Алюминиевый профиль для тентовых конструкций
Компания «AL STORE» изготавливает алюминиевые профили для тентовых конструкций. На сайте представлен большой выбор тентовых профилей конструций, которые позволяют строить быстровозводимые мобильные здания и сооружения.
Алюминиевый профиль отлично подойдет для изготовления различных тентовых конструкций:
Тентовые сооружения и конструкции также могут быть использованы в качестве кафе, беседок, летних террас, теплиц, а также комплексов для организации конференций, корпоративов, банкетов, свадеб и многих других мероприятий.
Крепление тента к профилю осуществляется с помощью кедера, который представляет собой стержень из прочного поливинилхлорида (ПВХ), обернутый тканью. Такая технология позволяет быстро собирать и разбирать тентовые конструкции разных размеров, и равномерно распределять нагрузки по всей длине материала. Это особенно актуально при возведении временных конструкций, например, для проведения уличных мероприятия.
На сайте представлен большой ассортимент товара, все профили в наличии на наших складах. Вы можете выбрать профиль из нашего каталога или заказать по своему чертежу.
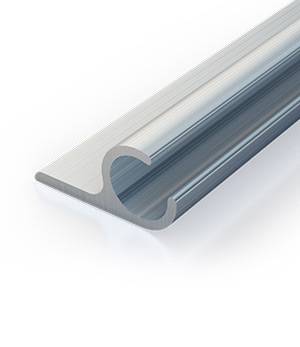
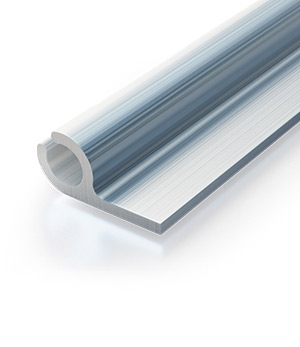
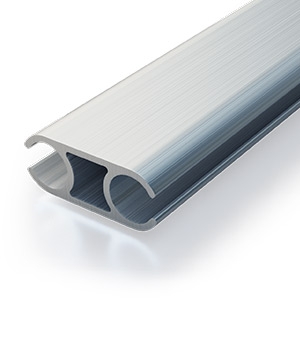
Профиль боковой защиты (алюминиевый; 3,2 метра)
Показать оптовые цены

| День | Время работы | Перерыв |
|---|---|---|
| Понедельник | 08:00 — 20:00 | |
| Вторник | 08:00 — 20:00 | |
| Среда | 08:00 — 20:00 | |
| Четверг | 08:00 — 20:00 | |
| Пятница | 08:00 — 20:00 | |
| Суббота | 09:00 — 18:00 | |
| Воскресенье | 09:00 — 18:00 |
* Время указано для региона: Россия, Кстово
| Основные атрибуты | |
|---|---|
| Страна производитель | Россия |
| Основные | |
| Тип запчасти | Оригинал |
Данный алюминиевый профиль используется для боковой защиты автомобиля.
Продажа только от 1 штуки.
Алюминиевые профили.
Сегодня для производства бортов или боковых защит многие используют алюминиевый профиль для грузовиков, который позволяет значительно уменьшить вес автомобиля и тем самым снизить расход топлива. Борта и боковые защиты из алюминиевого профиля легкие и устойчивые к воздействию коррозии, и не сильно отличаются по прочности от металлических.
Существуют следующие виды алюминиевого бортового профиля:
Каждый из видов профиля имеет конструкционные особенности, которые позволяют максимально эффективно использовать его согласно предназначению.
Компания ООО»ТехноАгрегат» предлагает Вам, более 800 наименований комплектующих и необходимых элементов для фургонов и спецтранспорта. Предоставляем услуги по изготовлению изделий любой сложности по индивидуальным чертежам заказчиков. Постоянно работаем над расширением ассортимента изделий. Наши менеджеры, с удовольствием ответят на все интересующие Вас вопросы, касательно продукции!
Будем рады Вашим заказам! +7-920-077-12-44
О нас https://tehnoagregat.ru/about_us
Доставка/оплата продукции https://tehnoagregat.ru/delivery_info
Ответы на часто задаваемые вопросы https://tehnoagregat.ru/company_faq
Спасибо, что выбрали нашу компанию!
I СОРТАМЕНТ
1.1. Размеры труб должны соответствовать указанным в табл. 1
Наружный
диаметр труб, мм
1.2. Трубы поставляются длиной 10-12 метров.
1. Допускается поставка труб длиной не менее 8 м количестве не более 10 % от общей поставки
2. Допускается в количестве не более 20 % от партии поставка труб диаметром 530-1420 мм с одним поперечным или кольцевым швом.
3. В трубах диаметром 1420, 1620 мм допускается наличие поперечных швов в количестве не более двух на каждую трубу.
Предельные отклонения труб должны соответствовать табл. 2
Предельные отклонения (мм) при номинальном наружном диаметре труб
По наружному диаметру торца мм
Овальность концов труб
1.4. Предельные отклонения по толщине стенки труб не должны превышать:
1.5 Общая кривизна труб не должна превышать 0,2 % от длины трубы в соответствии с ГОСТ 8696-74.
1.6. Концы труб деланы быть обрезаны под прямым углом и иметь фаску под углом 30°С с допуском ± 3° и притупление 1-3 мм;
Фаска и торцевое притупление не должны иметь вырывов и других неровностей глубиной более 0,5 мм.
Отклонение от прямолинейности образующей фаски (неперпендикулярность) должно быть в пределах требований 3-го класса ГОСТ 14792-69.
1. В зоне спирального шва допускается торцевое кольцо шириной до 6 мм на участке до 80 мм.
2. Д опускается округление фаски при переходе к наружной поверхности трубы.
1.7. Отклонение от прямого угла (косина реза) не должна превышать норм; указанных в таблице 3.
Допускаемая величина по косине реза, мм
1.8. Усиление наружного шва должно находиться в пределах 0,5 ¸ 3,0 мм для труб с холщовой стенки до 10 мм и 0,5 ¸ 3,5 мм для труб с толщиной 10 мм и более.
В усилении внутреннего шва допускается наличие седловины глубиной до 0,5 мм ниже внутренней поверхности трубы;
Смещение кромок спирального шва не должно превышать 15 % от толщины стенки трубы.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Срубы диаметром 530-1420 мм изготовляются из углеродистой качественной стали марки 20, поставляемой в рулонах по ТУ 14-1-2471-78.
Трубы диаметром 1420 и 1620 мм изготовляются из листовой углеродистой качественной стали марки 20 по ТУ 14-1-2610-79.
2.2. Химический состав стали должен соответствовать таблице 4
Содержание элементов в %
При выплавке стали скрап-процессом содержание меди и никеля допускается до 0,30 %
по оксидам и силикатам (ОС, ОТ, СХ, СП)
по максимальному балду
по оксидам и силикатам (ОС, ОТ, СХ, СП)
В микроструктуре металла труб полосчатость не должна превышать 3 балла по шкале 2 ГОСТ 5640-68. Допускается слабая ориентация по видманштетовой структуре, не превышающая 3-го балла шкалы 3 ГОСТ 5640-68.
2.4. Механические свойства основного металла труб должны соответствовать нормам, приведенным в таблице 5.
Временное сопротивление σВ
кгс/мм 2
Предел, текучести
σТ
кгс/мм 2
Ударная вязкость
(-20 º С),
кгс.м/см 2
Ударная вязкость
(+ 20 º С) после механического старения
гс.м/см 2
2.5. При изготовлении труб должны применяться следующие сварочные материалы:
— при сварке спиральных, поперечных и кольцевых швов:
— при ремонте сварных соединений в среде СО2:
2.6. Временное сопротивление разрыву сварного соединения должно быть не менее норм указанных для основного металла труб.
Величина ударной вязкости металла шва при температуре испытания минус 20°С должна быть не менее норм, указанных для основного металла.
2.7. Ударная вязкость основного металла и металла шва определяется как среднеарифметическое значение на 3-х образцах.
На одном из каждых трех образцов допускается снижение ударной вязкости на 0,5 кгс. м/см 2 против нормы; указанной в таблице 5.
2.9. Каждая труба должна выдерживать испытание гидравлическим давлением в соответствии с требованиями, ГОСТ 3845-75 при допускаемом напряжении ( R ) равном 0,9 от предела текучести, указанного в табл. 5.
Примечание: трубы диаметром 1620 мм разрешается поставлять без гидравлического испытания.
2.10. Качество поверхности основного металла труб должно соответствовать требованиям ГОСТ 14637-69.
Дефекты на поверхности труб в виде окалины, шероховатости, рисок глубиной не более 0,2 мм, обусловленные технологией производства, а также следы их зачистки допускаются, если толщина стены и трубы не выходит за ее минимальные значения.
На внутренней поверхности труб диаметром 530 и 630 мм допускаются незначительные поверхностные дефекты основного металла при условии, что они не выводят толщину стенки этих труб за пределы минусовых отклонений.
2.11. Металл швов должен быть плотным, без подрезов непроваров, свищей, трещин, раковин, наплывов, надрывов, незаверенных прожогов. Не допускаются незаплавленные кратеры спиральных, поперечных и кольцевых швов;
Допускается вывод кратера наружных стыковых швов на основной металл при. условии, что в кратерной части глубина западания валика шва не ниже поверхности основного металла.
Переход от валика шва к основному металлу труб должен быть плавным.
2.12. Спиральные швы труб должны быть подвергнуты 100 % ультразвуковому контролю. Расшифровка всех дефектов, выявленных УЗД, производится рентгенотелевизионным визуальным контролем;
Общее количество проверенных рентгенотелевизионным визуальным контролем труб по всей длине шва должно быть не менее 25 % от партии независимо от количества поставляемых труб.
Кроме того спиральные швы на концах всех труб на длине 200 мм должны быть проверены рентгенотелевизионным визуальным контролем.
2.14. Настройка чувствительности УЗД осуществляется но контрольным образцам с искусственным дефектом в виде цилиндрического отверстия диаметром 1,6 мм, засверленным перпендикулярно поверхности образца на всю его толщину.
2.15. Качество сварного соединения считается неудовлетворительным, если при рентгенотелевизионном визуальном контроле будут выявлены следующие дефекты:
— трещины, свищи, непровары и несплавления;
— объёмные включения (поры, шлаковые включения), превышающие нормы, проведенные в таблице 6.
2.16. Сварные соединения подвергаются металлографическому исследованию. Качество сварного соединения считается неудовлетворительным, если на шлифах будут обнаружены трещины, непровары, несплавления или другие дефекты, превышающие, по размерам максимально-допустимые согласно таблице 6.
2.17. Исправлению подлежат дефекты, наличие которых в сварных соединениях не допускаются настоящими техническими условиями»
Все исправленные участки должны быть проконтролированы рентгенотелевизионным контролем.
Если при контроле качества в исправленном участке вновь будут обнаружены недопустимые дефекты, то производятся повторные ремонт и испытания в том же порядке.
Округлые и удлиненные шлаковые включения и поры