После заливки литья образовалась дырки появились чем можно замазать ак12




5. Виды дефектов при литье и способы их устранения
Центробежное и вакуумное (со стопорной разливкой) литье сплавов меди по выплавляемым моделям позволяет получать отливки ювелирных и сувенирных изделий, максимально приближенные к готовым по форме и размерам с минимальным припуском для механической обработки на последующих операциях. Качеству литых поверхностей в точном литье придается большое значение. Точное соблюдение технологии на всех стадиях изготовления отливок (получение восковых моделей, формовка, прокалка, литье), пооперационный контроль обеспечивают их высокое качество.
В точном литье по выплавляемым моделям основными видами брака являются деформация восковых моделей, пористость, облой, газовые раковины, усадочные раковины и рыхлота, шлаковые включения, засор формовочным материалом, горячие и холодные трещины.
Усадочные раковины и пористость, рыхлота
По распространенности пористость представляет собой серьезную проблему при изготовлении изделий методом литья. Анализ многих данных показывает, что усадочные раковины и поры обусловлены рядом причин конструктивного и технологического порядка. Так, если конструкция модели не обеспечивает направленную и последовательную кристаллизацию отливки, а литниково-питающая система не обеспечивает заполнения полости расплавом в процессе затвердевания, то это неизбежно приведет к образованию пористости. Поэтому при разработке модели необходимо учитывать все факторы и для каждого шифра отрабатывать конструкцию и литниково-питающую систему. Модель изделия должна согласовываться со специалистами-литейщиками еще на стадии выполнения эскизов.
Визуальный осмотр пористых изделий и микроструктурный анализ показывают, что так называемый брак по пористости представляет собой междендритную усадку, которая образуется во время кристаллизации отливки. Недостаточное питание отливки и перегрев расплава приводят к резкому увеличению пористости. Пористость может проявляться и в случае заполнения форм недостаточно нагретым металлом, так как быстрый переход в жидко-твердое состояние в литниковой системе также приводит к образованию пор.
При использовании для литья сплавов с узким (β-латунь) и средним (нейзильбер) интервалом кристаллизации в отливках с местным утолщением наблюдается, как правило, образование усадочных раковин. В конструкциях изделий, имеющих массивные части, для ликвидации усадочных раковин в некоторых случаях необходимо применять дополнительные питатели, подводимые в утолщения. При этом, однако, следует учитывать соотношение площадей в других сечениях.
Разработка литниково-питающей системы и выбор места подвода литника к телу отливки имеют важное значение для получения качественного литья. Особенно это относится к моделям со сложной формой, резкими переходами по сечению отливок. Усадочные раковины и рыхлоту в деталях различной толщины можно устранить, если подвод литника сделать к тонкому участку. Сечение тонкого участка отливки до застывания в нем металла должно обеспечить заполнение металлом всей полости. Массивные детали можно отливать через тонкие щелевые литники, что предотвращает разогрев формы, но обеспечивает заполнение ее и устраняет образование рыхлоты.
Газовая пористость хорошо раскисленного металла не проявляется, так как форма обладает достаточно низкой теплопроводностью, что способствует удалению из отливки всех газов.
Облой
Использование для формовки опок различных размеров требует дифференцированного подхода к выбору программ для прокаливания форм в печах. Для больших опок (диаметр 160. 200 мм) временной режим прокаливания при низких температурах (до 300 °С) должен предусматривать более длительный нагрев с целью выравнивания температурного градиента по всему сечению. Необходимо учитывать, что именно при этих температурах происходят значительные объемные изменения основных компонентов, составляющих формовочную массу. Несоблюдение температурного и временного режимов прокаливания опок неизбежно приводит к образованию трещин в формах.
Засор в отливках
Отливки засоряются как формовочной массой при низкой прочности форм, так и шлаком, материалом тигля. Выдерживание оптимального водомассового отношения при формовке, соблюдение режима прокаливания опок с учетом выполнения всех требований технологического процесса изготовления отливок обеспечивают максимальную прочность формы, стойкость ее при заливке горячего металла.
Другой причиной засора может быть неправильная сборка восковых моделей в блок. Необходимо, чтобы в месте припайки питателя к стояку были выполнены галтели. В противном случае при формовке небольшие углубления на стояке, оставленные от паяльника, будут заполняться формовочной массой. Образовавшиеся таким образом наплывы при заливке размываются расплавом, что приводит к засорам отливок.
Чистоте тигля и шихтовых материалов следует уделять особое внимание. Шихту необходимо протирать и сушить. Тигли в установках с индукционным нагревом для плавки сплавов меди изготавливают из мелкодисперсного графита. Прочность тигля при длительном пользовании (более 20 плавок на воздухе) уменьшается, графит начинает осыпаться. Поэтому нужно своевременно заменять отработанный тигель на новый. При плавке на установке центробежного литья флюс перед разливкой необходимо снимать с поверхности металла.
Образование шлаков зависит от степени загрязненности сплава посторонними включениями. При плавной заливке шлак, как более легкий, оттесняется металлом и в опоку попадает в последнюю очередь. Конструкция литниково-питающей системы обеспечивает чистоту отливок от шлаковых включений. Загрязненность сплава и слишком быстрое заполнение формы в некоторых случаях могут привести к засорам отливок частицами шлака. Условия ведения плавки в закрытой камере с инертной средой в машинах со стопорной разливкой не позволяют удалять шлак, однако отливки не засоряются, так как шлак попадает в опоку всегда в конце заливки.
Нужен совет, плавка алюминия, литьё.
Проффэсор написал :
Имею Энное количество алюминия ( корпуса от HDD) Хочу переплавить, сделать заготовки. Нужен совет.
Давно дело было, понадобился кусочек алюминия размером со спичечный коробок, а нигде найти не могли. Дык просто взяли провода, какие-то кусочки алюминиевых (или сплавов) деталей и в обычную консервную банку. Как раз баню топить начали, ну и банку в печь поставили. Формой послужил глинозём, набрали его в коробочку, спичечным коробком сформировали углубление. Расплавилось довольно быстро, банку зацепил плоскогубцами и потихоньку залил. Остыло, лишнее отпилили, небольшую воронку сточили и получили требуемую заготовку.
Небольшая заметка про метод SMAILа, с картинками
» >

Босые ноги,- обязательное условие!
Литье под давлением с предварительной вакуумизацией (дегазацией) расплава.
PS пишут » > что фильтрация помогла убрать раковины от шлака. Вообще: » >
В железный чистый кокиль лили тоже с порами?
Перед разливкой окисную пленку с поверхности просто снимите стальной кочергой, аккуратно, не замешивая ее в расплав.
Не зная диаметра нужного слитка, трудно советовать. но попробуйте лить в стальную форму. Типа высверленной в чугунине глухой дырки. За счет высокой скорости охлаждения поверхность точно будет идеальной.
Дефекты изделий из эпоксидной смолы и как их устранить?

Содержание
Швейцарский химик Кастан, получивший в 1936 году первую в мире эпоксидную смолу, даже не подозревал, что спустя почти столетие его детище не утратит своей актуальности. Скорее наоборот, область ее применения будет постоянно расширяться, ведь свойства этого материала действительно уникальны. Эпоксидную смолы вполне можно было бы назвать идеальной, если бы не одно «но» – со временем изделия теряют былую эстетичность.
Что делают мастера из эпоксидной смолы?
Конечно же, представители творческих профессий не могли не обратить внимания на свойства эпоксидной смолы. Что же делают мастера из этого недорогого, безопасного и очень привлекательного материала?
Используя небольшой перечень подручных средств и отпустив на волю фантазию, мастера создают из эпоксидной смолы настоящие шедевры ручной работы. Брелоки, подвесы, кулоны – вот далеко не полный список того, что можно изготовить с помощью эпоксидки. Хотите сделать эксклюзивное украшение? Поместите внутрь формы ракушку, лепесток или бутон цветка, и декор приобретет самобытность!

Элементы декора и мебель
Так как эпоксидная смола относится к доступным материалам, из нее производят и достаточно крупногабаритные предметы. В домах настоящих ценителей эксклюзивности можно встретить столешницы из эпоксидки, барные стойки и подоконники. Особой дизайнерской выразительностью обладают изделия с многослойной заливкой. Декор, помещенный в состав на разных слоях, придает композиции объемность и делает ее более выразительной.

Шлифовка изделий
К сожалению, технологии отливки изделий в домашних условиях не всегда гарантируют точность их геометрии и отсутствие наплывов. Чаще всего после заливки эпоксидной смолы, ее отверждения и удаления готового украшения из формы декору требуется шлифовка. Проводить ее следует не ранее, чем через 3-7 дней после полного завершения процесса полимеризации. Выполнять шлифовку можно самостоятельно, используя наждачную бумагу с различной зернистостью. Работы производятся поэтапно с точным соблюдением последовательности замены абразива.
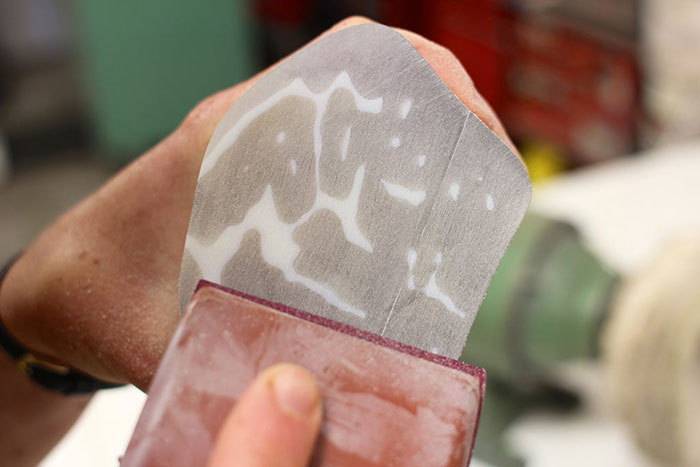
Во время шлифовки ни в коем случае нельзя допускать перегрева смолы. При повышении температуры до 40°С, материал теряет твердость и становится подверженным крошению и растрескиванию. Чтобы избежать этого, использовать электроинструмент разрешается только на низких оборотах.

И еще, не забудьте позаботиться о средствах индивидуальной защиты. Даже при условии регулярного смачивания, во время шлифовки образуется большое количество пыли. Оседать она может не только на инструменте и абразивах, но в легких мастера. Для защиты лучше всего использовать респиратор, а при его отсутствии наденьте на лицо многослойную маску.

Полировка поверхностей
Этап полировки эпоксидной смолы наступает при переходе к наждачной бумаге с зернистостью P2000. Именно при таких значениях материала поверхности изделий начинают приобретать абсолютную гладкость и прозрачность. Для финишной обработки вам потребуется полировочная паста. К сожалению, специальных составов для эпоксидных смол производители не придумали, поэтому придется довольствоваться наиболее подходящими для этой цели аналогами.
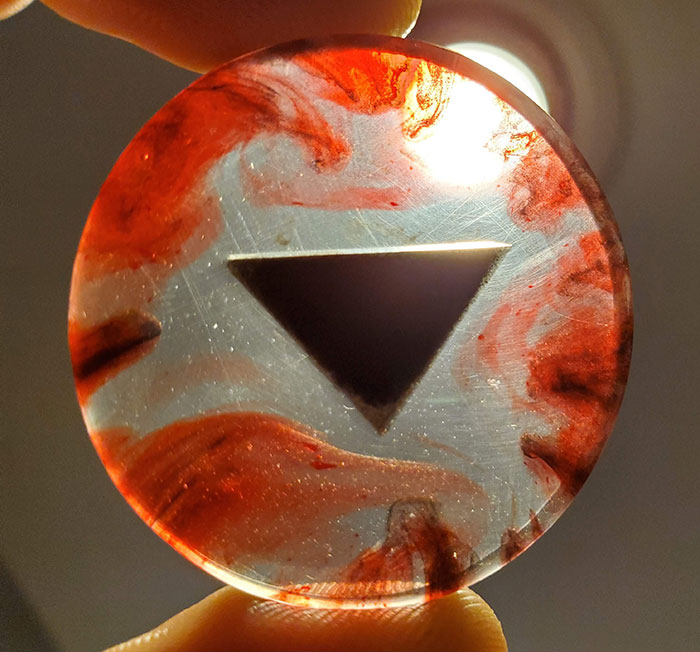
Оптимальным вариантом для этой цели могут стать автомобильные полировочные составы, предназначенные для работы с лакокрасочными покрытиями. Кроме этого, некоторые специалисты рекомендуют использовать пасты ГОИ, однако работать с такими составами сложнее, чем с автомобильными материалами. Во время полировки, так же, как и при проведении шлифовки, поверхность рекомендуется периодически смачивать водой.

Почему эпоксидные смолы желтеют?
До тех пор, пока эпоксидную смолу не начали использовать для творчества, о ее склонности к пожелтению практически не вспоминали. Это не удивительно, ведь ни для строительной сферы, ни для машиностроения этот факт не имеет никакого значения. Но как быть в тех случаях, когда нам нужно, чтобы изделие как можно дольше оставалось привлекательным? К сожалению, пожелтение является естественным процессом для этого материала. Абсолютно все марки эпоксидных смол рано или поздно приобретают желтоватый оттенок.
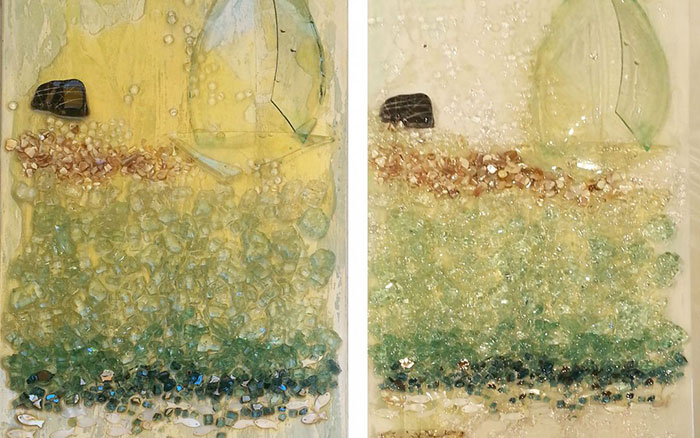
Почему так происходит? Причина кроется в свойствах отвердителя, который изначально имеет желтый цвет. После смешивания желтизна на некоторое время нейтрализуется. Однако со временем она вновь возвращается. Факторов, активизирующих процесс пожелтения, несколько. Самое сильное воздействие оказывает УФ-излучение. Кроме этого, желтизна появляется в процессе окисления. Еще одной причиной является высокая температура полимеризации.

Как избежать пожелтения или отсрочить его?
Увы, но каковы бы ни были ваши усилия, полностью исключить пожелтение изделий из эпоксидной смолы не удастся. Но не стоит отчаиваться. Во-первых, многие современные составы хоть и желтеют, но сохраняют прозрачность, а это очень важное преимущество. Во-вторых, есть несколько правил, соблюдение которых помогает отсрочить потерю эстетичности.
Компенсировать желтизну помогает добавление в состав на этапе смешивания всевозможных пигментов. Помните, что для этой цели нужно использовать только специальные красители.

И еще один небольшой секрет от мастеров. При выборе компаунда предпочтение лучше всего отдавать ювелирным смолам, так как они в меньшей степени подвержены пожелтению. Малоэстетичный оттенок в таких смолах появляется только при интенсивном воздействии УФ-излучения или при нарушении правил приготовления состава.

Как защитить изделия из эпоксидной смолы?
Ответ на этот вопрос интересует всех мастеров, работающих с эпоксидкой. Самым эффективным и доступным способом защиты является покрытие готовых изделий лаком. Для этой цели лучше всего использовать полиуретановые или акрил-уретановые составы. Наносить их следует несколькими слоями, с отверждением и шлифовкой каждого. Что дает обработка лаком?

Секреты ухода за изделиями из эпоксидки
Напоследок нам осталось уделить несколько слов правилам ухода за столешницами и украшениями из эпоксидной смолы. Их всего несколько.
Очищать поверхности нужно с помощью мягкой тряпки. Использование любых абразивов категорически запрещено, так как они могут оцарапать полимер.

Несмотря на химическую нейтральность, лучше избегать контакта декора с агрессивными компонентами: средствами для снятия лака, спиртом и др.

Хранить украшения из эпоксидной смолы нужно отдельно друг от друга и от изделий из других материалов. Это поможет избежать механического повреждения поверхностей об острые грани и металлические детали.
11 дефектов литья под давлением и способы их предотвращения
Существует много дорогостоющих ошибок, когда дело касается литья под давлением. Проблемы качества в отлитых изделиях могут быть в виде незначительных дефектов поверхности и более серьезных проблема, которые могут повлиять на безопасность, производительность и функциональность изделия. Они могут быть вызваны проблемами, связанными с процессом формировки, использованиям материалов, конструкцией инструментов или комбинацией всех трех факторов.
Давайте рассмотрим самые распространенные дефекты качества, касающиеся литья под давлением, что их вызывает и что вы можете сделать, чтобы избежать их.
Дефекты литья часто вызваны проблемами процесса.
1. Розводы или линии потоков
Потоки часто выглядят как волнистые рисунки, несколько иного цвета, чем окружающая область, и обычно на более узких участках формируемого компонента. Они также могут быть кольцеобразными полосами на поверхности изделия у точек входа формы или «ворот», через которые протекает расплавленный материал. Линии потоков обычно не влияют на целостность компонента. Однако, они могут быть непривлекательными и неприемлемыми, если их можно найти в определенных потребительских продуктах, например, солнцезащитных очках высокого класса.

Причины и средства устранения таких линий
Потоки чаще всего является результатом колебаний скорости охлаждения материала, поскольку он протекает в разных направлениях по всей форме. Различия в толщине стенок также могут вызвать охлаждение материала с разной скоростью, оставляя за собой линии потока. Например, расплавленный пластик очень быстро охлаждается во время процесса впрыска и следы потока заметны, когда скорость введения слишком медленная. Пластик становится частично твердым и клейким при одновременном заполнении формы, вызывая появление волнистого рисунка.
Вот несколько распространенных способов устранения такого дефекта:
2. Следы горения
Следы горения обычно появляются в виде черных пятен или следов ржавчины на краю или поверхности формируемой пластиковой детали. Метки горения, как правило, не влияют на целостность деталей, если пластик не сожжен полностью.
Причины и профилактика следов горения
Обычной причиной появления следов горения на литейных деталях есть захваченный воздух или же сам полимер перегревается в полости формы во время впрыска. Чрезмерная скорость впрыска или нагревание материала часто приводят к перегреву, что является причиной появления меток горения. Вот меры профилактики, чтобы избежать следов обгорания в формируемых компонентах:
3. Искривление (скручивание)
Причины и предотвращение искривления в отлитых деталях
4. Вакуумные пустоты / воздушные карманы

Общие причины и меры по предотвращению возникновения вакуумных пустот в отлитых деталях
Одной из главных причин пустот является недостаточное давление для вытеснения воздуха из полости формы. В противном случае материал, ближайший к стенке формы, слишком быстро охлаждается, вследствие чего материал затвердевает и извлекается наружу, создавая «нарыв». Сам материал может быть особенно уязвимым к пустотам, если его плотность от расплавленного к затвердевшему состоянию значительно изменится. Пустоты труднее избежать в деталях, которые являются толще, чем 6 мм. Общие способы предотвращения пустот включают:
5. Следы углублений

Причины и предотвращения следов углублений
Следы углублений похожи на вакуумные пустоты, но обратные по причине и следствиям. Вместо того, чтобы материал охлаждался очень быстро у внешней части детали, он остывает слишком медленно. Как результат, сжатие втягивает материал внутрь, прежде чем у него появится возможность охладиться, что приводит к деградации. Как и в случае с пустотами, следы раковины чаще встречаются на более толстых частях компонента. Вот несколько шагов, которые вы можете предпринять, чтобы предотвратить этот дефект:
6. Линии спайки
Линии спайки могут появляться на поверхности отлитой части, где расплавленный материал сходился после расщепления на два или более направления пресс-формы. Линия спайки, напоминает волос, является результатом слабого связывания материала, снижает прочность детали.

Общие причины линий спайки и способы их предотвращения
Для двух (и более) потоков полимерного или другого расплавленного материала нужно поддерживать определенную температуру при столкновении. В противном случае они частично твердеют и не будут достаточно связываться там, где встречаются, в результате чего образуются швы. Распространены такие методы во избежание линий спайки в отлитых деталях:
7. Брызги
Брызги могут возникнуть, когда в полость формы введена начальная «струя» расплавленного материала, который начинает твердеть до заполнения полости. Брызги часто появляются в виде четкой линии на поверхности готового изделия, идущие от начального входа. Эти видимые потоки могут привести к слабости изделия.

Причины и методы предотвращения брызг в отлитых деталях
Дефекты, как правило, связаны с использованием или хранением материалов
Дефекты литья под давлением часто могут возникать из-за материал или того, как производитель хранит и обрабатывает материал перед производственным процессом. Эти дефекты могут варьироваться от незначительных эстетических проблем к ухудшению прочности готового компонента. Также могут возникнуть серьезные проблемы безопасности, в зависимости от намерения применять продукт.
8. Выцветание/потеря цвета
Потеря цвета возникает, когда отлитая деталь имеет другой цвет, чем должна. Часто обесцвечивание ограничивается локализованной областью или несколькими полосками ненормального цвета на отлитой части. Этот дефект обычно влияет на внешний вид детали, не снижая ее прочности.

Причины обесцвечивание в отлитых изделиях и способы их избежания
Распространенной причиной обесцвечивания есть остатки гранул или смолы в сопле или пресс-форме предварительного производства. Плохая термостабильность красящего вещества или неправильное перемешивания есть еще одними причинами. Используйте такие меры, чтобы ограничить риск потери цвета в отлитых продуктах:
9. Расслоение

Причины и предотвращение расслоения при литье под давлением
Наиболее частой причиной отслоения является загрязнение полимеров или других основных материалов сторонним материалом. Клейкое разделение приводит к тому, что два материалы не могут должным образом связаться друг с другом. Например, вы можете сочетать обычный основной пластик, такой как акрилонитрил бутадиен стирол (ABS), с несовместимым пластиком, таким как полипропилен (PP). В результате потеря прочности материала была бы очень опасной, если ваша деталь предназначена для безопасного использования.
Кроме материала, загрязнителем также может быть любое избыточное вещество, которым покрывают форму, для более легкого отделения компонентов. Избыток влаги на материале, из-за неправильного высыхания перед использованием, также может привести к расслоению. Рассмотрите такие действия для предотвращения этого дефекта, если обнаружите расслоение:
ДЕФЕКТЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, ВЫЗВАННЫЕ ПЛОХИМ ДИЗАЙНОМ ИЛИ ТЕХНИЧЕСКИМ ОБСЛУЖИВАНИЕМ
Дефекты могут быть обнаружены в отлитых изделиях из-за проблем с самим инструментом для отливки формы. Определенные дефекты, вероятно, могут возникнуть, когда пресс-форма плохо сделана. Особенно в последнем случае эти дефекты могут быть тяжелыми или дорогими для устранения в будущих производственных процессах, когда необходимо полностью капитально отремонтировать форму.
10. Недолив
Недолив материала возникает, когда поток расплавленного материала не полностью заполняет полости в пресс-форме. В результате получается, что отлитый компонент является неполным после охлаждения. Недолив может выглядеть как отсутствуе зубца на пластиковой вилке. Этот дефект классифицируются как значительный, который может влиять на функционирование или внешний вид отлитой детали.
Причины и методы предотвращения недолива в отлитых изделиях
Наиболее частой причиной недолива есть ограничения потока вследствие узких или заблокированных выходов. Иногда материал слишком вязкий или пресс-форма слишком холодная, чтобы позволить расплавленному материалу полностью заполнить форму перед охлаждением. С другой стороны захваченные воздушные карманы могут препятствовать правильному потоку, также давление впрыска может быть недостаточным. Рассмотрите следующие действия для предотвращения короткого выстрела:

11. Облой

Общие причины появления облоев и предотвращения их в отлитых изделиях
Неправильно сконструирована или изношена пресс-форма является наиболее распространенным фактором для появления облоя. Чрезмерно высокая температура формы или давление впрыска также могут создать заусеницы. Материал, протекающей через полости формы, может продвигаться между плитами, когда сила зажима пластины недостаточна. Делайте следующие шаги для предотвращения заусениц в отлитых изделиях:
Вывод
Производство с применением литья под давлением обычно требует значительных передовых инвестиций в оборудование. Вот почему особенно важно спроектировать пресс-форму правильно первый раз, а не переделывать после обнаружения серьезных дефектов. Дефекты, связанные с процессом литья или материалом, решаются легче и дешевле. Но независимо от причины, дефекты в отлитых изделиях могут сильно навредить вашей репутации.
Теперь, когда вы знакомы с распространенными дефектами литья под давлением, можете принять меры, чтобы избежать их в будущем и быть уверенными, что ваши продукты будуть всегда соответствовать высоким стандартам качества и требованиям ваших клиентов.
Источник: Oliver Knack 11 Injection Molding Defects and How to Prevent Them,Manufacturing and QC blog, 11 December 2015