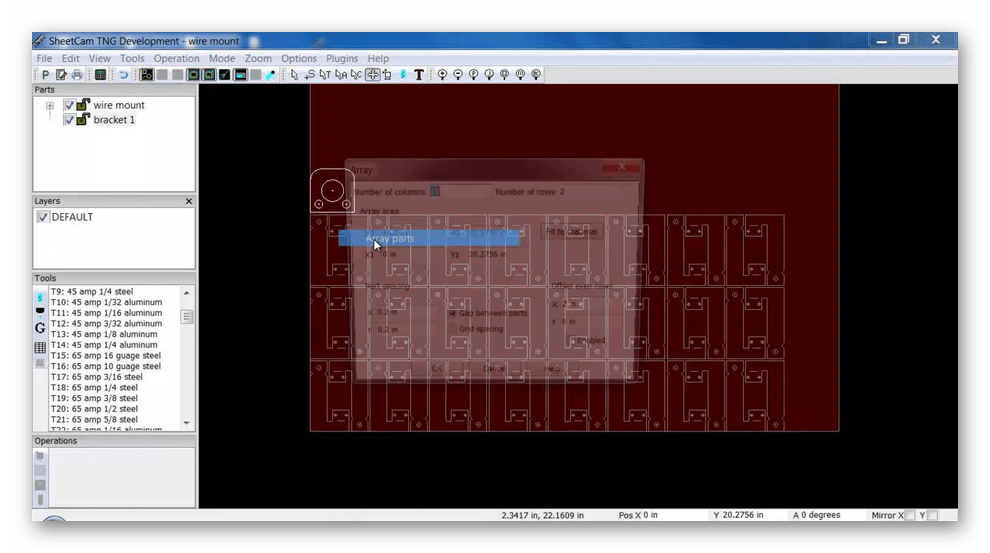
Редактор оснащен внушительным перечнем инструментов для обработки деталей. Их можно вращать, дублировать, перемещать и, естественно, вносить изменения. Предусмотрена 3D-визуализация маршрута обработки объекта под углом, заданным пользователем. Русскоязычный интерфейс существенно упрощает рабочий процесс. Реализована как лицензия, так и демо-версия для ознакомления.
Cura — удобный редактор для преобразования графических объектов в G-коды для дальнейшей печати на 3D-принтере. Приложение поддерживает все современные принтеры торговых марок BQ, ALYA, Creality, Delta, Innovo, Folger и др. При первом запуске требуется выбрать подходящую модель, чтобы система оптимизировалась под ее особенности. На случай если необходимого принтера нет в списке, предусмотрена возможность ручной конфигурации.
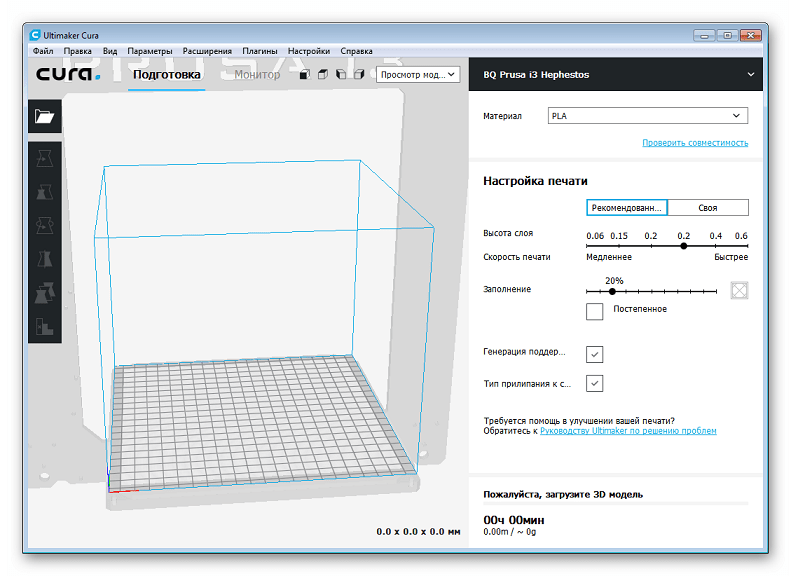
В ходе работы пользователь выбирает материалы, из которых будет изготовлена деталь. Сюда входит весь перечень сырья, поддерживаемого выбранной моделью. Достаточно выделить один из пунктов, чтобы отобразить подробную информацию о нем. Разработчики предусмотрели возможность импортировать в приложение сторонние плагины, открывающие дополнительные функции из библиотеки сообщества. Присутствуют скрипты для постобработки готовых G-кодов. Стоит отметить сложный интерфейс и отсутствие инструкций, что усложняет работу для начинающих пользователей.
Bmp2Cnc
В заключение рассмотрим еще одно условно-бесплатное САМ-приложение для генерации G-кодов под названием Bmp2Cnc. В качестве исходных данных используются растровые форматы JPEG и BMP. Этот вариант станет отличным решением для домашнего использования с самодельными станками ЧПУ. После загрузки начального изображения пользователь устанавливает простые параметры и регулирует показатели под свои нужды. Для этих целей предусмотрен небольшой редактор с несколькими стандартными инструментами.

Русскоязычный интерфейс отсутствует. Бесплатная версия ограничивает большинство возможностей, поэтому для эффективной работы необходимо приобрести лицензию.
Мы рассмотрели четыре самых эффективных и надежных решения для создания и обработки G-кодов. Они подходят как для профессионального использования, так и для любительского.
Помимо этой статьи, на сайте еще 12327 инструкций.
Добавьте сайт Lumpics.ru в закладки (CTRL+D) и мы точно еще пригодимся вам.
Отблагодарите автора, поделитесь статьей в социальных сетях.
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть третья, ПО и G-code
В этой статье хотелось бы рассказать о необходимом в работе ПО, а заодно дать маленькую вводную по g-коду. Опять прошу простить непрофессионала, могу что-то упустить, а в чем-то быть неточным. С другой стороны, все описанное в моих статьях — исключительно личный опыт, и он точно работает в приближенных к офисно-гаражно-домашним условиях на простых китайских фрезерах с ЧПУ.
ПО для работы можно разделить по уровню абстракции снизу вверх: прошивка драйверов двигателей, «стойка ПУ» или замещающий ее программно-аппаратный комплекс на базе ПК или МК, CAM — ПО, строящее траекторию движения инструмента и преобразующее ее в G-код, и CAD.
Наиболее низкоуровневое ПО — прошивка драйверов двигателей, которая преобразует сигналы шага и направления (step/dir) для шаговых двигателей либо скорость/направление для серводвигателей в значения напряжения и тока, подаваемые на обмотки двигателей; его мы не выбираем и не модифицируем, по крайней мере в обсуждаемом случае.
Следующий уровень — «стойка» — программно-аппаратный комплекс, преобразующий строки кода в сигналы для драйверов. Тут уже интересней, по крайней мере на этапе выбора станка (или выбора компонентов для самостроя) мы можем остановиться как на промышленных стойках начального уровня (GSK, Washing, бэушные старые сименсы и фануки), так и на сочетании интерфейсных плат (от банального LPT и опторазвязанной китайской красной платы до MESA) с ПО — LinuxCNC, Mach3, NCStudio и прочих. Лично у меня большой положительный опыт с LinuxCNC и NCStudio; несмотря на простоту и того и другого, с обработкой по готовому простому G-коду нотации ISO-7bit они справляются на ура. У промышленных стоек есть преимущество в гибкости настройки приводов и возможности подключения большого количества периферии, а так же возможность работать по расширенным G-кодам (циклам) и макропрограммам, но при нынешней доступности КАМ-систем и штучном производстве это не нужно.
Уровнем выше идут CAM (computer aided manufacture) программы — ПО для создания траекторий, описывающих прохождение инструмента в заготовке. И вот тут у нас начинается полный разброд и шатание. С одной стороны, бесплатного или условно-бесплатного CAMа мало. Чтобы не сказать вообще нет пристойного. Да, есть плагин для Inkscape, есть какие-то нестабильные чудеса пятилетней давности, есть триальный фьюжн, есть плагины для CADов… Кстати, по поводу совсем простых, на раскроечный роутер мы долго прикручивали G-CodeTools для Inkscape, но так и не смогли достичь приемлимых скоростей связки оператор-плагин. В результате купили CamBam+ за смешные по меркам рынка 150 долларов и наслаждаемся. А так — все из дешевого или бесплатного либо под совсем простые обработки, либо глюк на глюке и глюком погоняет. Мы перепробовали кучу всего в демках и ломаных версиях, в результате провели переговоры с жабой и финдиректором, и купили PowerMill — по отзывам и пережитым в процессе перебора эмоциям, пожалуй, оптимальным для небольшого производства инструменте. Уже позже на нас вышли замечательные товарищи из SprutCAM, дали демку, и мы с ужасом обнаружили, что переплатили примерно в 20 раз — почти все наши потребности закрываются вполне демократичным SprutCAM Mach3. Купили, конечно (типа про запас по подарочной цене), но потом нашли пару недостатков, так что используем исключительно ПМ.
Чуть не забыл: промежуточным этапом между g-code и CAM выступает постпроцессор — когда-то отдельная программа, а ныне встроенный модуль всякого пристойного CAMа. Это та самая штука, которая преобразует траекторию CAM в код конкретного станка. О постпроцессоре стоит знать только что он есть, и что у него есть описание, привязанное к конкретной нотации кода, воспринимаемой станком. Условно, некоторые станки просят нумерацию строк, некоторые — «;» в конце каждой строки, некоторые вообще русскими буквами команды принимают, ну и так далее. Для рассматриваемых станков (домашние фрезеры) вне зависимости от того, MACH3, LinuxCNC или NCStudio пойдет стандартный постпроцессор fanuc0i 3axis.
Ну и самый высокий уровень — CAD, он уже совсем далек от станка. Тут выбор почти бесконечен, и даже посвободней, чем в 3D-принтерах, благо фрезеровка идет до поверхности, и на входе CAM может быть не твердотельная модель, а граничная поверхность. Нормальные CAMы почти всеядны и с одинаковым удовольствием втягивают модели из чего попало — от 3DMAX до SolidWorks.
Несколько раз начинал я писать про g-code, но каждый раз забрасывал. С одной стороны, полный g-code неоднозначен, по крайней мере в части циклов: даже разные серии станков одного производителя могут трактовать g-коды разным образом, а в основных кодах все и так понятно. С другой — современная CAM-система позволяет оператору вообще не знать g-кода как класса, обходясь дерганьем мышкой по окошечкам компа. Но когда один из наших операторов (хороший кстати, ВО, опыт и все такое) не справился с задачей «сделать тестовую прогу, которая 1000 раз прогонит шпиндель вверх-вниз на 30 мм», я понял, что хотя бы общее понимание быть должно. Даже если не писать простые программки, то хотя бы чтобы разобрать и отдебажить что там нам постпроцессор написал.
Во-первых, стоит знать, что g-code идет кадрами, каждая строка — кадр. Код
даст переход по линии, соединяющей текущее местоположение и точку x10y20, а код
даст переход по ломаной — сначала в точку (текущее положение, x10), а потом уже в точку x10y20.
Кстати, на втором примере мы можем увидеть свойство модальности: мы можем не писать G1 в начале второй строки, ибо G1 — модален и стойка поймет кадр без кода как дублирующий код предыдущего. Если бы мы пытались пройти по дуге (G2/G3) и так же вторую часть перенесли бы на следующую строку — стойка бы интерпретировала эту строчку как новый кадр G1.
Итак, первая группа кодов, которые стоит знать — установочные. Сюда входят коды установки системы координат, системы единиц, установка коррекции длины и радиуса инструмента. Для хобббийного ЧПУшника достаточно из всего этого знать строку безопасности, которая ставится в начале каждой программы:
И расшифровка: G17 (работаем в плоскости XY) G21 (единицы — миллиметры) G40 (отмена компенсации длины инструмента) G49 (отмена компенсации радиуса инструмента) G54 (работа в первой системе координат) G80 (отмена ранее запущенных постоянных циклов) G90 (работа в абсолютной системе координат). После такой лошадиной дозы команд любой станок очищается от всех возможных грехов, оставшихся с предыдущих обработок, и готов к работе над вашим проектом. Даже если ваш станок не знает ничего про коррекции, не стесняйтесь — на фоне тела программы эти несколько байт сильно размера программе не добавят, станок чужеродные коды просто проигнорирует, зато точно все будет хорошо.
В общем, пожалуй, тут больше и знать-то нечего для работы на обсуждаемых станках.
Разве что G54 — обозначение работы в первой системе координат. Дело в том, что почти любая стойка по умолчанию поддерживает машинную систему координат (с нулем на концевых датчиках, обычно в углу рабочего стола), и до 6 дополнительных систем координат, задаваемых пользователем. Зачем? Когда Вы работаете в CAM, Вы задаете произвольную нулевую точку — в верхнем левом ближнем углу (так правильней) или в центре заготовки, и вся траектория описывается от этой точки. Если бы станок умел работать только в машинной СК, приходилось бы либо ставить заготовку углом в машинный ноль, либо в CAM задавать ноль в неясной точке, вымерянной относительно реального расположения детали. Зачем целых 6 систем координат? Ну тоже все просто, хотя и реже используется: если стол позволяет установить несколько заготовок, имеет смысл объединить обработки: сначала пройти все заготовки одной фрезой, потом поменять фрезу и снова пройти по всем, ну т.д. Тут и приходит на помощь разные СК: вместо того, чтобы сращивать модели в CAM, можно обозначить разные СК для заготовок и в начале каждой обработки прописать, в какой СК работаем.
Теоретически при ручном написании программы еще может помочь команда G90/G91: выбор абсолютной или относительной системы координат. Тут все тоже боль-мень просто: в G90 станок переходит по заданным в строке координатам, а в G91 — по добавленным к текущим координатам. Так что станок, стоящий в точке X10Y10 на строку G90 G1 x20 перейдет в точку X20, а на строку G91 G1 X20 — в точку X30.
Следующая группа — коды перемещений. Тут все просто, по крайней мере на обсуждаемых станках:
G0 — холостые перемещения, выполняются на максимальной установленной в стойке скорости. Стоит учитывать, что G0 не всегда дает линейное движение, в некоторых стойках при команде G0 X200 Y300 при нахождении в точке X0Y0 рабочий инструмент сначала уходит под 45 градусов в точку X200Y200, и потом по прямой — в Y300. Имеет смысл проверить, как это происходит на Вашем станке, не зная этой тонкости можно случайно врезаться в крепеж или заготовку.
G1 — линейная интерполяция. Тут еще проще, станок движется всегда по прямой между текущей точкой и точкой, обозначенной в коде. Команда предполагает синтаксис G1 X20Y30Z10 F1000, где F — скорость движения в единицах станка (чаще — миллиметры в минуту, но иногда и мм/сек или еще что-нибудь экзотическое). Скорость — модальна, т.е. если Вы указали скорость один раз, она будет действительна для всех последующих строк G1/G2/G3, даже если они разделены, например, G0 или другими кодами.
G2/G3 — круговая интерполяция по часовой или против часовой стрелке. Допустимы два варианта определения: при нахождении станка в точке X0Y0 формат G2 X10Y10R20 построит дугу между текущей точкой и точкой X10Y10 с радиусом 20, формат G2 X35Y25 I20J-5 построит дугу между текущей точкой и X35 Y25 с центром в точке X(текущая точка)+20 Y(текущая точка)-5.
Теоретически, в продвинутых стойках встречается масса других интерполяций — от синуса до гиперболы, но в наших станках и при наличии CAMа это неактуально.
Ну и еще несколько кодов, которые входят в систему ISO 7bit, но не являются g-кодами. Это M03 (включение шпинделя) с аргументом S (скорость вращения), M05 — остановка шпинделя, M07/09 — подача и отключение СОЖ, и M30 — окончание программы.
Фух. Как-то сумбурно и затянуто получилось, но это действительно может оказаться полезным. На этом прощаюсь, в следующей серии я напишу немножко по материалам для домашнего ЧПУ-фрезера и опишу процесс построения обработки в PowerMill.
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Генерация G-кода, из текста, рисунка, и файлов PLT, DXF

Сообщение selenur » 10 июл 2016, 01:35
Более подробно под спойлером:
Вот 2 видео примера создания G-кода из текста, и рисунков, с последующим открытием G-кода в программе Planet-CNC
https://www.youtube.com/watch?v=K_h2KEQm4ag
Интерфейс программы реализован, в виде набора страниц, которые отображаются в определенной последовательности, и только те страницы, которые необходимы, для получения результата.
Начальные данные могут быть 2-х вариантов, это рисунок, или некий набор отрезков, точек. В конце эти данные преобразуются в необходимые данные, для получения G-кода.
Порядок следования страниц следующий:
Вот изображения возможных станиц:
Re: Программа генерации G-кода, из текста, рисунка, PLT файл
Сообщение selenur » 10 июл 2016, 23:21
Поправил ещё кое какие ошибки, и записал видео получения G-кода из PLT файла.
Для примера я скачал герб России в формате CorelDraw и экспортировал в формате PLT:
https://www.youtube.com/watch?v=vc1hpwsle0k
Но пока есть проблема, заключается в том что если есть несколько замкнутых траекторий, которые закрашены внутри, и одна траектория находится над другой, то мой алгоритм пока не скрывает невидимые линии.
Пока делал видео заметил что корел может импортировать данные из кучи форматов, и я проверил на формате DXF, т.е. через корел прогнал DXF, и посредством PLT загрузил в свою программу, и вот что получилось:
https://www.youtube.com/watch?v=TZC_JyoQqLk
Ну и более свежая версия программы:

Re: Программа генерации G-кода, из текста, рисунка, PLT файл
Сообщение mycnc » 11 июл 2016, 01:52

Re: Программа генерации G-кода, из текста, рисунка, PLT файл
Сообщение xvovanx » 11 июл 2016, 08:41
See the end of this message for details on invoking
just-in-time (JIT) debugging instead of this dialog box.
************** Exception Text **************
System.OutOfMemoryException: Out of memory.
at System.ComponentModel.ReflectPropertyDescriptor.SetValue(Object component, Object value)
at System.Windows.Forms.RadioButton.PerformAutoUpdates(Boolean tabbedInto)
at System.Windows.Forms.RadioButton.set_Checked(Boolean value)
at System.Windows.Forms.RadioButton.OnClick(EventArgs e)
at System.Windows.Forms.RadioButton.OnMouseUp(MouseEventArgs mevent)
at System.Windows.Forms.Control.WmMouseUp(Message& m, MouseButtons button, Int32 clicks)
at System.Windows.Forms.Control.WndProc(Message& m)
at System.Windows.Forms.ButtonBase.WndProc(Message& m)
at System.Windows.Forms.Control.ControlNativeWindow.OnMessage(Message& m)
at System.Windows.Forms.Control.ControlNativeWindow.WndProc(Message& m)
at System.Windows.Forms.NativeWindow.Callback(IntPtr hWnd, Int32 msg, IntPtr wparam, IntPtr lparam)
************** Loaded Assemblies **************
mscorlib
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.3655 (GDR.050727-3600)
CodeBase: file:///C:/WINDOWS/Microsoft.NET/Framework/v2.0.50727/mscorlib.dll
—————————————-
ToolsGenGkode
Assembly Version: 2.0.0.0
Win32 Version: 2.0.0.0
CodeBase: file:///D:/Torrent/Load/genGkode/ToolsGenGkode.exe
—————————————-
System.Windows.Forms
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.3645 (GDR.050727-3600)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Windows.Forms/2.0.0.0__b77a5c561934e089/System.Windows.Forms.dll
—————————————-
System
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.3644 (GDR.050727-3600)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
—————————————-
System.Drawing
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.3644 (GDR.050727-3600)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Drawing/2.0.0.0__b03f5f7f11d50a3a/System.Drawing.dll
—————————————-
Cyotek.Windows.Forms.ImageBox
Assembly Version: 1.1.4.2
Win32 Version: 1.1.4.2
CodeBase: file:///D:/Torrent/Load/genGkode/Cyotek.Windows.Forms.ImageBox.DLL
—————————————-
Accessibility
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.3053 (netfxsp.050727-3000)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/Accessibility/2.0.0.0__b03f5f7f11d50a3a/Accessibility.dll
—————————————-
When JIT debugging is enabled, any unhandled exception
will be sent to the JIT debugger registered on the computer
rather than be handled by this dialog box.
Какие программы нужны для фрезерного станка ЧПУ
Выбери свой станок
Фрезерный станок с ЧПУ WATTSAN 0404 MINI

Фрезерный станок с ЧПУ Wattsan 0404 MINI CABINE ДЛЯ УЧЕБНЫХ ЗАВЕДЕНИЙ

Фрезерный станок с ЧПУ WATTSAN 0609 MINI

3D Фрезерный станок с ЧПУ WATTSAN A1 6090

Фрезерный станок с ЧПУ WATTSAN M1 6090

Фрезерный станок с ЧПУ WATTSAN A1 1313

3D Фрезерный станок с ЧПУ WATTSAN M1 1313

3D Фрезерный станок с ЧПУ с 4 шпинделями WATTSAN M1 1313 S4

3D Фрезерный станок c ЧПУ Wattsan A1 1616

Фрезерный станок с ЧПУ WATTSAN M1 1616

3D Фрезерный станок с ЧПУ WATTSAN A1 1325

Фрезерный станок с ЧПУ WATTSAN M1 1325

Фрезерный станок с ЧПУ WATTSAN M1 2030

Фрезерный станок с ЧПУ WATTSAN M1 2040

Фрезерный станок с ЧПУ WATTSAN M1 1325 RD

Фрезерный станок с автосменой инструмента с ЧПУ WATTSAN M3 1325

Фрезерный станок с ЧПУ WATTSAN M2S 1325

Фрезерный станок с ЧПУ WATTSAN M5S 1325 со шпинделем с автосменой

Многошпиндельный Фрезерный станок с ЧПУ с 4мя шпинделями WATTSAN M4S 1325

Фрезерный станок с ЧПУ WATTSAN M6 1325
Возможности фрезерного станка, оснащённого ЧПУ, многократно возрастают. Но только в случае, когда программное обеспечение (ПО) подобрано правильно.
Термином ПО обозначается пакет софта, используемого для управления станком на всех этапах рабочего процесса: от разработки качественной модели, до изготовления готового изделия. В специальной литературе и открытых источниках используется несколько синонимов: ПО, софт, программное обеспечение, управляющие программы.
Основным достоинством станка с ЧПУ является возможность изготовления заготовок и конечных товаров с высоким качеством полностью в автоматическом режиме, что исключа6ет негативное влияние на результат пресловутого «человеческого фактора».
Какой софт необходимо приобрести в первую очередь
Основным требованием, которое предъявляется к софту при его выборе является простота использования и многофункциональность.
Весьма желательно приобретать продукт лицензированный.
Это минимизирует вероятность «зависания» станка, скажется на существенном повышении производительности и эффективности технологических процессов.
Работы рекомендуется начинать с выбора и последующей профессиональной настройки, под существующую модель станка, необходимого блока ПО, обозначаемого международной аббревиатурой САМ (в русском переводе, системы автоматизированного изготовления, производства). Это программа, адаптированная для работы с проектами, подготовленными в ином пакете ПО, CAD (русская расшифровка, система, предназначенная для автоматизированной разработки)
Применение CAD позволяет выполнять проектирование и создание 3D объектов с учётом заданных исходных значений, с их последующим редактированием.
Использование САМ обеспечивает конвертацию цифровой информации в команды, понятные фрезерному станку с ЧПУ. Чаще всего, это G-code, представляющие набор команд, осуществляющих непосредственное управление рабочими органами станка. Для отдельных случаев, совместимость приобретаемой CAM программы с фрезерным станком может потребовать использования программ, именуемых конверторами: Post Processor, Post. В противном случае, формируемые G-code могут выдать непредсказуемую последовательность управляющих команд при установке на станок и запуске последнего.
Кроме него, на рынке представлены иные языки: Cutter Location, OpenSBP, Data, HPGL, APT.
Достаточно частым решением у многих разработчиков является разработка единого программного пакета CAM/CAD, либо выполняется их заблаговременная подготовка, обеспечивающая успешную интеграцию для совместной работы в любых существующих программно-аппаратных системах (комплексах).
Начинающим пользователям фрезерным станком с ЧПУ не рекомендуется начинать с покупки и установки «самого-полного» комплекта CAM. Попробуйте начать работу с простого пакета. Получите в процессе первичные навыки, который в дальнейшем существенно облегчат вам работу с более функциональным софтом.
Важно понимать, что кроме САМ-программ к управляющему софту относится программы, осуществляющие прямое управление станком с ЧПУ (общее обозначение, machine controller). Они могут (пример) передавать движение пера, мышки на контроллер непосредственно. Самыми востребованными продуктами в данной группе являются: LinuxCNC, PyCNC, Grbl, Inkcut, UGS, Jedicut.
Варианты программ, используемые для моделирования макета для чпу станка
В зависимости от объёмности будущей детали и её сложности используются разные программные продукты для эскизного моделирования.
Модели 2D
Если предстоит плоская резка, наиболее популярными являются следующие графические редакторы:
Модели 3D
В случаях необходимости разработки пространственной модели выбор более значительный. Назовём только программы, являющиеся самыми популярными на рынке:
Обеспечивает проработку сборок и деталей практически любой сложности, анализ предстоящих процессов изготовления и технологичности создаваемой конструкции, проведение рендеринга, создание управляющих программ (УП).
В ней несложно разобраться. Обеспечивает значительную скорость выполнения расчётов. Обесп6ечивает создание модели под черновую, чистовую обработку, заблаговременную проверку траекторий перемещения инструмента и заготовки, подбор оптимальных технологических режимов. Комплектуется значительным количеством библиотек, допускающих перенастройку.
Рассчитана на эффективную работу с моделями в диапазоне 2D-5D. Реализован прямой доступ к непосредственному управлению конкретным станком.
Обеспечивает анализ и проектирование объектов 2D, 3D. Интерфейс весьма удобен для пользователя. Имеет встроенную функцию генерации различной техдокументации, возможность создавать и загружать приложения самостоятельно, широкий ряд иных опций и функций.
Допускает работу с растровой, векторной графикой. Активно востребован для формирования рельефных поверхностных объёмов, обесп6ечивает построение маршрута перемещения фрезы, допускает трансформацию 2D эскиза в 3D объект.
После создания модели (эскиза) следует построить траекторию, по которой должна двигаться фреза, выбрать конкретные типы инструмента, сформулировать указания в части режима обработки (финишная, черновая).
После этого подготовленный файл следует сохранить в формате, понятном имеющейся у вас модели фрезерного станка с ЧПУ.
Работа по созданию управляющей программы завершена. Теперь следует загрузить её в контроллер.
Программы, осуществляющие автоматическое управление манипуляциями, выполняемыми различными блоками и узлами станка
Эти задачи решает отдельный блок софта. Лидерами по востребованности в данном сегменте являются:
Обеспечивает создание пользовательских кодов, позволяет одновременно управлять фрезерованием по шести осям, контролировать скорость вращения шпинделя. Выполняет прямой импорт файлов формата DXF, JPG, BMP, способна генерировать G-code (благодаря встроенному ПО). Совместима с экранами сенсорного типа.
Удобный, интуитивно понятный интерфейс, способность обработки самых сложных УП, работа с G-code, сформированными почти во всех программах моделирования.
В качестве недостатка можно назвать повышенную сложность управления и установки (необходимо хорошо разбираться в системах UNIX).
Приобретая фрезерный станок с ЧПУ модельного ряда WATTSAN, можно быть уверенным в том, что он адаптирован для использования всех наиболее востребованных версий софта (пример, графических редакторов, поддерживающих векторные форматы: CorelDraw, Adobe Illustrator (для 2D моделирования), AutoCAD (для 3D).