Правила техники безопасности при плоскостной разметке
1. Не класть чертилку и разметочный циркуль в карман халата; их можно держать только на верстаке.
3. Надежно устанавливать разметочную плиту на столе.
4. Не работать на неисправном заточном станке, при отсутствии кожуха, зазоре между кругом и подручником более 2..3мм, биение круга.
5. Установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах.
6. Проверять надежность крепления молотка на рукоятке.
Типичные дефекты при выполнении разметки, причины их появления и способы предупреждения
Вопросы для самоконтроля:
1. Для чего служит плоскостная разметка?
2. Для чего размечаемую поверхность окрашивают?
3. В какой последовательности нужно наносить разметочные линии?
4 Почему точность измерительного инструмента должна быть выше, чем точность изготовления детали, которая этим инструментом проверяется?
5. Какую точность можно получить при обычных методах разметки?
6. Из каких материалов изготавливают чертилки, циркули, кернеры?
7. Как определить годность заготовки?
8. Перечислите правила техники безопасности при разметке.
9. Какие встречаются дефекты при выполнении разметки?
Практическое занятие№7.
Тема: «Гибка металлов»
Дата добавления: 2020-04-25 ; просмотров: 702 ; Мы поможем в написании вашей работы!
Pereosnastka.ru
Обработка дерева и металла
Действительный размер детали всегда, хотя бы немного, но отличается от того, что прочитывается нами на шкале измерительного инструмента или измерительного прибора. Эту разницу между результатом измерения и действительным размером называют погрешностью измерения, а величина последней характеризует степень точности измерения. Погрешности измерения тем больше, чем несовершеннее измерительный инструмент и несовершеннее процесс измерения, а также и те условия, в которых протекает этот процесс. Следовательно, чем точнее нужно измерить деталь, тем точнее должен быть измерительный инструмент.
Тем не менее нет особой необходимости во всех случаях пользоваться измерительными инструментами наивысшей точности, так как это связано с большими расходами. По этой причине для измерений, не требующих высокой точности, применяют менее точные инструменты и только при очень точных работах пользуются соот ветствующим поверочным и измерительным инструментом и при борами.
Какая же существует разница между проверочными и измерительными средствами?
Проверочным инструментом называется инструмент, указывающий на наличие отклонений, в размере детали, но не показывающий их величины. Инструменты, позволяющие определять размер детали или величину отклонения от размера, называются измерительными приборами и инструментами.
При пользовании, как одним, так и другим видом инструмента погрешности неизбежны. Величина погрешности измерения зависит от многих причин, но самые существенные из них такие:
1) неровности и другие недостатки поверхности;
2) температура измерения деталей;
3) неправильное использование инструмента и небрежный уход за ним;
4) конструкция инструмента и погрешности в его изготовлении.
Каждая из этих причин по-своему влияет на точность измерения. Но наибольшее влияние оказывает неровность поверхности. Дело в том, что только невооруженному человеческому глазу чисто обработанная поверхность кажется ровной и гладкой, а в действительности она покрыта выступами и впадинами. Поэтому при ее измерении инструмент в одном случае прилегает к выступам, в другом — к впадинам и результаты получаются различными. Такое явление лишает уверенности в том, что при измерении инструмент покажет действительный размер детали. Чтобы уменьшить погрешности измерения и получить большую уверенность в правильности читаемого на шкале размера инструмента, измеряемые поверхности должны быть обработаны чисто и точно. Кроме того, следует указать, что на степень точности измерения влияет и загрязненность измеряемой поверхности. Если эта поверхность покрыта маслом или с поверхности не удалены стружка и заусенцы, показания инструмента будут неправильными.
Не менее серьезное влияние на точность измерения оказывает и отклонение от нормальной температуры измерения. Из физики известно, что при повышении температуры твердые тела расширяются. Поэтому если измерить нагретую деталь, то ее размер неизбежно будет отличаться от размера, полученного при измерении остывшей детали. Различные тела расширяются по-разному, по-разному расширяется и деталь и измеряющий ее инструмент, если они изготовлены из различных материалов.
Не следует думать, что величина погрешностей, связанных с нарушением температурного режима измерения, незначительна. Так, например, при изменении температуры стальной детали длиной 100 мм всего на 10°С ее размер изменится на 12 мк. Если же производить измерение латунной детали этой же длины при таком же отклонении температуры стальным инструментом, то погрешность измерения только по причине разного расширения латуни и стали будет равна 7 мк. Поэтому для устранения тепловых погрешностей проверку, размеров следует вести при определенной, стандартной температуре, а температуру измеряемого предмета выравнивать перед измерением до этой же температуры. Такой стандартной температурой считается, температура + 20 °С.
Неправильное пользование и небрежное обращение с измерительным инструментом приводит к потере его точности и увеличению погрешности измерения. Этот инструмент требует бережного отношения: его нельзя бросать на стальные поверхности, измерение нужно вести осторожно без применения силы и ударов, по окончании работы измерительные поверхности следует протирать и смазывать для защиты их от коррозии, хранить его надо в специальных футлярах, а не в общих ящиках с остальным инструментом.
Особенности конструкции инструмента и неточности его изготовления существенным образом сказываются на размере погрешностей измерения, поэтому необходимо всегда выбирать измерительный инструмент, согласуя его точность с заданной точностью измерения. Величина погрешности произведенного измерения может быть уменьшена при умелом применении инструмента. Одним из таких способов служит принцип многократных измерений одного и того же размера, являющийся лишним подтверждением известного житейского правила: «семь раз отмерь, один раз отрежь». И, действительно, если деталь несколько раз обмерить одним и тем же инструментом, а результаты измерения сложить и затем разделить на число произведенных измерений, то этот результат будет значительно ближе к действительному размеру детали. Так, например, если при трех измерениях получено первое измерение равное 40,08 мм, второе 40,06 мм, третье 40,09 мм, то среднее арифметическое их будет:
Величина 40,077 мм ближе к действительному размеру детали, чем каждое из этих измерений, взятое в отдельности.
Погрешности измерения могут быть уменьшены и другим путем. Как известно, существует два способа измерений: абсолютные измерения, при которых определяется вся измеряемая ‘величина, и относительные измерения, при которых узнают только разницу между образцом заранее известного размера и между самим размером. Более точные результаты получаются при относительных измерениях, поскольку при них устранена часть погрешностей, связанных с особенностями конструкций и неточностью изготовления приборов и инструмента. Это подтверждается тем, что большинство инструмента, применяемого в инструментальном производстве, используется, как инструмент для относительных измерений: концевые меры длины в комбинации с штангенрейсмасом и индикатором, индикаторные приборы для внутренних измерений, миниметры, оптиметры и т. д. И, действительно, сличение, например, любого размера с блоком концевых мер длины при помощи индикатора дает меньшие погрешности, чем непосредственное измерение этого размера по шкале такого же индикатора.
Измерительные инструменты — назначение, контроль, виды, ремонт
Все автомобили, станки, приборы и инструменты состоят из множества деталей. Каждая из них имеет определенную форму и размеры. Расчет параметров деталей требует высокой точности, которую возможно соблюсти только при использовании измерительных инструментов или измерительных станков.
1. Выбор средств измерений и их применение
Выбор средств измерений при проверке точности деталей – один из важнейших этапов разработки технологических процессов технического контроля.
Основные принципы выбора средств измерений заключаются в следующем: точность средства измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоемкость измерений и их стоимость должны быть возможно более низкими, обеспечивающими наиболее высокие производительность труда и экономичность.
Недостаточная точность измерений приводит к тому, что часть годной продукции бракуют (ошибка первого рода); в то же время по той же причине другую часть фактически негодной продукции принимают как годную (ошибка второго рода).
Излишняя точность измерений, как правило, бывает связана с чрезмерным повышением трудоемкости и стоимости контроля качества продукции, а следовательно, ведет к удорожанию ее производства.
При выборе измерительных средств и методов контроля изделий учитывают
Определяющим фактором является допускаемая погрешность измерительного средства, что вытекает из стандартизованного определения действительного размера как и размера, получаемого в результате измерения с допустимой погрешностью.
Самый простой способ выбора средств измерений основан на том, что точность средства измерений должна быть в несколько раз выше точности изготовления измеряемой детали. При контроле точности технологических процессов измерением точности размеров деталей рекомендуется применять средства измерений с ценой деления не более 1/6 допуска на изготовление.
Значение допустимой погрешности измерения зависит от допуска, который связан с номинальным размером и с квалитетом точности размера контролируемого изделия. Расчетные значения допустимой погрешности измерения в мкм приводятся в стандартных таблицах.
Рекомендуется, чтобы величины допустимых погрешностей измерения для квалитетов 2–9 составляли до 30%, для квалитета 10 и грубее – до 20% допуска на изготовление изделия.
Классы, виды, типы измерительного инструмента
В первую очередь все измерители классифицируют по характеру использования. Наиболее обширный класс — это универсальный инструмент. Сюда относят все приборы общего пользования — те, что применяются во всех отраслях и сферах деятельности.
Измерители общего назначения отличаются взаимозаменяемостью, их выдача осуществляется без ограничений. Приборы часто находятся в личном пользовании мастеров. Специальный инструмент — принадлежность отдельных производств и технологических комплексов. К этому классу относятся приборы, применяющиеся для измерения специфических параметров: гладкости поверхности, ее твердости. Могут использоваться для определения параметров отдельных изделий, например шестерен. Характер пользования и хранения таких средств, как правило, носит режимный характер. Например, в ракетостроении мерительные приборы ежедневно перед выдачей поверяются метрологами.
Кроме того выделяют:
Различают виды измерительных инструментов по технологическому признаку, например слесарный инструмент. К этому виду относятся такие типы: штангенциркуль, микрометр, щупы, линейки поверочные и разметочные. Еще один вид — столярный инструмент.
Наиболее популярные типы здесь представлены угольником, малкой, рейсмусом, кронциркулем. Строительные инструменты — это рулетки, спиртовые уровни, складные метры. Многие приборы являются универсальными: ими пользуются мастера всех инженерных профессий.
Применение измерительных станков
Классификация аналоговых измерительных приборов
Для произведения точных замеров могут применяться не только ручные измерительные приборы, но и специальные станки, называющиеся координатно-измерительным оборудованием. Особенность данного оборудования заключается в возможности произведения замеров в трех координатах, что обеспечивает максимальную точность расчетов.
Конструкция станков напоминает стол, на котором установлены рабочие головки, снабженные датчиками. Чтобы произвести контрольный замер, заготовку устанавливают на стол, и датчики производят считывание параметров детали.
Станки могут снимать данные двумя способами:
Ручной строительный инструмент
Рулетка. Главным инструментом, без которого не может обойтись ни один строитель – это рулетка. Рулетка – подобие линейки, выполненное в виде металлической ленты с делениями, равными 1 мм. Лента сматывается в корпус, который может изготавливаться либо из пластика, либо из металла. Лента может иметь различную ширину и длину.
Безусловно, рулетка является универсальной, требующейся для произведения измерительных работ в любых сферах деятельности.
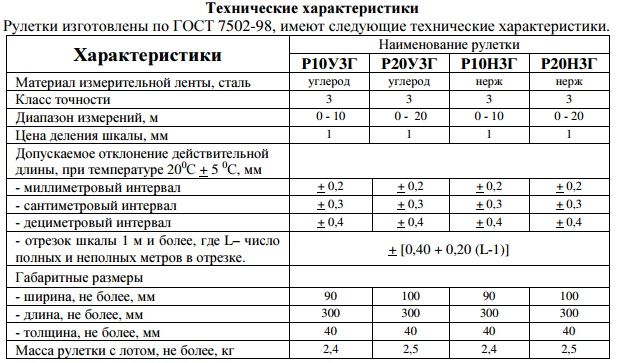
Технические характеристики рулетки
Ватерпас (уровень). С помощью этого устройства определяют ровность горизонтальной и вертикальной поверхностей. Длина уровня может варьироваться от 0,3 м до 2,5 м. Корпус уровня изготавливается из любого легкого материала, например, пластика, и снабжается несколькими окошками.
Через окошки видна стеклянная трубка, частично заполненная специальной жидкостью. Именно эта жидкость и позволяет определять ровность и уровень уклона поверхности.

Отвес. Это самый простой, но незаменимый измерительный инструмент, которым пользуется каждый строитель. Отвес представляет веревку (шпагат), на конце которого привязан металлический конусообразный груз. Его используют в тех случаях, когда необходимо контролировать вертикальность выполнения работ, например, при кирпичной кладке.

Угольник и малка. Угольник изготавливают из дерева или металла и используют для выведения прямых углов. Малка изготавливается из тех же материалов. Ее конструкция состоит из обоймы и линейки, скрепленных между собой шарниром. Если угольник может применяться в любой сфере строительства, малку чаще всего используют при монтаже стропил.

Ручной столярный инструмент
Помимо универсальных приборов, в столярных мастерских применяют специализированный столярный измерительный инструмент. Каждый столяр использует следующее:

Условия эксплуатации оборудования
Контрольно-измерительные инструменты. Выбор средств измерений
1. Выбор средств измерений и их применение
Выбор средств измерений при проверке точности деталей — один из важнейших этапов разработки технологических процессов технического контроля.
Основные принципы выбора средств измерений заключаются в следующем: точность средства измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоемкость измерений и их стоимость должны быть возможно более низкими, обеспечивающими наиболее высокие производительность труда и экономичность.
Недостаточная точность измерений приводит к тому, что часть годной продукции бракуют (ошибка первого рода); в то же время по той же причине другую часть фактически негодной продукции принимают как годную (ошибка второго рода).
Излишняя точность измерений, как правило, бывает связана с чрезмерным повышением трудоемкости и стоимости контроля качества продукции, а следовательно, ведет к удорожанию ее производства.
При выборе измерительных средств и методов контроля изделий учитывают
Определяющим фактором является допускаемая погрешность измерительного средства, что вытекает из стандартизованного определения действительного размера как и размера, получаемого в результате измерения с допустимой погрешностью.
Самый простой способ выбора средств измерений основан на том, что точность средства измерений должна быть в несколько раз выше точности изготовления измеряемой детали. При контроле точности технологических процессов измерением точности размеров деталей рекомендуется применять средства измерений с ценой деления не более 1/6 допуска на изготовление.
Значение допустимой погрешности измерения зависит от допуска, который связан с номинальным размером и с квалитетом точности размера контролируемого изделия. Расчетные значения допустимой погрешности измерения в мкм приводятся в стандартных таблицах.
Рекомендуется, чтобы величины допустимых погрешностей измерения для квалитетов 2–9 составляли до 30%, для квалитета 10 и грубее — до 20% допуска на изготовление изделия.
2. Контрольно-измерительные инструменты
К инструментам с линейным нониусом относятся штангенциркуль, штангенрейсмас и штанген-глубиномер. Основой штангенинструмента является линейка — штанга с нанесенными на ней делениями; это – основная шкала. По штанге движется рамка с вырезом, на наклонной грани которого нанесена нониусная (вспомогательная) шкала.
Штангенциркуль (рис. 2) предназначен для измерения линейных размеров (диаметров, глубины, ширины, толщины и т.п.). На длине 9 мм рамки (нониуса), соответствующей 9 делениям штанги, нанесено 10 равных делений. Таким образом, каждое деление нониуса равно 0,9 мм.
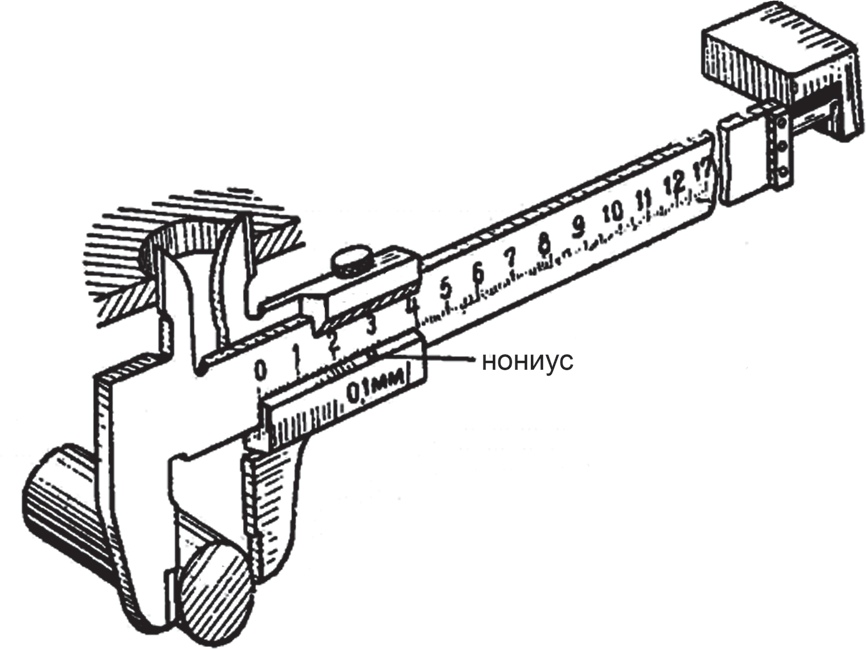
Рис. 2. Методы измерения размеров штангенциркулем
Если поставить рамку так, чтобы шестой штрих нониуса стал против шестого штриха штанги, то зазор между губками будет равен 0,6 мм (рис. 3, А).
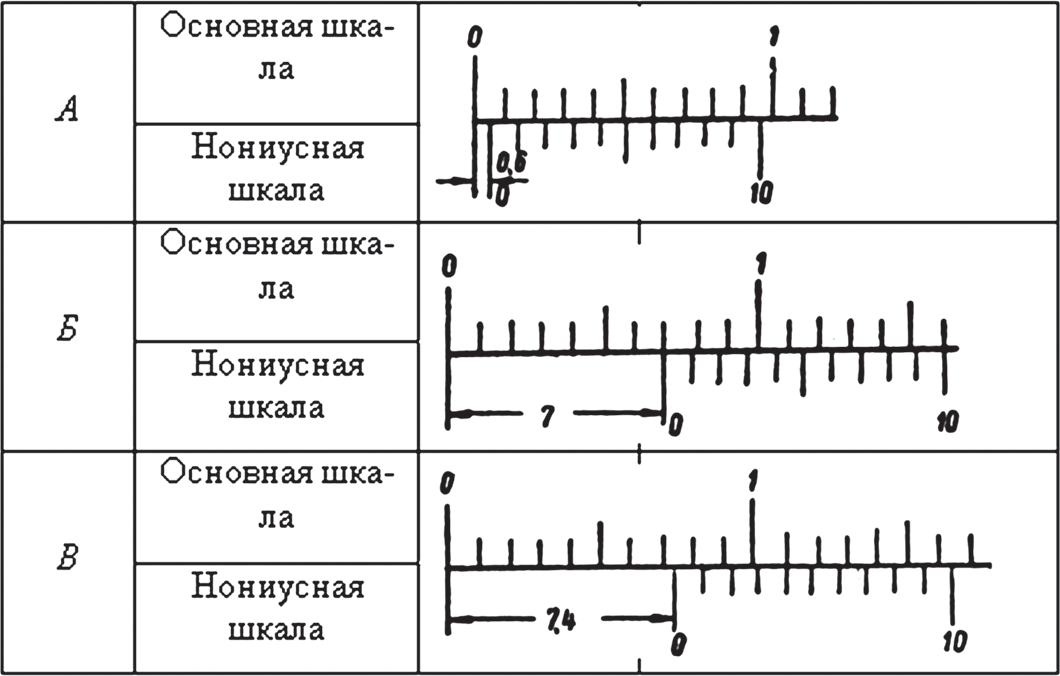
Рис. 3. Установка нониуса: А — на размер 0,6 мм; Б — на размер 7 мм; В — на размер 7,4 мм
Если нулевой штрих нониуса совпал с каким-либо штрихом на штанге, например с седьмым, то это деление и указывает действительный размер в миллиметрах, т.е. 7 мм (рис. 3, Б).
Если нулевой штрих нониуса не совпал ни с одним штрихом на штанге, то ближайший штрих на штанге слева от нулевого штриха нониуса показывает целое число миллиметров. Десятые доли миллиметра равны порядковой цифре штриха нониуса вправо, не считая нулевого, который точно совпал со штрихом штанги — основной шкалы (например 7,4 мм на рис. 3, В).
Кроме нониусов с величиной отсчета 0,1 мм применяются нониусы с величиной отсчета 0,05 и 0,02 мм.
Штангенрейсмасы предназначаются для точной разметки и измерения высот от плоских поверхностей.
Штангенрейсмас (рис. 4, а) состоит из основания 8, в котором жестко закреплена штанга 1 со шкалой; рамки 2 с нониусом 6 и стопорным винтом 3; устройства для микрометрической подачи 4, включающего в себя движок, винт, гайку и стопорный винт; сменных ножек для разметки 7 с острием и для измерения высот 9 с двумя измерительными поверхностями, нижней плоской и верхней в виде острого ребра шириной не более 0,2 мм (рис. 4, б); зажима 5 для закрепления ножек 7 и 9 и державки 10 на выступе рамки (рис. 4, в) для игл различной длины.
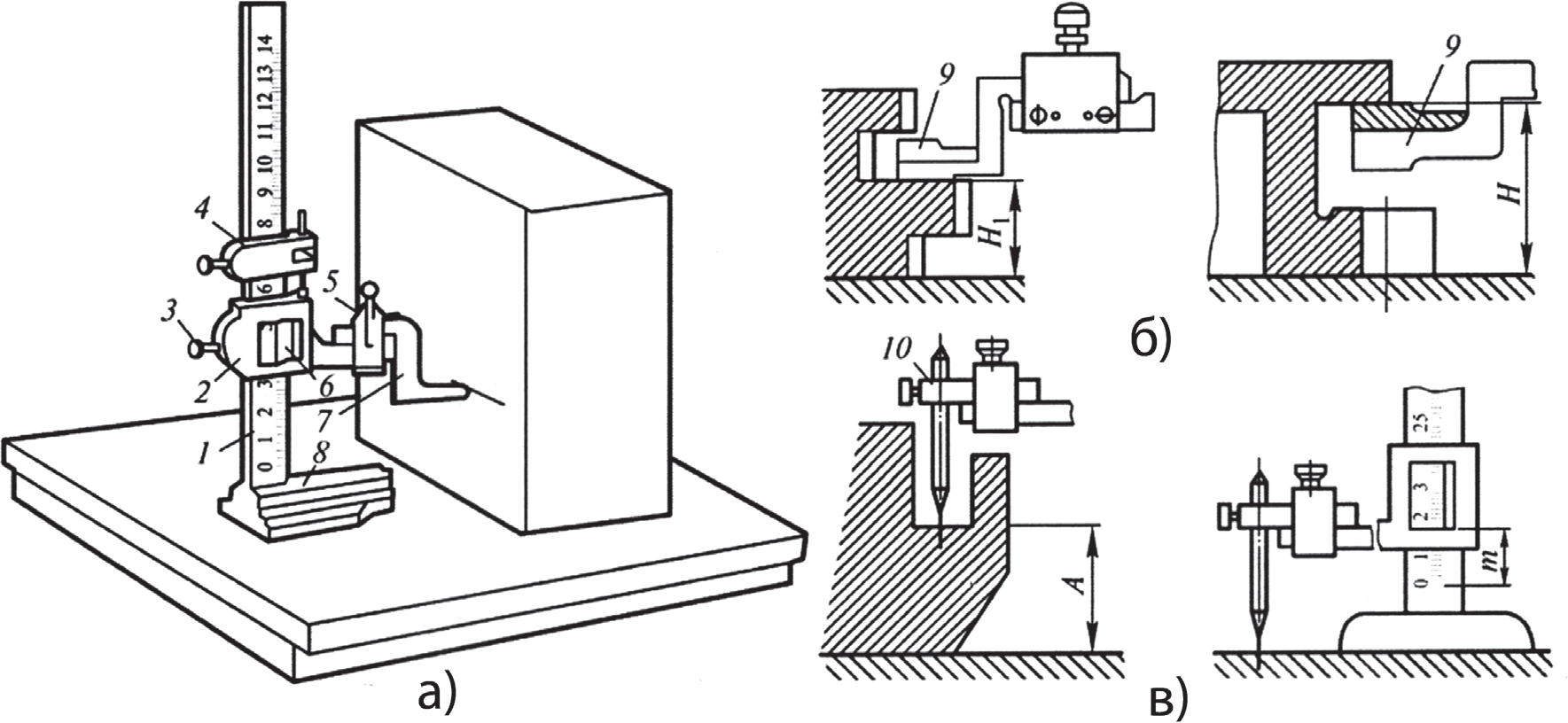
Рис 4. Штангенрейсмас
Шкала и нониус такие же, как и у других штангенинструментов.
Измерение или разметка штангенрейсмасом производится на разметочной плите. Перед измерением проверяется нулевая установка инструмента. Для этого рамку с ножкой опускают до соприкосновения с плитой или специальной базовой поверхностью (в зависимости от вида ножки). При таком положении нулевое деление нониуса должно совпасть с нулевым делением шкалы штанги.
После выверки штангенрейсмаса можно приступать к измерениям. При измерении высоты детали опускают вручную рамку с ножкой, немного не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения с деталью осуществляется с помощью гайки микрометрической подачи. Степень прижима ножки к детали определяется на ощупь. В установленном положении рамку закрепляют.
Индикаторы часового типа. Вследствие небольшого предела измерений инструменты этой группы предназначаются главным образом для относительных (сравнительных) измерений путем определения отклонений от заданного размера. В сочетании со специальными приспособлениями эти приборы могут применяться и для непосредственных измерений. Они используются также и для контроля правильности геометрических форм деталей машин и их взаимного расположения. Наибольшее распространение из приборов этой группы получили индикаторы часового типа (рис. 5, а) с ценой деления 0,01 мм; применяются также индикаторы с ценой деления 0,002 мм.
При перемещении измерительного стержня на 1 мм стрелка индикатора делает полный оборот. Индикаторы, пределы измерения которых более 3 мм, имеют счетчик оборотов стрелки.
Практика измерений. Индикаторы часового типа применяют при измерениях радиального и осевого биения, отклонений от прямолинейности, отклонений положения одной детали относительно другой, при проверке взаимного расположения поверхностей и пр.
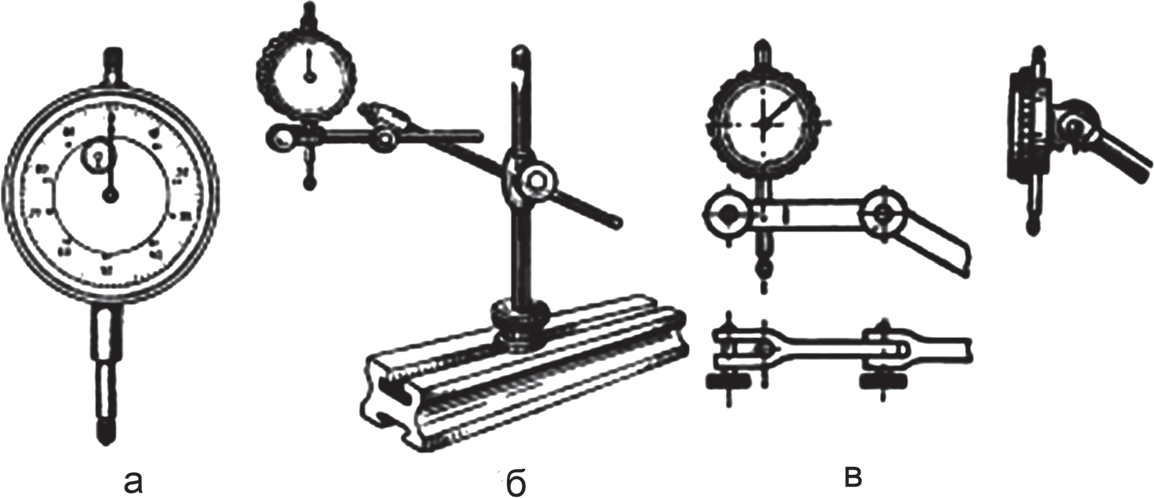
Рис. 5. Индикатор часового типа (а) и установка индикатора для измерения: б — на универсальном штативе; в — различные способы крепления индикаторной головки на штативе
При измерениях применяют универсальный штатив и другие приспособления.
Индикатор, установленный в универсальном штативе (рис. 5, б), может занимать самые различные положения по отношению к проверяемому изделию. Конструктивное оформление универсальных штативов может быть различным, но принципиальная схема их остается одной и той же. Варианты приведены на рис. 5, в.
При любом измерении индикатором (абсолютном или относительном) его нужно установить в некоторое начальное положение. Для этого измерительный наконечник приводят в соприкосновение с поверхностью установочной меры (или столика). Индикатор подводят так, чтобы стрелка его сделала 1–2 оборота. Таким образом стержню индикатора дается натяг, чтобы в процессе измерения индикатор мог показать как отрицательные, так и положительные отклонения от начального положения или установочной меры. Стрелка индикатора при этом устанавливается против какого-либо деления шкалы. Дальнейшие отсчеты следует вести от этого показания стрелки, как от начального. Чтобы облегчить отсчеты, начальное показание обычно приводят к нулю. Установка индикатора на нуль осуществляется поворотом циферблата за рифленый ободок.
При измерениях индикаторным нутромером его предварительно настраивают на измеряемый размер по микрометру, блоку плоскопараллельных концевых мер или калиброванному кольцу и после этого устанавливают на нуль.
Настроенный нутромер осторожно вводят в измеряемое отверстие и небольшими покачиваниями (рис. 6, а) определяют отклонение стрелки от нулевого положения. Это и будет отклонение измеряемого размера от того, на который был настроен. В тех случаях, когда измерительный стержень индикаторной головки не может коснуться измеряемой поверхности, прибегают к специальным рычажным приспособлениям, соединенным с корпусом индикатора. Устройство этих приспособлений ясно из рисунка (рис. 6, б).
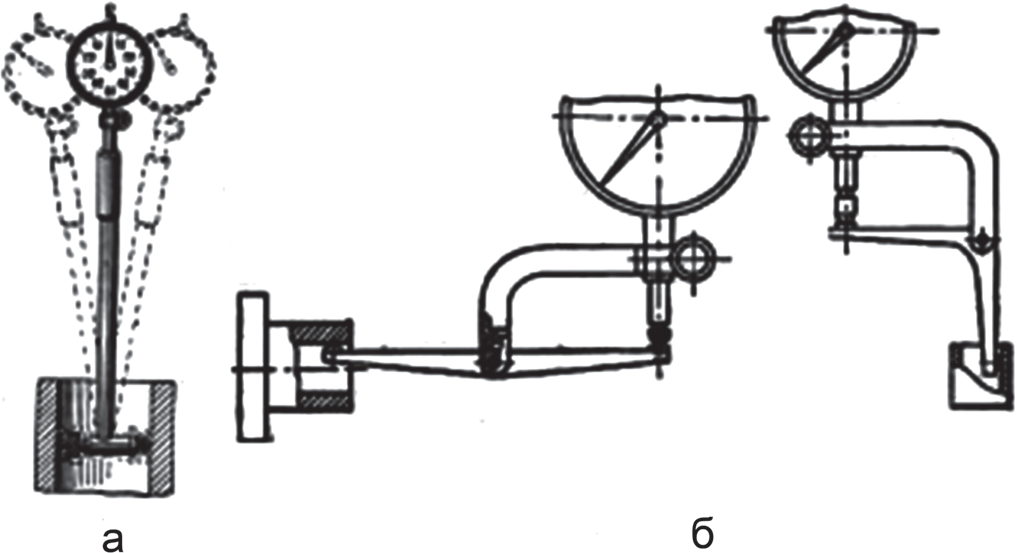
Рис. 6. Индикаторный нутромер (а) и рычажные приспособления к индикатору (б), применяемые для измерений в труднодоступных местах
Микрометры для наружных измерений (рис. 7), микрометрические нутромеры и микрометрические глубиномеры относятся к микрометрическим инструментам.
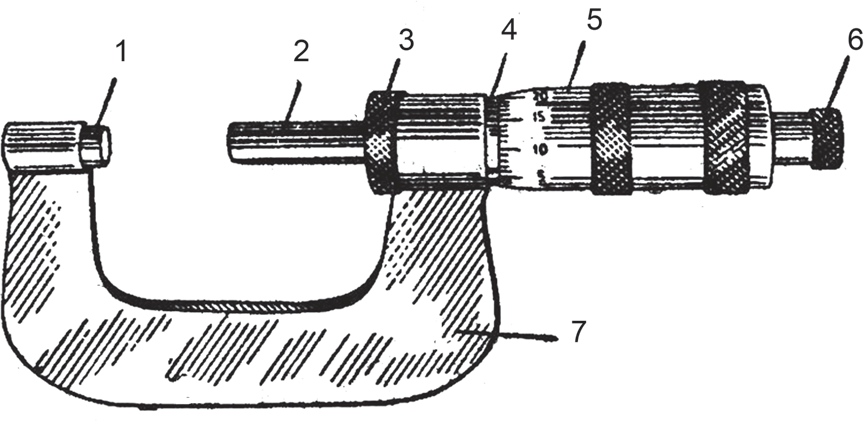
Рис. 7. Микрометр для наружных измерений: 1 — пятка; 2 — микрометрический винт; 3 — стопорная гайка; 4 — втулка; 5 — барабан; 6 — трещотка; 7 — скоба
Отсчетное устройство микрометрических инструментов состоит из втулки 1 (рис. 8, а) и барабанчика 2. На втулке по обе стороны продольной линии нанесены две шкалы с делениями через 1 мм так, что верхняя шкала сдвинута по отношению к нижней на 0,5 мм.
На скошенном конце барабанчика имеется круговая шкала с 50 делениями. При вращении барабанчик перемещается вдоль втулки и за один оборот проходит путь, равный 0,5 мм. Следовательно, цена деления шкалы барабанчика равна 0,5:50=0,01 мм.
При измерениях целое число миллиметров отсчитывают по нижней шкале, половины миллиметров — по верхней шкале втулки, а сотые доли миллиметра — по шкале барабанчика. Число сотых долей миллиметра отсчитывают по делению шкалы барабанчика, совпадающему с продольной риской на втулке.
Примеры отсчета по шкалам микрометра приведены на рис. 8.
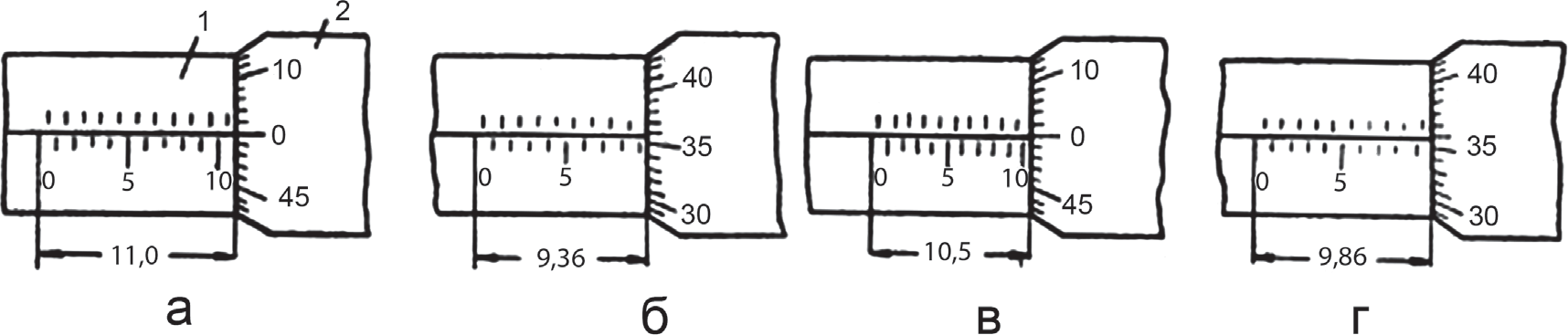
Рис. 8. Методика отсчета размеров по шкале микрометрического инструмента: а — 11,0 мм; б — 9,36 мм; в — 10,5 мм; г — 9,86 мм
Чтобы при измерении микрометром ограничить силу натяжения на измеряемую деталь и обеспечить постоянство этой силы, микрометр снабжается трещоткой.
Перед тем как прочесть показания микрометра, барабанчик закрепляют с помощью специального стопора.
Кроме обычных штангенциркулей и других инструментов с нониусной шкалой и шкалой часового типа применяют также и модели инструментов с электронными цифровыми индикаторами, которые выводят на экран в цифровом виде показания значений произведенного измерения.
При эксплуатации измерительных приборов следует помнить, что измерительные поверхности у наконечников должны быть чистыми, а измеряемые поверхности деталей должны быть чистыми и их температура не должна отличаться от температуры измерительных приборов. Недопустимо измерять горячие детали точными измерительными приборами. В руках измерительные приборы долго держать нельзя, так как это влияет на точность измерений. Не допускается измерять подвижные детали, потому что это опасно, приводит к быстрому износу измерительных поверхностей инструмента и к потере точности результатов измерения.
При кратковременном и длительном хранении измерительный инструмент протирают мягкой ветошью с авиабензином и смазывают тонким слоем технического вазелина. Измеряющие поверхности наконечников отделяют друг от друга, а стопоры ослабляют. При длительном хранении инструменты обертывают промасленной бумагой.
Перед тем как приступить к измерениям рекомендуют проверить нуль показаний средств измерения. Для этого предварительно настраивают показания шкалы инструмента на измеряемый размер по мерным плиткам (плоскопараллельным концевым мерам) или по калиброванному кольцу или валику и таким образом определяют положение нуля при измерениях.
Щупы служат для определения величины зазоров с точностью 0,01 мм (рис. 9).
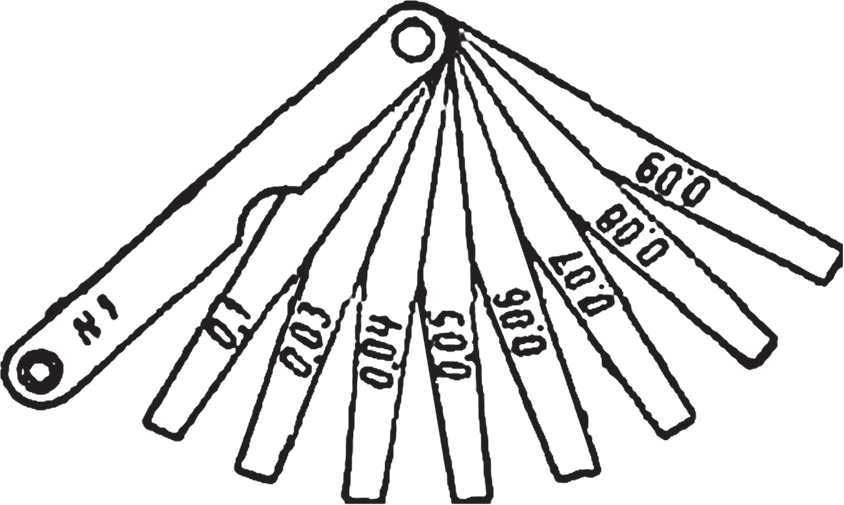
Рис. 9. Набор щупов
Щупы изготовляются 1-го и 2-го классов точности с толщиной пластин от 0,03 до 1 мм и с интервалом 0,01 мм или больше, в зависимости от номера набора.
Поверочные плиты (рис. 10) являются основными средствами проверки плоскостности поверхности детали методом на краску. Плиты изготовляют из чугуна размерами от 100х200 до 1000х1500 мм.
На поверхности плит не должно быть коррозийных пятен или раковин.
Поверочные плиты служат не только для контроля плоскостности. Их широко используют в качестве базы для различных контрольных операций с применением универсальных средств измерений (рейсмусов, индикаторных стоек и др.)
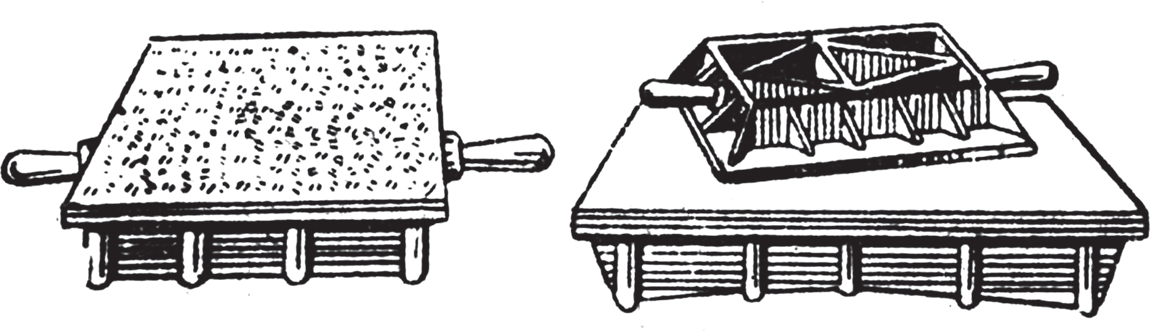
Рис. 10. Поверочные плиты
Поверочные линейки стальные. Отклонения от плоскостности и прямолинейности (отклонения формы плоских поверхностей) контролируют с помощью поверочных линеек (рис. 11). Поверочные линейки выпускают лекальные с двусторонним скосом (рис. 11, а); трехгранные (рис. 11, б) и четырехгранные (рис. 11, в); с широкой рабочей поверхностью (прямоугольного сечения (рис. 11, г) и двутаврового сечения (рис. 11, д), «чугунные мостики» (рис. 11, е).
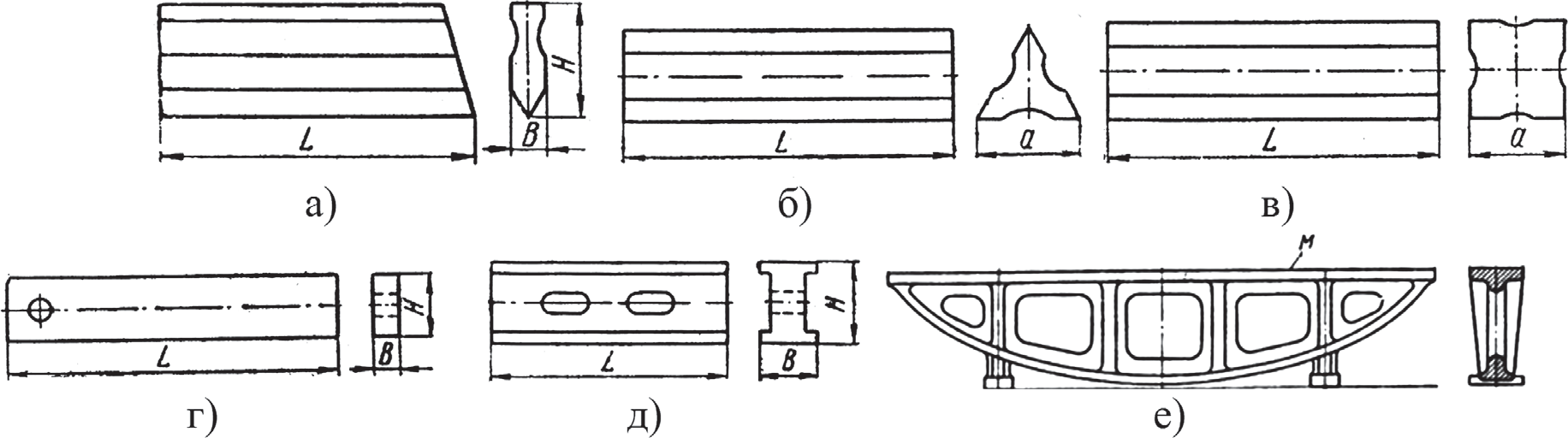
Рис. 11. Поверочные линейки
Линейки выпускаются различных размеров (LxHxB мм): а – до 320х40х8; б – до 320х30; в – до 320х25; г – до 1000х60х12; д – до 4000х160х30.
Поверочные линейки изготовляют длиной: лекальные — до 500 мм, «чугунные мостики» — до 2500 мм и более. Лекальные применяют для контроля прямолинейности поверхности детали «на просвет», а поверочные линейки «чугунные мостики» — применяют для проверки прямолинейности «на краску», с помощью щупа или папиросной бумажки.
При проверке на просвет (рис. 12, а) лекальную линейку укладывают острым скосом на проверяемую поверхность, а источник света помещают сзади линейки и детали. Минимальная ширина щели, улавливаемая глазом, составляет 3…5 мкм. Для контроля щели просвета обычно используют щупы.
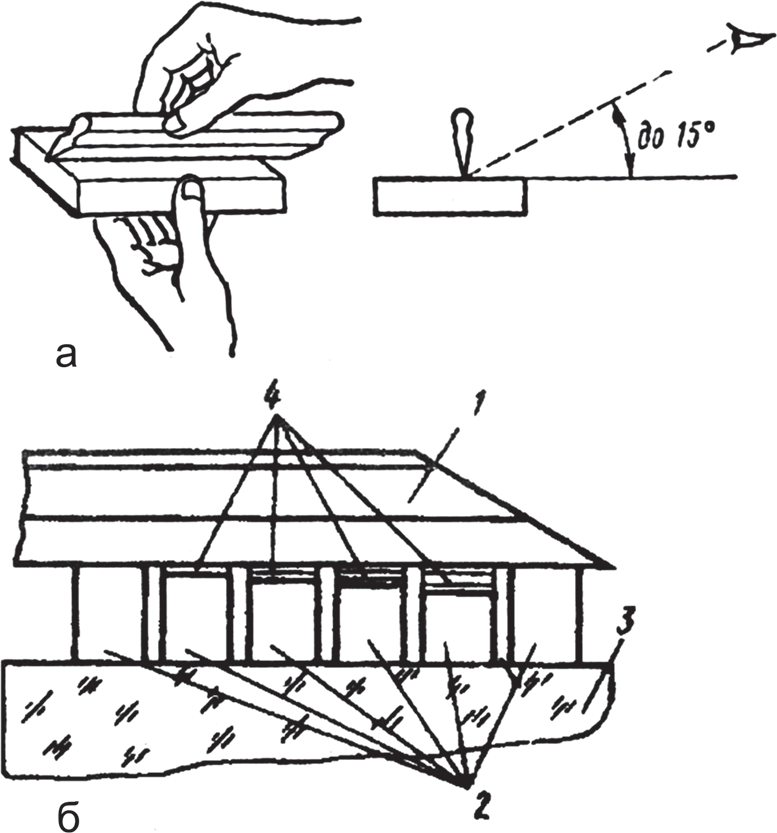
Рис. 12. Схема контроля отклонения от плоскостности лекальной линейкой «на просвет»: а — визуально; б — с образцом просветов
Измерение отклонений от прямолинейности лекальными линейками «на просвет» требует навыка от исполнителя. Для выработки навыка оценивать на глаз по величине просвета величину отклонения от прямолинейности применяют образец просветов (рис. 12, б), который состоит из лекальной линейки 1, комплекта из четырех концевых мер длины с градацией 1 мкм, двух одинаковых концевых мер длины (2) и стеклянной пластины 3. При измерении между концевыми мерами длины и ребром линейки образуются «просветы», окрашенные в разные цвета вследствие дифракции видимого света и от величины зазора между линейкой и концевой мерой длины.