Техника безопасности при монтажне распределительных устройств
При приемке помещения закрытого РУ от строительной организации под монтаж должно быть отмечено в акте закрытие всех каналов и проемов в перекрытии временными сплошными настилами заподлицо с полом, тщательно подогнанным так, чтобы исключалась возможность их самопроизвольного смещения. Территория открытого РУ должна быть ограждена и кабельные каналы закрыты плитами или щитами. На открытых каналах должны быть сделаны переходы с перилами высотой 1 м.
Перемещать, поднимать и устанавливать щиты, камеры и блоки щитов и камер следует только после принятия мер, предупреждающих их опрокидывание. Для этого должны быть предварительно установлены расчалки, подвески и т. п. При подъеме аппаратов нельзя крепить стропы, тросы и канаты за изоляторы, монтажные детали или отверстия в лапах.
Перед установкой электрооборудования следует убедиться в прочности закрепления опорных конструкций. Поднимать и перемещать выключатели, автоматические выключатели, электромагнитные приводы и другие аппараты, имеющие возвратные пружины или механизм свободного расцепления, разрешается только в положении «Отключено», а аппараты рубящего типа (например, разъединители) — только в положении «Включено».
При подъеме и установке привода выключателя или разъединителя следует держать его за корпус, а не за маховик или рукоятку.
Перед транспортированием к месту установки выключателей следует проверять, в каком положении он доставлен с предприятия-изготовителя. Если он доставлен в положении «Включено», то следует убедиться в наличии на механизме свободного расцепления временного запорного устройства, исключающего возможность самопроизвольного отключения выключателя.
При регулировке длины тяг приводов выключателей и разъединителей необходимо при вывертывании тяги следить за тем, чтобы конец тяги выходил из резьбового соединения не менее чем на две нитки резьбы. При регулировке хода траверсы и контактов выключателя не следует держать руки под траверсой включенного выключателя во избежание удара при случайном отключении.
Натягивать или спускать возвратные пружины выключателей, а также пружины механизмов свободного расцепления приводов следует только при помощи соответствующих приспособлений. Для проверки контактов выключателей на одновременность включения, а также для освещения внутри баков выключателей разрешается применять напряжение не выше 12 В. При регулировке приводов выключателей и разъединителей следует принимать меры, предупреждающие непредвиденное включение их или выключение.
На все время монтажа аппарата необходимо снять предохранители его цепи управления. Перед установкой предохранителей для опробования необходимо убедиться, что люди удалены от аппарата и приняты меры против доступа к нему. Перед подачей оперативного тока для дистанционного опробования приводов на них должны быть вывешены предупредительные плакаты
Работы по проверке аппаратуры, находящейся хотя бы раз под рабочим напряжением, должны выполняться только с соблюдением правил «Работы в действующих электроустановках».
При монтаже РУ необходимо следить за тем, чтобы ни где не было соприкосновения токоведущих частей аппаратов и шин монтируемого РУ с проводами временных электропроводок и электросварочными проводами. Крепление временных электропроводок и сварочных проводов к токоведущим частям не допускается
Выводы силовых и измерительных трансформаторов должны быть закорочены на все время монтажных работ.
При подъеме колонн, порталов и конструкций для установки аппаратуры на ОРУ следует зачаливать их стропами выше центра тяжести так, чтобы при подъеме они принимали почти вертикальное положение Гайки фундаментных болтов должны быть затянуты сразу после опускания колонны, портала на фундамент и выверки ее вертикального положения Подъем на колонну разрешается только после проверки производителем работ прочности закрепления ее на фундаменте расчалками
Работать на конструкциях ОРУ на высоте разрешается только с монтерскими поясами, прикрепленными цепью к конструкции Не разрешается прокладывать воздушные провода для освещения, механизации и другого назначения над токоведущими частями ОРУ и под ними
Запрещается крепление временных проводок и сварочных проводов к токоведущим частям аппаратов и к шинам ОРУ. Необходимо также строго следить за тем, чтобы не было допущено соприкосновения временных электропроводок и сварочных проводов с указанными элементами ОРУ. Ошиновку ОРУ следует монтировать до установки оборудования
Все работы на ОРУ, а также на вводах ВЛ в ЗРУ и на их линейных разъединителях, установленных в ЗРУ, при наступлении грозы должны немедленно прекращаться.
Заполнение и промывку маслом маслонаполненных аппаратов, а также слив масла из них допускается производить на расстоянии не ближе 10 м от огневых приборов и места производства огневых работ Стеклянной тарой при выполнении этих работ пользоваться запрещается.
Рекомендации по установке привода высоковольтных разъединителей и автогазовых выключателей
Соответствует ГОСТ Р 52726-2007
Для удобства применения в различных схемах оборудования наше предприятие выпускает следующие модификации приводов ПР-10:
| №п/п | Типоисполнение привода | Назначение | L, мм. | Масса,кг |
| 1 | ПР-10 | управлениe главными и заземляющими ножами разъединителей серии РВ, РВЗ, РВФ, РВФЗ, заземлителей ЗР. | 325 | 2,0 |
| 2 | ПРБД-10 | управлениe главными ножами выключателей нагрузки автогазовых типа ВНА | 425 | 2,16 |
| управление заземляющими ножами выключателей нагрузки автогазовых типа ВНА | 325 | 2,0 |
Габаритные и присоединительные размеры приводов
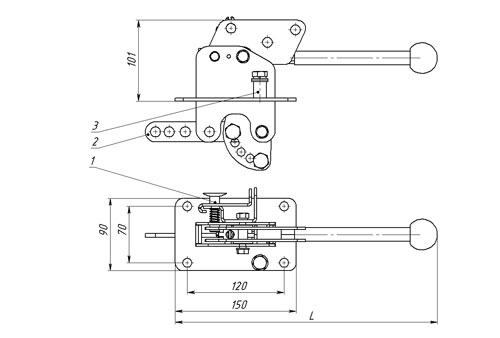
1-фиксатор положения.
2-тяга к аппарату.
3-бобышка заземления.
Общие указания по монтажу и эксплуатации.
Возможный монтаж трехполюсных разъединителей серии РВ, РВЗ, РВФ, РВФЗ с приводом ПР-10
Дистанционные тяги 1 и 2 в комплект поставки привода не входят
Возможный монтаж выключателя нагрузки автогазового ВНА с приводом ПРБД-10

В комплект поставки входит: привод (количество приводов зависит от исполнения аппарата), вилки и тяги (количество меняется в зависимости от исполнения аппарата.)
Детали входящие в комплект с приводом ПР-10
| Обозначение | Кол-во | Внешний вид |
| Вилка ГЖКИ.303119.018 | 2 |  |
| Тяга привода ГЖКИ.304119.017 | 2 |  |
| Шпилька ГЖКИ.758291.004 | 2 |  |
| Ступица ГЖКИ.303832.004 | 2 |  |
| Тяга ГЖКИ.745332.008 | 1 |  |
| Тяга ГЖКИ.741224.008 | 1 |  |
| Ось ГЖКИ.715311.008 | 4 |  |
Детали входящие в комплект с приводом ПРБД-10
| Обозначение | Кол-во | Внешний вид |
| Вилка ГЖКИ.303119.018 | 2 | |
| Тяга привода ГЖКИ.304119.017 | 2 | |
| Шпилька ГЖКИ.758291.004 | 2 | |
| Тяга ГЖКИ.745326.017 | 2 |  |
| Ось ГЖКИ.715311.008 | 4 | |
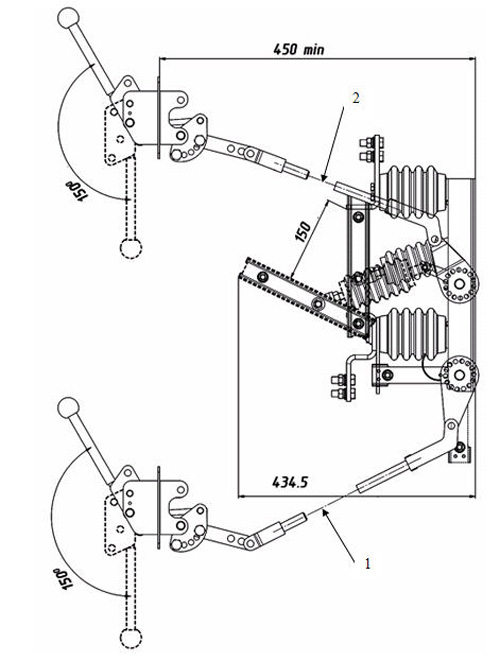
Возможное расположение ВНА с приводом ПРБД-10.
Промежуточные тяги (показаны штрихпунктирном) в комплект поставки привода не входят
Привода отличаются длинной рукоятки(для оперирования главными ножами аппарата используется привод с более длинной рукояткой )
На корпусе привода предусмотрены два места для крепления кулачка.
Эти положения выбираем в зависимости от положения привода к аппарату.


Изготавливаем тяги. Для этого нам понадобится квадратная труба 20.

Устанавливаем привод при этом кулачок располагаем как показано на (рис.3)

Выставляем тягу на ступице в нужное нам положение
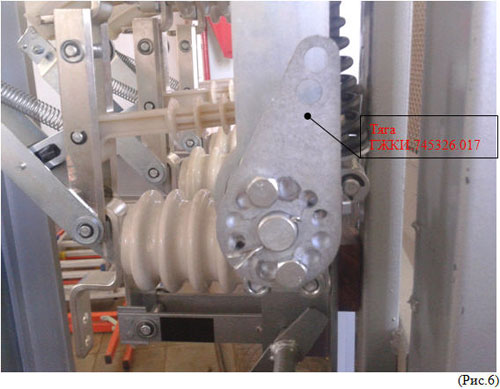

1-й способ когда привод установлен непосредственно напротив аппарата.
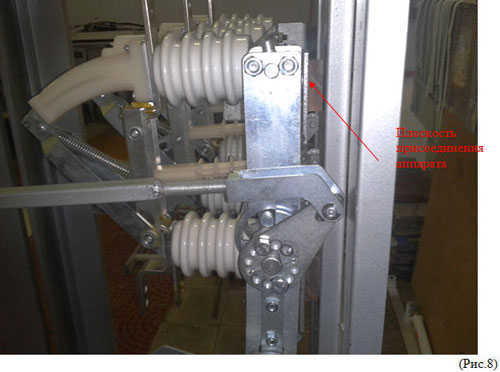
Для того чтобы обеспечить легкое включении аппарата, тягу ГЖКИ.745326.017 мы расположили таким образом что она выходит за плоскость присоединения ВНА к рейкам оболочки.

2-й способ привод располагается на 400 мм. ниже.

Переставляем тягу на кулачке.



Инженер-конструктор конструкторско-технологического отдела Зорин М. А.
Напишите нам
Вы заинтересованы в сотрудничестве с нами? Хотите воспользоваться нашими услугами? Оставьте свою заявку, и наш специалист свяжется с Вами в кратчайшие сроки!
Проверка и регулировка мачтового разъединителя и его привода перед установкой.




Тема: Производство работ в районах контактной сети.
Проверка и регулировка секционного изолятора перед установкой его на контактную сеть.
Секционные изоляторы должны обеспечивать надежную изоляцию и плавный переход по ним полозов токоприемника с установленной скоростью на данном участке.
Их применяют в основном на станции для поперечного секционирования контактной сети.
Секционные изоляторы монтируют в первой трети пролета так, чтобы нижняя плоскость скольжения находилась на 20-30 мм выше соседних точек подвеса контактного провода. Перед монтажом все детали секционного изолятора следует тщательно проверить, а изоляторы и скользуны тщательно очистить от любых видов загрязнения, не допуская для этих целей применение химически активных веществ, способных вызвать их повреждение или нарушение антикоррозийного покрытия деталей.
Секционный изолятор в плане следует располагать так, чтобы его продольная ось совпадала с осью полоза токоприемника. Максимальное отклонение не должно превышать 100 мм.
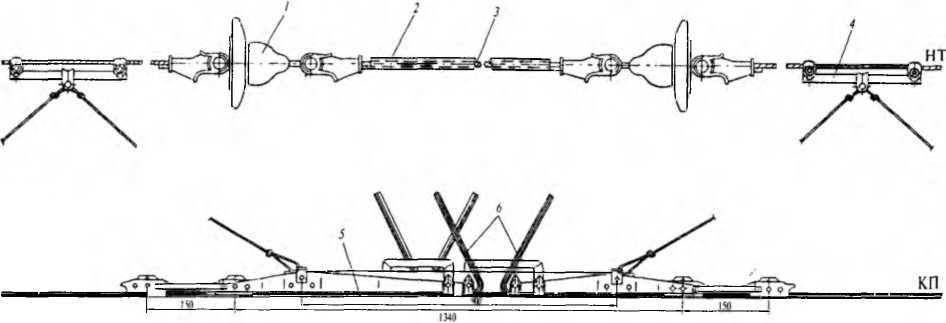
Основная задача секционного изолятора — обеспечить надёжную изоляцию секций, не ограничивая при этом возможности проезда через него токосъёмников. Основным препятствием в этом является электрическая дуга, возникающая при проходе токосъёмника. Чтобы уменьшить воздействие дуги, используется дугогасительное устройство из катушки и дугогасительной камеры. В случае образования дуги она увлекается магнитным полем дугогасительной катушки в дугогасительную камеру, где растягивается, охлаждается и гаснет. Несмотря на наличие дугогасящей камеры, при проходе секционного изолятора необходимо отключить двигатель.
Осмотреть и очистить изоляционные элементы (изоляторы) от загрязнения. Не допускается применение агрессивных жидкостей (кислот, щелочей, растворителей и др.), вызывающих повреждение полимерных элементов и антикоррозионного покрытия деталей.
Не допускается ввод в эксплуатацию СИ с изоляционными элементами, имеющими следующие дефекты:
— трещины в оконцевателях, сползание или проворачивание их в заделке;
— сколы фарфора общей площадью более 3 см2 или видимые трещины;
— у полимерных изолирующих элементов механические повреждения (надрезы, проколы, кратеры, расслоения), разгерметизация защитного чехла или покрытия, наличие токопроводящих дорожек (треков) на длине более V3 пути утечки тока;
— у полимерных скользунов наличие разбитых или поврежденных втулок или износ их рабочей поверхности более 3 мм.
Проверка и регулировка мачтового разъединителя и его привода перед установкой.
Перед установкой разъединители подвергают осмотру и ревизии: проверяют состояние фарфоровых деталей, отсутствие трещин, сколов, повреждений глазури; прочность армировки; надежность крепления всех узлов и деталей; исправность контактной системы; отсутствие раковин, вмятин, ржавчины.
Обнаруженные дефекты устраняют пришлифовкой и опиливанием, болтовые соединения подтягивают, трущиеся части смазывают тонким слоем технического вазелина, поврежденные фарфоровые детали заменяют. Ревизию разъединителей производят, как правило, в мастерских, вне зоны монтажа.
Разъединитель поднимают на место установки и закрепляют на болтах или штырях без затяжки гаек до отказа. В зависимости от массы его поднимают за раму вручную с помощью переносного штатива или талью. Не допускается подъем разъединителя за изоляторы или ножи.Одновременно с установкой разъединителя монтируют привод и производят сборку передачи между ними. Разъединитель и привод устанавливают так, чтобы осевые линии, выверенные по уровню и отвесу, не отклонялись более чем на ± 2 мм.
Разъединитель и его привод крепят к стене или конструкции прочно и надежно. Болты должны иметь полную резьбу; при затянутой гайке должен оставаться свободный конец болта, имеющий не более двух-трех ниток резьбы.

Крепление разъединителя и его привода выполняют по уровню и отвесу. Для регулировки их положения применяют подкладки из листовой стали с отверстием для прохода крепежных болтов. При выверке следят, чтобы положение валов привода и разъединителя было строго горизонтальным. При установке нескольких однополюсных разъединителей, соединенных в один комплект, их валики должны быть расположены на одной горизонтальной оси.
После установки и выверки взаимного положения разъединители и приводы к ним окончательно закрепляют, затягивая до отказа болты, гайки и контрящие приспособления, и производят окончательную сборку передачи. Для этого на каждый разъединитель и диск привода устанавливают рычаги, на оба конца тяги навинчивают вилки, а тягу закрепляют шпильками со шплинтами. Кроме того, для поддерживания тяги при поломке или расцеплении ставят тягоуловитель. Части передачи соединяют коническими штифтами. После тщательной выверки соосности и регулировки длин сопрягаемых частей просверливают отверстия цилиндрическим сверлом и развертывают конической разверткой под штифты соответствующего размера. Точно так же выполняют штифтование подвижного упора на валу привода и рычагов на валах разъединителя и привода, но до этого должны быть завершены все работы по регулировке разъединителя с приводом
При расположении осей передачи от разъединителя к приводу в разных плоскостях производят с помощью соединительной муфты удлинение вала разъединителя с закреплением соединительных валов коническими штифтами. Свободный конец вала укрепляют в торцевом или опорном подшипнике, устанавливаемом на боковой стенке. При устройстве более сложной передачи в разных плоскостях производят не только удлинение вала, но и устанавливают промежуточные подшипники, на которых закрепляют промежуточные валы с надетыми на них рычагами. В этом случае тягу составляют из отдельных элементов, соединяемых между собой с помощью вилок и закрепляемых на соответствующих рычагах шпильками и шплинтами.
Одновременность замыкания контактов проверяют так: медленно доводят передачу на включение до момента соприкосновения с подвижным контактом и в этом положении измеряют зазоры, оставшиеся между неподвижными контактами и ножами остальных полюсов. Допустимыми считаются зазоры, не превышающие 3 мм для разъединителей до 10 кВ. При большой разновременности производят регулировку изменением длины звеньев передачи.
Измеряя усилие вытягивания ножа из неподвижного контакта, проверяют контактное давление динамометром или пружинными весами при сухих (обезжиренных) контактных поверхностях.
Угол поворота ножей задается заводом-изготовителем для каждого типа разъединителей. Например, для РВ-10/400 угол между отключенными и включенными положениями разъединителя равен 65°. Допустимое отклонение от нормы ±3°. При необходимости его регулируют изменением длины тяги.
Монтаж и эксплуатация выключателей, разъединителей, отделителей
![]()
![]()
Монтаж выключателей, разъединителей, короткозамыкателей и отделителей
1. доставка в собранном и отрегулированном виде;
2. после установки на фундамент – осмотр, проверка изоляции, замена масла, испытание действия выключателя с приводом;
3. маслонаполненные вводы, как только они прибыли на место монтажа необходимо немедленно поставить в вертикальное положение;
4. установка вводов, регулировка нажима контактов и другие операции.
5. проверка крепления баковых выключателей к фундаменту
Разъединители. Перед монтажом разъединители подвергают в мастерских (МЭЗ) осмотру и ревизии.
Проверяют состояние фарфоровых деталей (отсутствие трещин, сколов, повреждений глазури, прочность армировки, исправность контактной системы, наличие ржавчины).
Разъединители на месте установки закрепляют совместно с приводом и тягами управления. Ножи разъединителей должны быть расположены без перекосов соосно с неподвижными контактами.
Проверяют контактное давление, измеряя с помощью динамометра усилие вытягивания ножа из неподвижного контакта и доводят его до нормативов, указанных в заводской инструкции. Проверяют одновременность замыкания контактов ножами.
Токоведущие шины подсоединяют к контактам разъединителей с учетом возможных деформаций ошиновки от изменений температуры, при которых изгибающие усилия передаются на изоляторы.
Разъединители наружной установки типа РЛНД-35 поступают с завода отдельными полюсами в собранном виде. Полюсы разъединителей соединяют тягами из стальных труб; на валу ведущего полюса закрепляют сваркой (или на штифте) трубу для соединения с приводом.
Монтаж короткозамыкателей и отделителей во многом аналогичен монтажу разъединителей наружной установки и выполняется с соблюдением заводских инструкций.
Перед монтажом все детали КЗ осматривают и очищают. Руководствуясь инструкцией завода-поставщика, детали КЗ предварительно собирают на стеллажах у фундамента. Полностью собранный КЗ поднимают на фундаментную стойку и закрепляют на ней. Далее производят регулировку и смазку всех шарнирных соединений КЗ согласно-инструкции. Затем устанавливают трансформаторы тока, через которые пропускают шину заземления.
Эксплуатация разъединителей, отделителей, короткозамыкателей. Ремонт разъединителей, отделителей:
1) чистка изоляторов и др. деталей от пыли и осадков;
2) проверяется целостность фарфоровых изоляторов и тяг, отсутствие трещин, сколов, повреждений глазури;
3) проверяется прочность креплений фарфоровых изоляторов. подтягиваются болтовые соединения рамы, изоляторов:
4) проверяется контакт соединения, при необходимости контакты защищаются от наплывов и обгаров и подтягиваются;
5) проверяется совместная работа выключателей и привода. регулировкой добиваются отсутствия люфта;
6) смазка трущихся частей привода и выключателя
Текущий ремонт 1 раз в 6-12 месяцев, капитальный не реже 1 раза в 2-3 года.
Текущий ремонт выключателей состоит из:
1) осмотра (проверка уровня масла, состояние, контакт, соединений, крепление выключателя, состояние привода и приводы механизма).
2) очистка от пыли и грязи выключателя и привода;
3) смазка и регулировка шарнирных соединений привода;
4) ремонт и подтяжка соединений выключателя и ошиновки;
5) ремонт заземл. проводки и подтяжка конт. соед-ий;
6) проверка и ремонт цепей вторич. коммутаций:
7) окраска металлоконструкций и металл, частей выключателя;
Периодичность тек. ремонтов зависит от загрязнения изоляции и устан-ся рук-вом эн. службы и лежит в пределах 1 раз в 6-12 месяцев.
Капитальный ремонт масл. выключателей произ-ся один раз в 1-3 года. Выкл-ли, отключившие 4 к.з. выв-ся в ремонт.Объём кап. ремонта. Вакуум, и элегаз. вык-ли эксп-ся без капт. ремонта 25-30 лет.
1) отсоединения ошиновки, слив масла, разработка выкл-ля:
2) ремонт изоляторов, выводов, внутрибоковой изоляции;
3) ремонт и регул-ка. контактов;
4) ремонт дугогасить. уст-ва и приводного мех-ма;
5) сборк выкл-ля, заливка масла, регулировка;
6) профил. испытания, приемка, присоед-е ошин-ки;
Монтаж разъединителей
Монтаж и ревизия разъединителей
Разъединители служат для видимого разрыва цепи, что выполняется без нагрузки, так как они не имеют дугогасящих устройств. Разъединители изготавливают для наружной или внутренней установки, а также однополюсные и трехполюсные. Управление трехполюсными разъединителями, как правило, осуществляется с помощью специальных приводов, состоящих из собственно привода и системы рычагов, устанавливаемых таким образом, чтобы при управлении разъединителями можно было видеть положение ножей, что необходимо по условиям техники безопасности. Однополюсные разъединители отключаются специальными изолированными штангами (с крючками на конце) за ушки (зацепы), имеющиеся на ножах разъединителей; каждый полюс (нож) отключается отдельно.
Разъединители для внутренней установки имеют в обозначении типа букву В, например РВФ — 10/1000, где Р — разъединитель, Ф — с фарфоровыми изоляторами, плоскими контактами, трехполюсный на 10 кВ и 1000 А (вес 60 кг). При контактах линейного касания вводится буква Л, а если аппарат однополюсный — и буква О (РВЛО).
Разъединители на токи 3000 А и более имеют профильную, коробчатую форму контактов, что обозначается буквой К (РВК); исходя из больших усилий, необходимых при включении, для них применяют приводы с червячной передачей (ПЧ-50, вес 25 кг), а иногда электродвигательные (моторные — МРВ, вес 100 кг). Для остальных типов трехполюсных разъединителей предусматривается применение ручного привода типа ПР-3 (вес 4 кг).
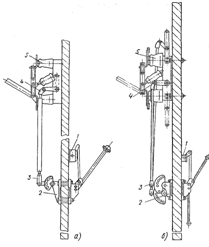
Приводы с боковым сочленением (расположение тяги спереди) применяются при установке их и разъединителей на одной стороне поверхности стены (например, в щитовых помещениях).
Установка привода и соединение его с трехполюсным разъединителем в стальной камере с креплением тяги сзади показаны на рис. 1. Все детали соединения разъединителей и приводов к ним, а также их размеры и технические данные выбираются из каталогов.

Рисунок 1 Соединение привода с разъединителем
Для фиксации верхнего и нижнего положения рукоятки привода, что соответствует полностью включенному и отключенному на заданный угол положению ножей разъединителя, служит специальный стопор с пружиной (фиксатор).
Валик фиксатора входит в отверстие рукоятки, в ее предельных положениях. Тяга, представляющая собой водогазопроводную трубу диаметром 3/4 дюйма (для разъединителей до 1000 А) или 1-1,5 дюйма (для разъединителей на ток свыше 1000 А), соединяется посредством вилок с рычагом привода и разъединителя. Вилка 1 соединяется с тягой 2 при помощи промежуточной шпильки, одна сторона которой приварена к тяге, а другая закреплена на резьбе в вилке и дополнительно зафиксирована контргайкой. С рычагами вилка соединяется при помощи валика, зашплинтованного с двух сторон. Регулировкой добиваются нужного угла раствора ножей (изменяют положение рычагов на валу разъединителя, на секторе привода, навинчивают вилки на шпильку и т. д.).
После окончания регулировки просверливают рычаг и вал разъединителя насквозь и с помощью конусной развертки делают конусное отверстие, в которое забивается легкими ударами молотка конусная стальная шпилька.
Конусная шпилька (диаметром 6 на 8 мм) выходит в обе стороны рычага на 5-10 мм — что дает возможность легко ее выбивать. Если по вертикали оси симметрии привода и разъединителя не совпадают, разрешается производить небольшое изгибание тяги или удлинить вал разъединителя.
Тяга во избежание возможных касаний токоведущих частей при ее аварийном обрыве должна перемещаться не выходя за пределы П-образной стальной скобы (тяголовителя). Скоба крепится к стене, каркасу камеры. Когда привод требует больших усилий, вместо одной монтируют две более короткие тяги, взаимно перпендикулярно соединяя их между собой специальным угловым рычагом 8 (рис. 1). Все детали, кроме тяг, должны быть заблаговременно заказаны и поставляются заводом изготовителем, так как в противном случае их приходится делать на месте.
Сигнализация положения разъединителя или выключателя осуществляется с помощью так называемых сигнальных блок- контактов типа КСА. Они выпускаются на четное число цепей — от двух (КСА-2) до 10 (КСА-10) — и помещаются в металлическом кожухе, который крепится возле привода разъединителя (рис. 1).
Из кожуха выходит конец вала с укрепленным на нем рычагом, имеющим отверстия для регулировки угла поворота. Рычаг соединяется с рукояткой привода разъединителя при помощи тяги, представляющей собой обычно стальную полоску шириной 10-20 мм, толщиной 2 мм или стальную проволоку (шпильку) диаметром 4-6 мм.
К разъединителям предъявляются такие требования:
1.Привод разъединителя и вся система передач должны работать четко, без затираний; все детали следует прочно закрепить.
2.Холостой ход рукоятки привода, вызванный зазорами и упругими деформациями всей системы передач от рукоятки привода до ножей, не должен превышать 5°.
3.Запирающее приспособление (фиксатор положения) должно работать четко и надежно, а привод — автоматически запираться в крайних положениях.
4.Необходимо, чтобы ножи разъединителей при включении не доходили до упора на 3-5 мм и правильно (по центру) попадали в неподвижные контакты, без ударов и перекосов.
5.Угол поворота ножа должен быть в пределах, установленных заводом-изготовителем.
6.Неодновременность включения ножей трехполюсных разъединителей не должна превышать 3 мм при измерении этого расстояния между ножом и неподвижным контактом.
7.Поверхностные контакты должны иметь не менее трех точек касания, не лежащих на одной прямой линии, а линейные — не менее двух линий касания. Проверка контактов выполняется щупом толщиной 0,05 мм, шириной 10 мм, который не должен проходить более чем на 5 мм внутрь поверхностного контакта либо вдоль контактной линии (при линейном контакте). Трущиеся поверхности ножей и неподвижных контактов зачищаются личным напильником и смазываются тонким слоем чистого технического вазелина.
8.Жесткое зажатие контактных пружин разъединителей не допускается. Между витками спиральных пружин или между пластинами плоских пружин при выключенном положении ножа должен быть зазор не менее 0,5 мм.
9.Блок-контакты следует установить так, чтобы сигнал об отключении разъединителя начал действовать после прохождения ножом 75% полного хода, а сигнал о включении — не ранее момента касания ножом неподвижных контактов.
Кроме того, проверяют отсутствие кривизны ножей, дефектов в фарфоровых изоляторах и тягах (как при ревизии опорных и проходных изоляторов).
Достаточность нажатия в контактах может быть проверена путем замеров вытягивающих усилий на ножах с помощью динамометра. Обычно такие замеры во время монтажа не производят.
Опорные конструкции для разъединителей могут изготавливаться из угловой стали (50 x 50 x 5 или 60 х 60 х 6 мм). На рис. 1 показана установка разъединителя в стальной камере. В этом случае в камере предусматриваются поперечные угольники, к которым рама разъединителя крепится болтами или же к раме приваривается конструкция, на которой ранее был смонтирован разъединитель.
Разъединители устанавливают вертикально, наклонно или горизонтально. В настоящее время даже одиночные разъединители (на шинных мостах, в щитовых помещениях), обычно поставляются на монтаж вместе с конструкциями — блоками, заготавливаемыми в МЗУ.
Монтаж разъединителей содержит такие операции:
1) разметку, желательно с применением шаблонов;
2) подъем и установку разъединителя на рабочее место;
3) выверку по осям симметрии камеры и закрепление плиты разъединителя на предварительно установленные конструкции;
4) регулирование хода ножей и проверку контактов;
5) установку привода и промежуточных подшипников;
6) сочленение разъединителя с приводом и блок-контактами;
7) общую регулировку разъединителя, привода и блок-контактов; смазку трущихся частей;
8) заземление разъединителя и привода.
После окончания работ делают подряд 20-30 включений, чтобы проверить правильность монтажа. Кроме того, в соответствии с ПУЭ производят:
1. Проверку разъединителей (их изоляторов) повышенным напряжением промышленной частоты.
Таблица 1 Испытание трансформаторов тока повышенным напряжением

Для многоэлементных разъединителей такое испытание проводят по частям.
2. Проверку сопротивления изоляции тяг и рычагов, сделанных из органических материалов, производят мегомметром на 2,5 кВ. Оно должно быть не менее 1000 МОм при номинальном напряжении разъединителя до 10 кВ и 3000 МОм — при напряжении 15-150 кВ.
3. Определение напряжения срабатывания и проверку действия разъединителей, укомплектованных электрическими и электропневмоническими приводами.