Литой и прессованный алюминий. Производство, преимущества, недостатки.
Историческая справка
Алюминиевые сковороды, так же как и другая утварь из этого материала, появились лишь в XX веке. Это были легкие, удобные и дешевые предметы посуды.
Производство
Изначально их изготавливали из так называемого «непокрытого» алюминия. Однако во время приготовления и хранения продуктов в этой посуде происходили химические реакции, и алюминий накапливался в пище. Поэтому процесс производства посуды усовершенствовали, добавив этап анодирования алюминия – создания защитной оксидной пленки с помощью электролитической ванны.
Сегодня алюминиевые сковороды изготавливают двумя способами – литьем или штамповкой (прессовкой).
 Литые сковороды имеют утолщенные стенки и массивное дно, они достаточно тяжелые и очень прочные. Для изготовления таких сковородок используются специальные формы. В них заливают расплавленный алюминий, затем дают заготовкам остыть, открывают форму и достают готовое изделие, которое отправляют на обработку. С помощью таких форм разные части сковородки можно сделать разной толщины – например, утолщенное дно для улучшенной теплопроводности.
Литые сковороды имеют утолщенные стенки и массивное дно, они достаточно тяжелые и очень прочные. Для изготовления таких сковородок используются специальные формы. В них заливают расплавленный алюминий, затем дают заготовкам остыть, открывают форму и достают готовое изделие, которое отправляют на обработку. С помощью таких форм разные части сковородки можно сделать разной толщины – например, утолщенное дно для улучшенной теплопроводности.
Хорошая литая сковорода имеет дно толщиной от 5 до 10 мм. Это универсальная сковорода, которую можно использовать для ежедневного приготовления пищи. В такой сковороде можно готовит пищу на любой плите – она не деформируется и не теряет своих эксплуатационных свойств даже на электрических плитах.
 Штампованные сковороды изготавливают из тонких листов алюминия, которые помещаются в специальные прессы. С помощью пресса заготовкам придают желаемую форму, а затем наносят покрытие на внешнюю и внутреннюю сторону и крепят ручки. Максимальная толщина штампованной посуды из алюминия – 5 мм. Штампованные сковороды идеально подходят для жарки блинов и пассировки. Это легкие и практичные предметы посуды, но при длительном использовании дно таких сковородок деформируется и их следует заменять.
Штампованные сковороды изготавливают из тонких листов алюминия, которые помещаются в специальные прессы. С помощью пресса заготовкам придают желаемую форму, а затем наносят покрытие на внешнюю и внутреннюю сторону и крепят ручки. Максимальная толщина штампованной посуды из алюминия – 5 мм. Штампованные сковороды идеально подходят для жарки блинов и пассировки. Это легкие и практичные предметы посуды, но при длительном использовании дно таких сковородок деформируется и их следует заменять.
Известные производители посуды предлагают широкий ассортимент алюминиевых сковородок с качественным антипригарным покрытием. Эти сковородки очень удобны в эксплуатации, они легко моются и прекрасно подходят для жарки любых продуктов. Но при работе с ними следует пользоваться инструментами из пластика, дерева или силикона.
Достоинства алюминиевых сковородок
1. Отличная теплопроводность.
Алюминиевая сковорода очень быстро нагревается, тепло равномерно распределяется от дна по стенкам, поэтому продукты равномерно обжариваются со всех сторон.
2. Малый вес.
Литые сковороды из алюминия легче стальных.
3. Универсальность.
В алюминиевой сковороде можно жарить, пассеровать и даже тушить различные продукты.
4. Простота в уходе.
После использования алюминиевую сковороду достаточно помыть обычным моющим средством.
Алюминиевые сковородки с антипригарным покрытием отлично подходят для быстрого приготовления пищи. На них можно легко приготовить любые блюда к завтраку, обеду или ужину. Эта посуда легко моется. При необходимости алюминиевую сковороду можно без труда заменить.
Прессование алюминия: от заготовки до готового профиля
Ниже кратко, упрощенно и схематично – для первоначального ознакомления – изложены основы производственного процесса изготовления прессованных алюминиевых профилей.
И прессование, и экструзия
Прессование алюминия часто, и вполне обоснованно, называют также экструзией алюминия. Алюминий, действительно, выдавливается из контейнера пресса через отверстия матрицы, на которых формируется сечение алюминиевого профиля. Прямое значение английского слова «extrusion» как раз и означает «выдавливание». Вместе с тем, в русскоязычной технической литературе и нормативных документах пока чаще применяется термин «прессование».
Алюминиевые сплавы для профилей
Подавляющее большинство алюминиевых профилей изготавливают из сплавов серии 6ххх. Основные легирующие элементы этих сплавов – магний и кремний в количестве до 1,2 %. Из всех сплавов серии 6ххх наиболее популярными являются международные сплавы 6060 и 6063, которые являются аналогами отечественного сплава АД31. Эти сплавы являются термически упрочняемыми, то есть обладают способностью повышать свою прочность в результате термической обработки. О профилях из этих сплавов и будет, в основном, идти речь ниже.
Слиток-столб
Исходным материалом для изготовления алюминиевых профилей являются алюминиевые слитки. Чаще всего они имеют вид цилиндрических столбов длиной до 7 м (рисунок 1). Эти столбы могут иметь различные диаметры, как правило, шагом в один дюйм (25,4 мм). Самыми распространенными являются столбы диаметром от 6 дюймов до 9 дюймов (от 152 до 228 мм). Процесс изготовления слитков-столбов (литье и гомогенизации) не описываются в данной статье
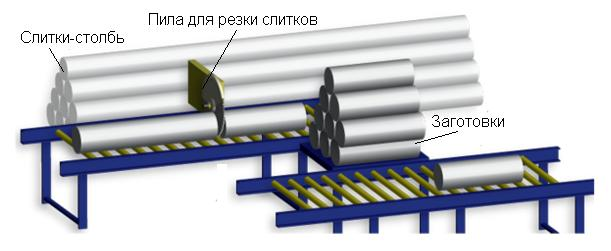
Рисунок 1 – Резка слитков столбов на заготовки [1]
Заготовка
В контейнер пресса загружают не весь столб, а его часть – заготовку. Часть производителей профилей заранее нарезают из столбов заготовки нужной длины – обычно от 400 до 1000 мм (см. рисунок 1), другие – загружают в печь весь столб, а затем непосредственно перед загрузкой в пресс отрезают от него нагретую заготовку нужной длины.
Нагрев заготовки
На рисунке 2 показан процесс подачи заранее отрезанной заготовки в печь нагрева заготовок. Заготовки поступает в печь и нагревается до заданной температуры.
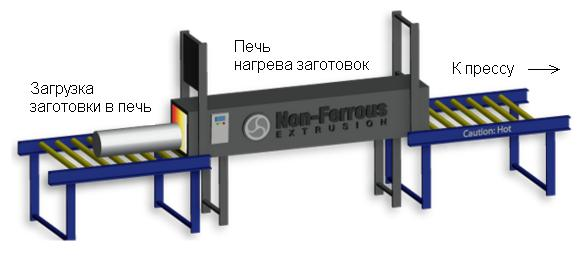
Рисунок 2 – Нагрев заготовки перед ее экструзией [1]
Температура плавления чистого алюминия составляет 660 ºС. С увеличением содержания примесей и легирующих элементов температура алюминиевых сплавов, которые применяются для изготовления профилей несколько снижается (см. подробнее здесь). Типичная температура заготовки из сплавов серии 6ххх перед загрузкой в пресс составляет от 400 до 480 ºС. Точная температура нагрева зависит от химического состава сплава, сложности профиля и других параметров.
Отметим, что нагретая заготовка визуально ничем не отличается от холодной, она не имеет красноватого оттенка и не светится.
Нагрев матрицы и установка ее на пресс
Для прессования заданного профиля подготавливается соответствующая матрица – она нагревается в печи нагрева матриц до температуры близкой температуре заготовки.
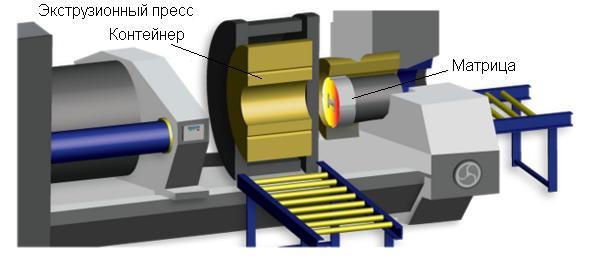
Рисунок 3 – Установка матричного комплекта в пресс [1]
Нанесение смазки на торец заготовки
Нагретая заготовка извлекается из печи и направляется к прессу для загрузки в контейнер. Перед самой загрузкой в пресс на задний торец заготовки наносят смазочный слой, который предотвращает прилипание пресс-шайбы к заготовке при обратном движении пресс-штемпеля в конце цикла прессования. Обычно для этого на торец заготовки направляют факел горящего ацетилена. Образующаяся от неполного сгорания ацетилена сажа покрывает торец заготовки и играет роль той самой смазки.
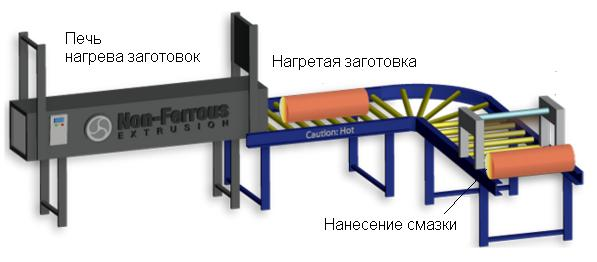
Рисунок 4 – Подача заготовки к прессу и нанесение смазки на ее задний торец [1]
Загрузка заготовки в контейнер и прессование
Заготовка свободно «заталкивается» пресс-штемпелем в контейнер, диаметр которого на 3-4 мм больше, чем диаметр заготовки. Затем пресс-штемпель начинает «давить» на торец заготовки с большим усилием, так что материал заготовки заполняет весь объем контейнера. С дальнейшим продвижением пресс-штемпеля давление в контейнере возрастает, и алюминий начинает «выдавливаться» через отверстия матрицы в виде профиля с заданным поперечным сечением (рисунок 5).
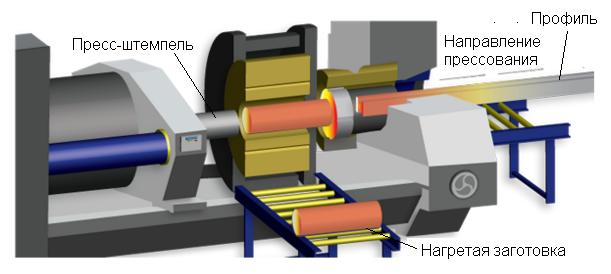
Рисунок 5 – Загрузка заготовки в контейнер и прессование (экструзия) профиля [1]
Пресс-остаток
В конце цикла прессования заготовки около 10 % ее объема, включая ее наружную оболочку, остается в задней части контейнера. Контейнер немного отъезжает назад, и эта часть заготовки извлекается из контейнера и отрезается от матрицы специальным острым ножом-гильотиной. Эта отрезанная часть заготовки называется пресс-остатком. Он вместе с другими технологическими отходами направляется на переплавку.
Скорость прессования
Профиль выходит из матрицы при температуре выше 500 ºС. Скорость движения профиля на выходе из матриц может составлять от 8 до 80 м в минуту в зависимости от сплава и сложности профиля (рисунок 6). В продольной передаче профиля по приемному столу, который может достигать длины 50 м, обычно участвует пуллер. Он захватывает специальными зажимами передний конец профиля и тянет профиль по рольгангу приемного стола. Скорость движения пуллера и осевое усилие, которое он прилагает к профилю, согласованы со скоростью выхода профиля из матрицы.
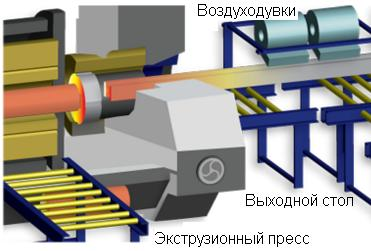
Рисунок 6 – Выход профиля из матрицы;охлаждение профилей на выходном столе [1]
Закалка на прессе
Почти сразу после выхода из матрицы профиль обычно подвергают ускоренному охлаждению для того, чтобы алюминиевый сплав профиля достиг закаленного состояния – закалке на прессе.
Для достижения состояния закалки каждый сплав имеет свою минимально допустимую скорость охлаждения до температуры около 250 ºС. Например, профили из сплава 6060 должны достигать этой температуры не более, чем за пять минут. Для тонкостенных профилей для этого может быть достаточно охлаждения вентиляторами на приемном столе. Для профилей из более легированного сплава 6082 обычно требуется усиленное охлаждение сжатым воздухом, водовоздушной смесью или даже водой сразу после выхода из матрицы (см. рисунок 6).
Закалка алюминия и закалка стали
Закалка алюминиевых сплавов отличается от закалки стали. Сталь сразу после охлаждения резко повышает свою прочность. Алюминиевые же сплавы после закалки практически не изменяют своей прочности. Эффект закалки проявляется только в результате последующей операции старения – естественного или искусственного. Естественное старение – это обычное вылеживание при комнатной температуре в течение нескольких недель или даже месяцев. Отсюда и термин «старение».
Горячая резка профилей
Длина профиля, который прессуется из одной заготовки, может достигать 50 м. Она зависит от размеров заготовки (диаметра и длины) и площади сечения профиля, а также длины приемного стола пресса. Обычно в конце каждого цикла прессования этот длинный непрерывный профиль отрезают пилой горячей резки от той части профиля, которая еще находится в матрице (рисунок 7). Затем этот профиль передается на стол охлаждения профилей.

Рисунок 7 – Пила горячей резки [1]
Стол охлаждения профилей и растяжная машина
На столе охлаждения профили продолжают свое охлаждение до температуры цеха и затем поступают на растяжную машину (рисунок 8). На растяжной машине профиль подвергается растяжению на заданную величину пластической деформации. Цель этой операции – снижение отклонений формы профиля от прямолинейности и скручиванию, а также, при необходимости, заданной холодной деформации.
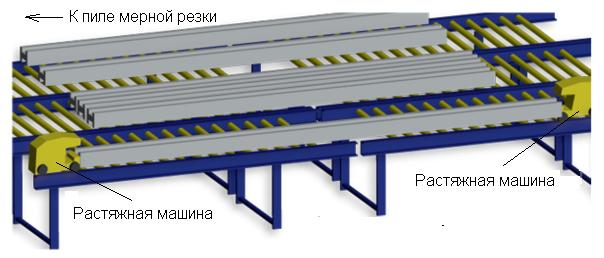
Рисунок 8 – Профили на столе охлаждения и в растяжной машине [1]
Пила холодной резки
После растяжной машины профили по рольгангу поступают к пиле мерной резки (рисунок 8). Эту пилу называют также пилой холодной резки в отличие от пилы горячей резки на выходном столе пресса. На ней профили режут на мерные длины в соответствии с требованиями заказчика, обычно от 2 до 6 м. Профили мерной длины укладываются в специальные стальные корзины и направляются в зависимости от назначения (и типа сплава) на участок упаковки или в печь старения.
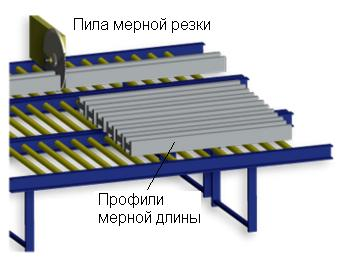
Рисунок 9 – Пила мерной резки [1]
Печь старения
Профили из термически упрочненных сплавов, таких как сплав 6060, достигают своей максимальной прочности в процессе, которые называют упрочнение старением. В результате старения легирующие элементы сплава, которые в результате закалки были «заморожены» в твердом растворе алюминия, выделяются в виде мелких частиц. Это приводит к повышению прочностных свойств профилей.
Этот процесс старения может происходить при комнатной температуре в течение нескольких недель или даже месяцев. В этом случае он называется естественным старением. Максимальное повышение прочностных свойств достигается при искусственном старении, которое производится путем нагрева в специальной печи – печи старения (рисунок 10). Типичный режим для сплава 6060: температура 180 ºС и длительность 5 часов.

Рисунок 10 – Загрузка профилей в печь старения
Упаковывание, складирование и отгрузка
Готовые алюминиевые профили передаются:
Рисунок 11 – Упаковка и складирование алюминиевых профилей
О компании
Контактная информация
Курсы валют
Курсы метала
© ООО «АЛКЕННИ АЛЮМИНИЕВЫЕ СИСТЕМЫ» 2020. Все права защищены.
Быстрый заказ
Свяжитесь с нашей службой поддержки клиентов, если у Вас есть какие-либо вопросы.
Свяжитесь с нами
Свяжитесь с нашей службой поддержки клиентов, если у Вас есть какие-либо вопросы.
Свяжитесь с нами
Свяжитесь с нашей службой поддержки клиентов, если у Вас есть какие-либо вопросы.
Свяжитесь с нами
Свяжитесь с нашей службой поддержки клиентов, если у Вас есть какие-либо вопросы.
Свяжитесь с нами
Свяжитесь с нашей службой поддержки клиентов, если у Вас есть какие-либо вопросы.
Соглашение об обработке персональных данных
В целях соблюдения 152-ФЗ
«о защите персональных данных»
Присоединяясь к настоящему Соглашению и оставляя свои данные на Сайте название_сайта (далее – Сайт), путем заполнения полей форм обратной связи Пользователь:
Пользователь дает свое согласие на обработку его персональных данных, а именно совершение действий, предусмотренных п. 3 ч. 1 ст. 3 Федерального закона от 27.07.2006 N 152-ФЗ «О персональных данных», и подтверждает, что, давая такое согласие, он действует свободно, своей волей и в своем интересе. Согласие Пользователя на обработку персональных данных является конкретным, информированным и сознательным.
Настоящее согласие Пользователя признается исполненным в простой письменной форме, на обработку следующих персональных данных: фамилии, имени, отчества; года рождения; места пребывания (город, область); номеров телефонов; адресов электронной почты (E-mail).
Пользователь, предоставляет название_сайта право осуществлять следующие действия (операции) с персональными данными: сбор и накопление; хранение в течение установленных нормативными документами сроков хранения отчетности, но не менее трех лет, с момента даты прекращения пользования услуг Пользователем; уточнение (обновление, изменение); использование; уничтожение; обезличивание; передача по требованию суда, в т.ч., третьим лицам, с соблюдением мер, обеспечивающих защиту персональных данных от несанкционированного доступа.
Указанное согласие действует бессрочно с момента предоставления данных и может быть отозвано Вами путем подачи заявления администрации сайта с указанием данных, определенных ст. 14 Закона «О персональных данных». Отзыв согласия на обработку персональных данных может быть осуществлен путем направления Пользователем соответствующего распоряжения в простой письменной форме на адрес контактной электронной почты указанной на сайте название_сайта.
Сайт не несет ответственности за использование (как правомерное, так и неправомерное) третьими лицами Информации, размещенной Пользователем на Сайте, включая её воспроизведение и распространение, осуществленные всеми возможными способами. Сайт имеет право вносить изменения в настоящее Соглашение. При внесении изменений в актуальной редакции указывается дата последнего обновления. Новая редакция Соглашения вступает в силу с момента ее размещения, если иное не предусмотрено новой редакцией Соглашения. Ссылка на действующую редакцию всегда находится на страницах сайта: название_сайта.ru
К настоящему Соглашению и отношениям между пользователем и Сайтом, возникающим в связи с применением Соглашения подлежит применению право Российской Федерации.»
Прессование алюминия: от заготовки до готового профиля
Ниже кратко, упрощенно и схематично – для первоначального ознакомления – изложены основы производственного процесса изготовления прессованных алюминиевых профилей.
И прессование, и экструзия
Прессование алюминия часто, и вполне обоснованно, называют также экструзией алюминия. Алюминий, действительно, выдавливается из контейнера пресса через отверстия матрицы, на которых формируется сечение алюминиевого профиля. Прямое значение английского слова «extrusion» как раз и означает «выдавливание». Вместе с тем, в русскоязычной технической литературе и нормативных документах пока чаще применяется термин «прессование».
Алюминиевые сплавы для профилей
Подавляющее большинство алюминиевых профилей изготавливают из сплавов серии 6ххх. Основные легирующие элементы этих сплавов – магний и кремний в количестве до 1,2 %. Из всех сплавов серии 6ххх наиболее популярными являются международные сплавы 6060 и 6063, которые являются аналогами отечественного сплава АД31. Эти сплавы являются термически упрочняемыми, то есть обладают способностью повышать свою прочность в результате термической обработки. О профилях из этих сплавов и будет, в основном, идти речь ниже.
Слиток-столб
Исходным материалом для изготовления алюминиевых профилей являются алюминиевые слитки. Чаще всего они имеют вид цилиндрических столбов длиной до 7 м (рисунок 1). Эти столбы могут иметь различные диаметры, как правило, шагом в один дюйм (25,4 мм). Самыми распространенными являются столбы диаметром от 6 дюймов до 9 дюймов (от 152 до 228 мм). О процессе изготовления слитков-столбов (литье и гомогенизации) см. здесь.
 Рисунок 1 – Резка слитков столбов на заготовки [1]
Рисунок 1 – Резка слитков столбов на заготовки [1]
Заготовка
В контейнер пресса загружают не весь столб, а его часть – заготовку. Часть производителей профилей заранее нарезают из столбов заготовки нужной длины – обычно от 400 до 1000 мм (см. рисунок 1), другие – загружают в печь весь столб, а затем непосредственно перед загрузкой в пресс отрезают от него нагретую заготовку нужной длины.
Нагрев заготовки
На рисунке 2 показан процесс подачи заранее отрезанной заготовки в печь нагрева заготовок. Заготовки поступает в печь и нагревается до заданной температуры.
 Рисунок 2 – Нагрев заготовки перед ее экструзией [1]
Рисунок 2 – Нагрев заготовки перед ее экструзией [1]
Температура плавления чистого алюминия составляет 660 ºС. С увеличением содержания примесей и легирующих элементов температура алюминиевых сплавов, которые применяются для изготовления профилей несколько снижается (см. подробнее здесь). Типичная температура заготовки из сплавов серии 6ххх перед загрузкой в пресс составляет от 400 до 480 ºС. Точная температура нагрева зависит от химического состава сплава, сложности профиля и других параметров.
Отметим, что нагретая заготовка визуально ничем не отличается от холодной, она не имеет красноватого оттенка и не светится.
Нагрев матрицы и установка ее на пресс
Для прессования заданного профиля подготавливается соответствующая матрица – она нагревается в печи нагрева матриц до температуры близкой температуре заготовки.
 Рисунок 3 – Установка матричного комплекта в пресс [1]
Рисунок 3 – Установка матричного комплекта в пресс [1]
Нанесение смазки на торец заготовки
Нагретая заготовка извлекается из печи и направляется к прессу для загрузки в контейнер. Перед самой загрузкой в пресс на задний торец заготовки наносят смазочный слой, который предотвращает прилипание пресс-шайбы к заготовке при обратном движении пресс-штемпеля в конце цикла прессования. Обычно для этого на торец заготовки направляют факел горящего ацетилена. Образующаяся от неполного сгорания ацетилена сажа покрывает торец заготовки и играет роль той самой смазки.
 Рисунок 4 – Подача заготовки к прессу и нанесение смазки на ее задний торец [1]
Рисунок 4 – Подача заготовки к прессу и нанесение смазки на ее задний торец [1]
Загрузка заготовки в контейнер и прессование
Заготовка свободно «заталкивается» пресс-штемпелем в контейнер, диаметр которого на 3-4 мм больше, чем диаметр заготовки. Затем пресс-штемпель начинает «давить» на торец заготовки с большим усилием, так что материал заготовки заполняет весь объем контейнера. С дальнейшим продвижением пресс-штемпеля давление в контейнере возрастает, и алюминий начинает «выдавливаться» через отверстия матрицы в виде профиля с заданным поперечным сечением (рисунок 5).
 Рисунок 5 – Загрузка заготовки в контейнер и прессование (экструзия) профиля [1]
Рисунок 5 – Загрузка заготовки в контейнер и прессование (экструзия) профиля [1]
Пресс-остаток
В конце цикла прессования заготовки около 10 % ее объема, включая ее наружную оболочку, остается в задней части контейнера. Контейнер немного отъезжает назад, и эта часть заготовки извлекается из контейнера и отрезается от матрицы специальным острым ножом-гильотиной. Эта отрезанная часть заготовки называется пресс-остатком. Он вместе с другими технологическими отходами направляется на переплавку.
Скорость прессования
Профиль выходит из матрицы при температуре выше 500 ºС. Скорость движения профиля на выходе из матриц может составлять от 8 до 80 м в минуту в зависимости от сплава и сложности профиля (рисунок 6). В продольной передаче профиля по приемному столу, который может достигать длины 50 м, обычно участвует пуллер. Он захватывает специальными зажимами передний конец профиля и тянет профиль по рольгангу приемного стола. Скорость движения пуллера и осевое усилие, которое он прилагает к профилю, согласованы со скоростью выхода профиля из матрицы.

Рисунок 6 – Выход профиля из матрицы;
охлаждение профилей на выходном столе [1]
Закалка на прессе
Почти сразу после выхода из матрицы профиль обычно подвергают ускоренному охлаждению для того, чтобы алюминиевый сплав профиля достиг закаленного состояния – закалке на прессе.
Для достижения состояния закалки каждый сплав имеет свою минимально допустимую скорость охлаждения до температуры около 250 ºС. Например, профили из сплава 6060 должны достигать этой температуры не более, чем за пять минут. Для тонкостенных профилей для этого может быть достаточно охлаждения вентиляторами на приемном столе. Для профилей из более легированного сплава 6082 обычно требуется усиленное охлаждение сжатым воздухом, водовоздушной смесью или даже водой сразу после выхода из матрицы (см. рисунок 6).
Закалка алюминия и закалка стали
Закалка алюминиевых сплавов отличается от закалки стали. Сталь сразу после охлаждения резко повышает свою прочность. Алюминиевые же сплавы после закалки практически не изменяют своей прочности. Эффект закалки проявляется только в результате последующей операции старения – естественного или искусственного. Естественное старение – это обычное вылеживание при комнатной температуре в течение нескольких недель или даже месяцев. Отсюда и термин «старение».
Горячая резка профилей
Длина профиля, который прессуется из одной заготовки, может достигать 50 м. Она зависит от размеров заготовки (диаметра и длины) и площади сечения профиля, а также длины приемного стола пресса. Обычно в конце каждого цикла прессования этот длинный непрерывный профиль отрезают пилой горячей резки от той части профиля, которая еще находится в матрице (рисунок 7). Затем этот профиль передается на стол охлаждения профилей.

Рисунок 7 – Пила горячей резки [1]
Стол охлаждения профилей и растяжная машина
На столе охлаждения профили продолжают свое охлаждение до температуры цеха и затем поступают на растяжную машину (рисунок 8). На растяжной машине профиль подвергается растяжению на заданную величину пластической деформации. Цель этой операции – снижение отклонений формы профиля от прямолинейности и скручиванию, а также, при необходимости, заданной холодной деформации.
 Рисунок 8 – Профили на столе охлаждения и в растяжной машине [1]
Рисунок 8 – Профили на столе охлаждения и в растяжной машине [1]
Пила холодной резки
После растяжной машины профили по рольгангу поступают к пиле мерной резки (рисунок 8). Эту пилу называют также пилой холодной резки в отличие от пилы горячей резки на выходном столе пресса. На ней профили режут на мерные длины в соответствии с требованиями заказчика, обычно от 2 до 6 м. Профили мерной длины укладываются в специальные стальные корзины и направляются в зависимости от назначения (и типа сплава) на участок упаковки или в печь старения.
 Рисунок 9 – Пила мерной резки [1]
Рисунок 9 – Пила мерной резки [1]
Печь старения
Профили из термически упрочненных сплавов, таких как сплав 6060, достигают своей максимальной прочности в процессе, которые называют упрочнение старением. В результате старения легирующие элементы сплава, которые в результате закалки были «заморожены» в твердом растворе алюминия, выделяются в виде мелких частиц. Это приводит к повышению прочностных свойств профилей.
Этот процесс старения может происходить при комнатной температуре в течение нескольких недель или даже месяцев. В этом случае он называется естественным старением. Максимальное повышение прочностных свойств достигается при искусственном старении, которое производится путем нагрева в специальной печи – печи старения (рисунок 10). Типичный режим для сплава 6060: температура 180 ºС и длительность 5 часов.
 Рисунок 10 – Загрузка профилей в печь старения
Рисунок 10 – Загрузка профилей в печь старения
Упаковывание, складирование и отгрузка
Готовые алюминиевые профили передаются:
 Рисунок 11 – Упаковка и складирование алюминиевых профилей
Рисунок 11 – Упаковка и складирование алюминиевых профилей