G-CODE по-русски для 3D печати (Мини-справочник)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Часто, для качественной печати, и, особенно, при подборе параметров печати, при калибровке необходимо уметь читать и править G-код.
Банальный пример: установка своих значений для «Температурной башни» или создание стартового и конечного блоков кодов в слайсерах под конкретный принтер.
Надоело искать по разным сайтам, пытаясь найти ПРАВИЛЬНОЕ описание той или иной команды и ее параметров.
Сделал себе такой мини-справочник. Буду рад, если кому еще пригодится.
Старался описать максимальное количество используемых команд, кроме совсем уж специфичных.
(Да-да, особые команды для дельт, например, уж простите, считаю специфичными и мне не нужными)
Однако, большинство команд поддерживаются всеми принтерами и прошивками.
Внимание! Соответствие команд и параметров проверены только для прошивки Marlin.
G0(G1) Xnnn Ynnn Znnn Ennn Fnnn – перемещение.
G1 – линейное рабочее перемещение
Xnnn, Ynnn, Znnn – координаты.
Fnnn – скорость перемещения в мм/мин.(эта скорость будет использ. до след. изменения).
G0 X12 (переместится на 12 мм по оси X)
G0 F1500 (Установить скорость перемещения равной 1500 мм/мин.)
G1 X90.6 Y13.8 E22.4 (Переместиться на 90.6 мм по оси X и на 13.8 мм по оси Y в тоже время выдавить 22.4 мм материала.)
G4 Pnnn (или Snnn) – ожидание.
«G4 S2» и «G4 P2000» – эквивалентны
Откат филамента в соответствии с настройками M207.
Подача / восстанавливает положение пластика в соответствии с настройками M208.
С этого момента отсчет будет вестись в дюймах/миллиметрах.
G28 – домой по всем осям.
Команда позволяет создать компенсационную(по высоте Z) сетку и использовать ее в дальнейшем при печати. Сетку можно использовать многократно, даже после выключения принтера.
После использования команды G28 сетка, созданная командой G29 «слетает».
Необходимо сохранять сетку стразу после ее создания! Для вызова сетки из памяти использовать команду М420.
Перед использованием G29 обязательно использовать G28, иначе сетка будет неверной.
Создание Mesh Bed Leveling вручную(через команды):
1. Введите G29 S0 для начала создания сетки.
2. Введите G29 S1 для установки первой точки сетки.
3. Выровняйте сопло по высоте при помощи бумажки(как обычно).
4. Введите G29 S2 для сохранения значения и перехода к новой точке
5. Повторить шаги 3 и 4, пока процедура создания не закончится.
6. Введите M500 чтобы записать полученную сетку в EEPROM.
Создание Mesh Bed Leveling при помощи меню принтера(функция должна быть активна в прошивке):
1. Выберите пункт Prepare, а после Auto home (она же команда G28).
2. Выберите пункт Prepare, а после Level Bed.
3. Ждите начала инструкций на экране. Нажмите «крутилку» на экране, при появлении надписи «Click to Begin». Голова уедет в первую точку сетки.
4. Используя «крутилку», поднимая или опуская сопло, выставите сопло по бумажке. Так же как при выравнивании стола. После того, как вы добились нужного зазора между соплом и бумажкой, нажмите на «крутилку». Голова уедет к новой точке сетки.
5. Повторяйте п.4 пока программа не пройдет все точки.
6. После окончания войдите в меню Control и выберите пункт Store memory для сохранения созданной сетки в EEPROM.
Для использования сохраненной в EEPROM сетки при печати используйте команду
Все координаты являются абсолютными относительно начала координат станка.
Все координаты с этого момента становятся относительными по отношению к последней позиции. Марлин переводит все оси в относительные координаты, в том числе экструдер.
Эта команда может быть использована без каких-либо дополнительных параметров.
Пример: G92 X10 E90
Двигатели можно вращать руками. Аналог команды M84
Если SD карта загружена при включении принтера, то это произойдет по умолчанию. SD карта должна быть проинициализирована для работы других функций SD карты.
Указанная SD карта будет освобождена. При будующих (случайных) попытках чтения происходит гарантированная ошибка. Полезно перед извлечением SD карты.
Пример: M23 filename.gco
Принтер будет печатать из файла выбранного с помощью команды M23.
Пример: M28 filename.gco.
На SD карте создается файл, обозначенный как filename.gco (если файл существует, то он перезаписывается) и все последующие команды на принтер записываются в этот файл.
Пример: M29 filename.gco
Файл, открытый командой M28 закрывается и все последующие команды исполняются принтером в нормальном режиме.
Пример: M30 filename.gco. filename.gco будет удален.
Пример: M32 filename.gco.
Используется для печати с SD карты и работает так же как M23 и M24
Переводит блок питания ATX из спящего режима в рабочий режим. Не работает на электронике без спящего режима.
Позволяет экструдеру производить экструзию в абсолютных/относительных единицах
M84 Snnn X,Y,Z,E – Перевести моторы в режим ожидания
Snnn – время в секундах.
Если тайм-аут задан с помощью Snnn, эта команда просто устанавливает таймаут неактивности шагового двигателя.
Если моторы(X,Y,Z или E) не указаны, эта команда немедленно отключает все.
Если указана одна или несколько осей, эта команда немедленно отключает указанные. Например, «M84 S10» переведет шаговые двигатели в режим ожидания после 10 секунд простоя.
Xnnn, Ynnn, Znnn – шаги на единицу по осям.
Еnnn – шаги на единицу для экструдера
Примеры: M92 X87.489 Y87.489 Z87.489 или M92 E420
Позволяет устанавливать количество шагов на единицу (обычно мм) для двигаетелй. Эти значения заменяются на значения из прошивки при включении питания, если не записать их в EEPROM см. M500.
Устанавливает температуру активного экструдера 190C и сразу же возвращает управление (то есть НЕ ЖДЕТ пока экструдер достигнет заданной температуры). Еще см. М109
Получает температуру активного экструдера и горячего стола в градусах Цельсия. Температура передается на подключенный компьютер. Ответ, переданный на компьютер может выглядеть так: ok T:201 B:117
Обрывает ожидание достижения заданной командами M109 и M190 температуры, продолжает печать.
Устанавливает температуру в градусах Цельсия и ожидает ее достижения. Еще см. М104
В этом примере устанавливается номер текущей строки 123. Таким образом ожидается, что следующая строка после этой команды будет 124.
M112 – Экстренная остановка
Устанавливает температуру стола 65C и сразу же возвращает управление (то есть НЕ ЖДЕТ пока стол достигнет заданной температуры). Еще см. М190
Устанавливает температуру в градусах Цельсия и ОЖИДАЕТ ее достижения. см. М140
М200 Dnnn Tnnn – Установить РЕАЛЬНЫЙ диаметр прутка филамента.
Dnnn – диаметр в мм.
Tnnn – номер экструдера. (для одноэкструдерных принтеров можно не указывать)
Используется для вычислений реального выдавливаемого объема.
Для установки номинальных параметров см. М404.
M201 Xnnn Ynnn Znnn Ennn – Установка максимальных ускорений (в мм/сек.в кв)
Xnnn, Ynnn, Znnn – ускорения в мм/сек в кв. для осей.
Ennn – ускорения в мм/сек в кв. для экструдера.
Можно использовать только один/два из параметров.
Пример: M201 X1000 Y1000 Z100 E2000
Для сохранения параметров в EEPROM использовать M500
М202 – Установка максимального ускорения для простого(холостого) перемещения.
!Не используется в Марлин! В мм/сек в кв. Пример: M202 X1000 Y1000
М203 Xnnn Ynnn Znnn Ennn – Установка максимальной скорости (в мм/сек)
Xnnn, Ynnn, Znnn – макс.скорость для осей.
Ennn – макс.скорость для экструдера.
Можно использовать только один/два из параметров.
Пример: M203 X6000 Y6000 Z300 E10000
Для сохранения параметров в EEPROM использовать M500.
М204 Pnnn Rnnn Tnnn – Установка ускорений (в мм/сек.в кв)
Pnnn – Ускорения при печати
Rnnn – Ускорение ретракта
Tnnn – Ускорения при холостых перемещениях
Можно использовать только один/два из параметров.
Пример: M204 P800 T3000 R9000
Для сохранения параметров в EEPROM использовать M500.
М205 Xnnn, Znnn, Ennn – Установка максимальных рывков(jerk) (мм/сек)
Xnnn – рывок по осям Х и Y. (по этим осям рывки одинаковые)
Znnn – рывок по оси Z.
Ennn – рывок для экструдера.
Можно использовать только один/два из параметров.
Пример: M205 X30 Z5 – Установить рывок по X/Y = 30, по Z рывок = 5.
Для сохранения параметров в в EEPROM использовать M500.
М206 Xnnn, Ynnn, Znnn – Установка смещений относительно концевиков(ноля)
Подобие команды G92, но эти смещения можно записать в EEPROM см. М500.
Пример: M206 X10.0 Y10.0 Z-0.4
M207 Snnn Fnnn Znnn – Установка параметров ретракта (втягивание прутка)
Snnn – положительное значение ретракта в мм.
Fnnn – скорость подачи мм/сек.
Znnn – лифт(подъем) головы по оси Z в мм при ретракте. (Помогает не задеть модель)
Пример: M207 S4.0 F2400 Z0.075
Используется впоследствии для команд G10 и G11.
Для сохранения параметров в в EEPROM использовать M500.
M208 Snnn Fnnn – Параметры восстановления подачи прутка после ретракта
Snnn – положительное значение подачи в мм.
Fnnn – скорость подачи мм/сек.
Для сохранения параметров в в EEPROM использовать M500.
M209 Snnn – Вкл/выкл автоматического ретракта
Snnn – значение 1 – вкл, 0- выкл.
Используется, если слайсер не поддерживает команды G10 и G11.
Каждая команда «выдавливания» будет классифицироваться как ретракт, в зависимости от значения (положительное или отрицательное).
M218 Tnnn Xnnn Ynnn – Установка смещения головы
Xnnn, Ynnn – координаты по Х,Y.
Пример: M218 T0 X50 Y10.5
M301 Hnnn Pnnn Innn Dnnn — Записать PID параметры хотэнда(!)
Hnnn – номер экструдера. H1 – первый эксрудер(хотэнд).
Пример: M301 H1 P1 I2 D3
Для сохранения параметров в EEPROM использовать M500.
Для записи PID стола смотри М304.
M302 Snnn – Разрешить выдавливание при температуре Snnn и выше.
Пример: M302 S170 – разрешить выдавливать(включать мотор экструдера) при температуре сопла 170С и выше. М302 S0 – выдавливать при любой температуре.
M303 Ennn Snnn Cnnn — Запустить процесс PID калибровки для стола/хотэнда
Snnn – температура калибровки.
Cnnn – количество циклов калибровки. Больше циклов – точнее параметры.
Пример M303 E1 C8 S110 – калибровка PID стола при температуре 110С в течении 8-ми циклов.
Параметры PID будут выведены строкой, на экран терминала программы работающей в соединении с принтером, например Repetier-Host.
M304 Pnnn Innn Dnnn — Записать PID параметры стола(!)
Пример: M301 H1 P1 I2 D3
М301 – без параметров выведет текущие параметры.
Для сохранения параметров в EEPROM использовать M500.
Для записи PID экструдера смотри М301.
М404 Wnnn – Установка номинальной толщины филамента 1.75 или 3.
Wnnn – номинальная(теоретическая) толщина филамента в мм.
M404 – без параметров выведет текущее номинальное значение строкой.
Это значение используется для определения процентной разницы при автоматической настройке расхода в ответ на измеренную ширину нити и должно соответствовать значению, используемому для ширины нити в настройках слайсера.
Установка реальной толщины филамента см. М200.
М420 Snnn – Вкл/выкл использования сетки компенсации кривизны стола (MESH_BED_LEVELING)
Snnn – S1 вкл., S0 выкл.
M420 S1 – использовать при печати сетку компенсации кривизны стола загруженной из EEPROM.
См. G29 чтобы получить текущий статус и создать сетку компенсации кривизны стола.
М500 – Сохранение данных в EEPROM
М501 – Чтение данных из EEPROM
М600 – Команда для автоматической смены филамента
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
jazzsequence / end.gcode
| ; Ender 5 Custom End G-code |
| G4 ; Wait |
| M220 S100 ; Reset Speed factor override percentage to default (100%) |
| M221 S100 ; Reset Extrude factor override percentage to default (100%) |
| G91 ; Set coordinates to relative |
| G1 F1800 E-3 ; Retract filament 3 mm to prevent oozing |
| G1 F3000 Z20 ; Move Z Axis up 20 mm to allow filament ooze freely |
| G90 ; Set coordinates to absolute |
| G1 X0 Y220 F1000 ; Move Heat Bed to the front for easy print removal |
| M106 S0 ; Turn off cooling fan |
| M104 S0 ; Turn off extruder |
| M140 S0 ; Turn off bed |
| M107 ; Turn off Fan |
| M84 ; Disable stepper motors |
| M117 Th a t ‘s All Folks! |
| ; End of custom end GCode |
This comment has been minimized.
Copy link Quote reply
cnyper commented Feb 6, 2020
Hey Jazzsequence.
found your code as Marlin 2.0.3 has upset my Ender 5.
when I home, it goes to back right, as before, but previously when a print started it printed a line along the right side to the front and then the back. Now it comes to front left and prints the line to the back left and front again.
Worse than that, though, when it finishes, it comes to front left, bashing my (modded) direct extruder and part fan into the front rail.
So, I went looking for possible solutions.
if I do manual G1 X0 Y0 it comes to front left, but autohome sends it to back right, I have double checked the X&Y settings in Config.h and they appear to be the same with everyone elses.
So that’s my problem.
All I meant to say was, on your end.gcode ln 9. your comment is «Move Heat Bed to the front for easy print removal», but the ender 5 doesn’t have a bed that moves front to back, only up and down. what G1 X0 Y220 does is to send the nozzle to the back left.
Was that a copy paste error from Ender 3??
This comment has been minimized.
Copy link Quote reply
jazzsequence commented Feb 6, 2020
It may well have been a copy/paste error. Most of this was a hodgepodge of different things from a variety of sources that I was experimenting with. YMMV ¯_(ツ)_/¯
You can’t perform that action at this time.
You signed in with another tab or window. Reload to refresh your session. You signed out in another tab or window. Reload to refresh your session.
Настройки CURA.Программы для подготовки 3д печати.
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере. Источник
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.

Настройки для 3D принтера Mendel90 и подобных
Первый запуск Cura
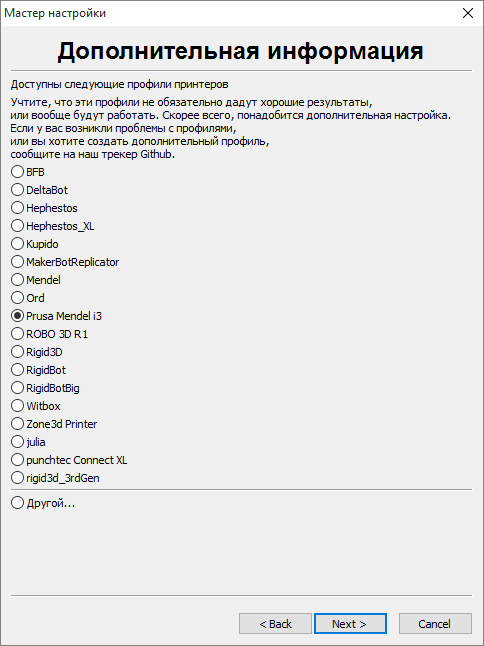
Выбираем свой 3D принтер 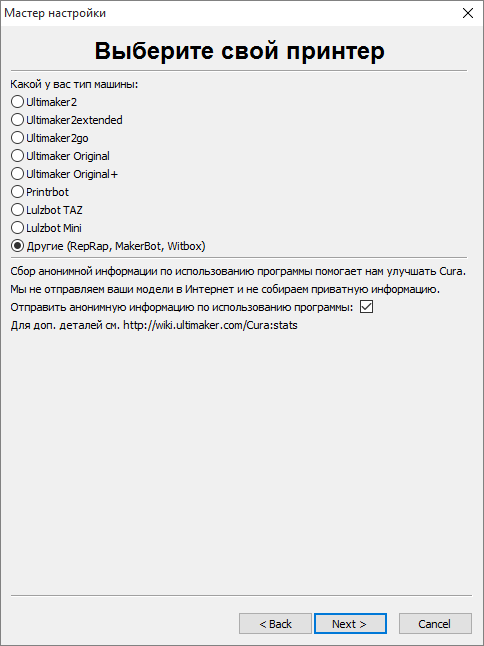
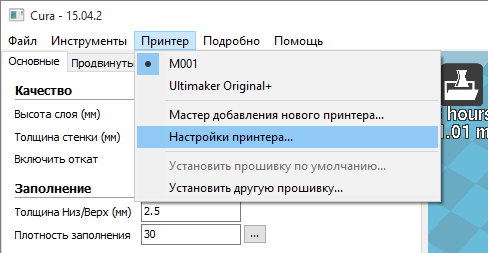
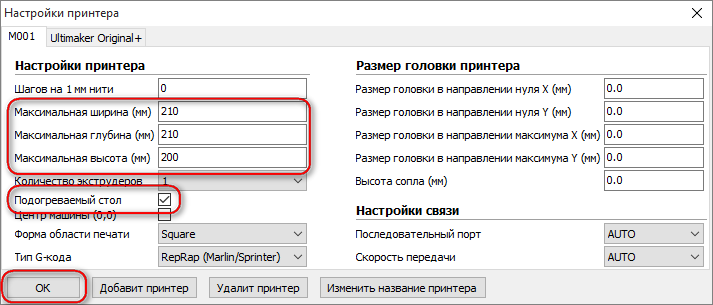
Устанавливаем габариты области печати
Настройка параметров печати
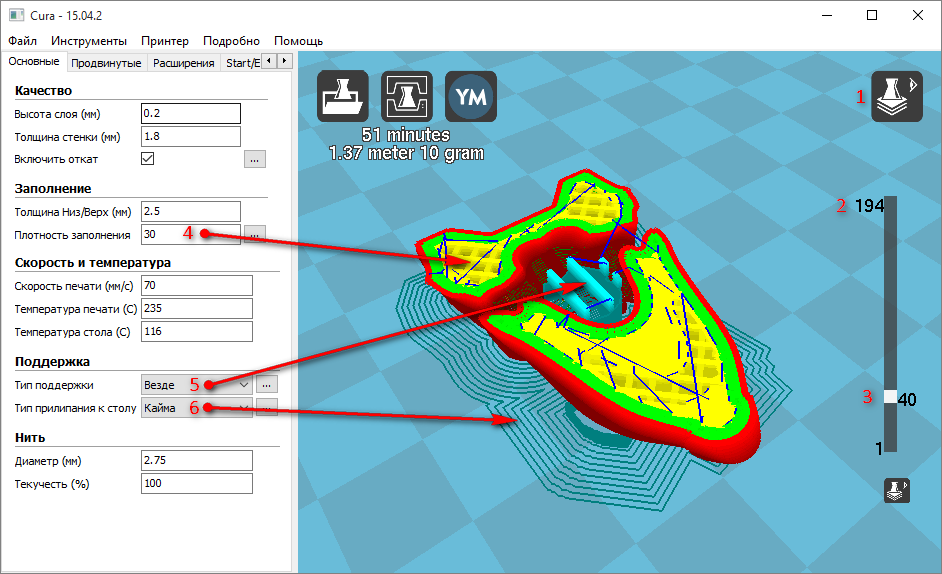
Вкладка «Основные» настройки
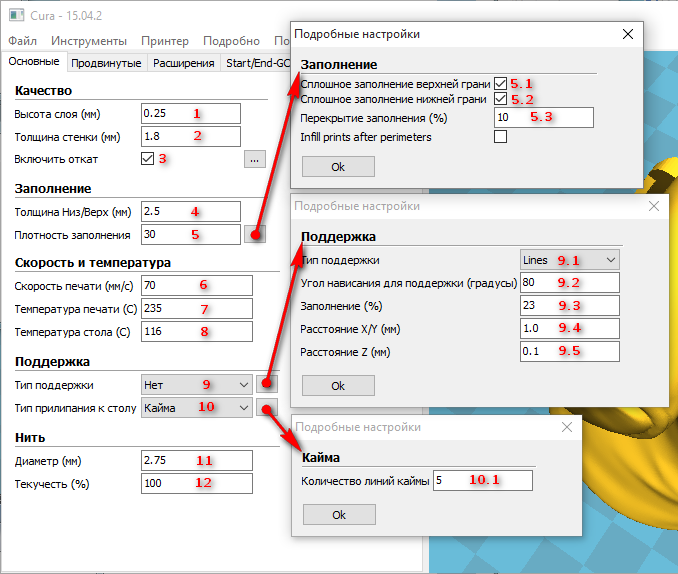
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
Нет – не использовать поддержку.
От поверхности – поддержка по минимуму.
Везде – поддержка по максимуму.
10 – Тип усиления адгезии (прилипания) к столу:
Нет – ничего. Только круги вокруг детали
Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке «Продвинутые».
Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке «Продвинутые».
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки
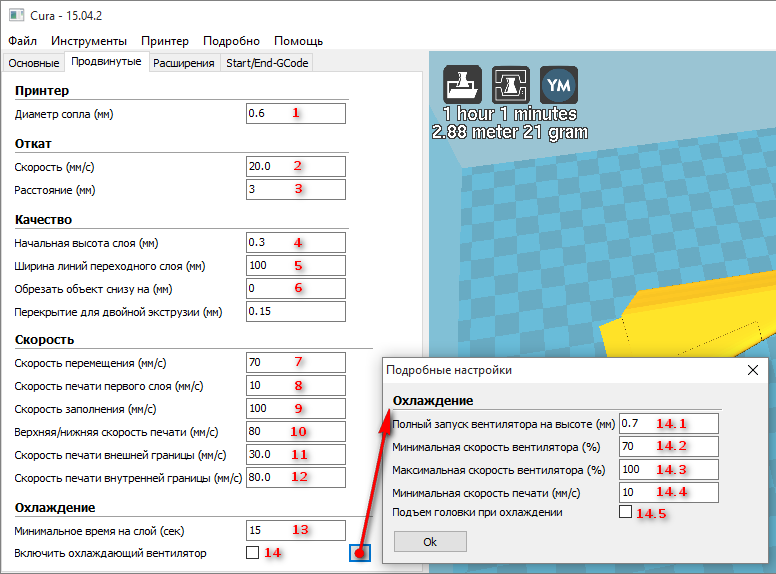
Принтер (Сопло)
1 – Диаметр отверстия сопла
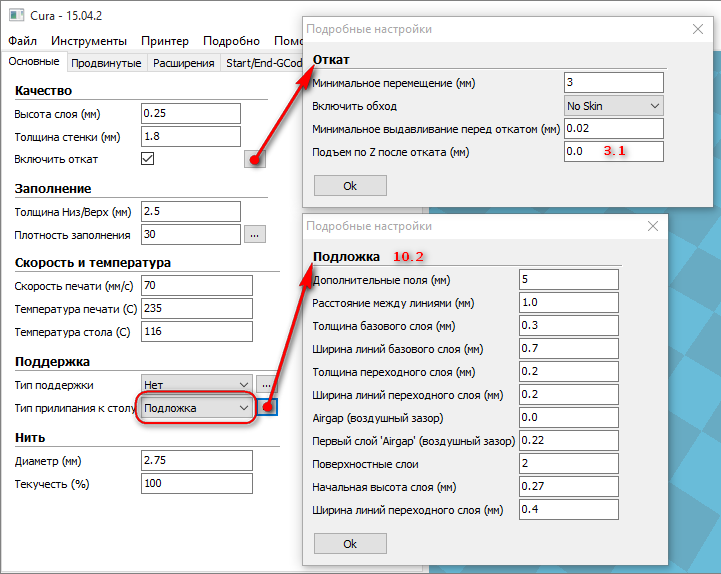
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
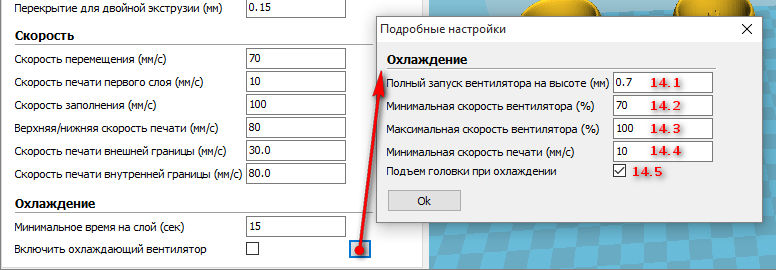
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
Дополнительные настройки печати
Включение дополнительных настроек
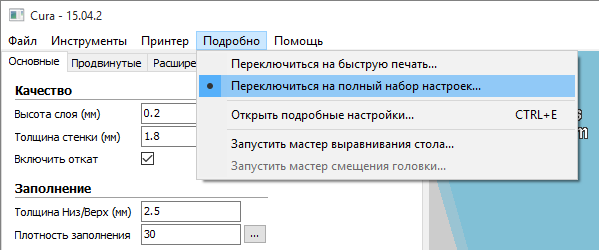
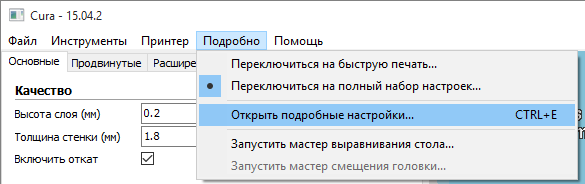
Подробные настройки
Эти же настройки появляются в мини меню вкладки «Продвинутые»
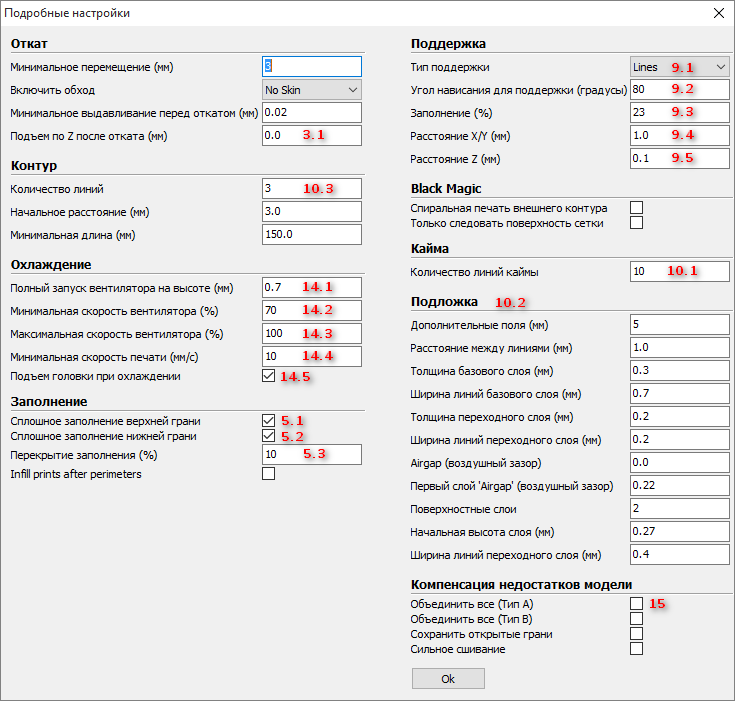
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
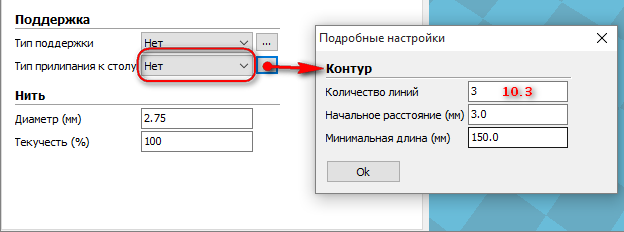
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройки\Охлаждение\Минимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка,
Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки 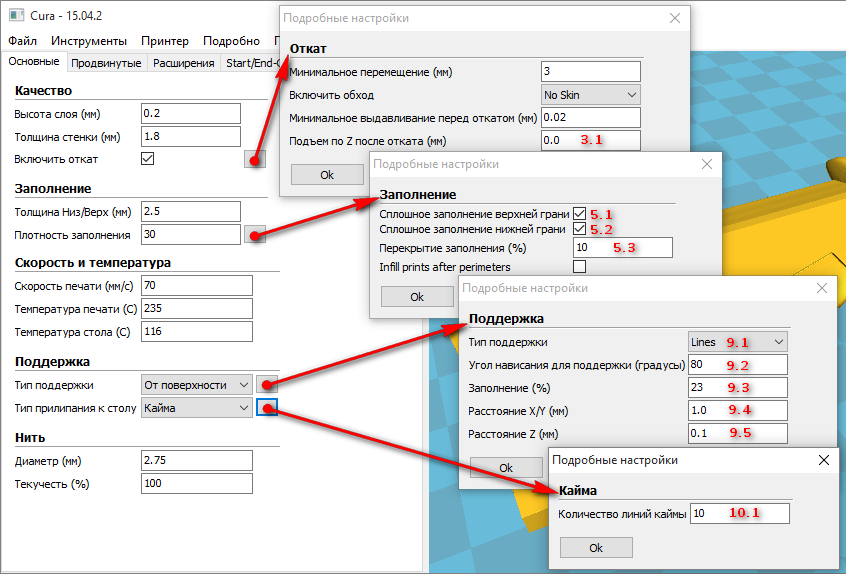
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
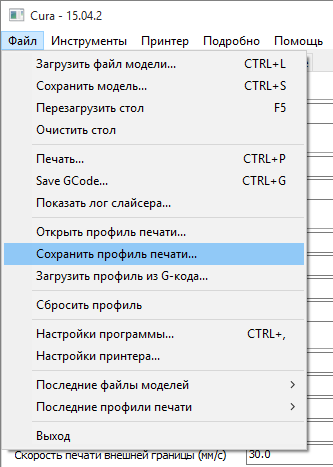
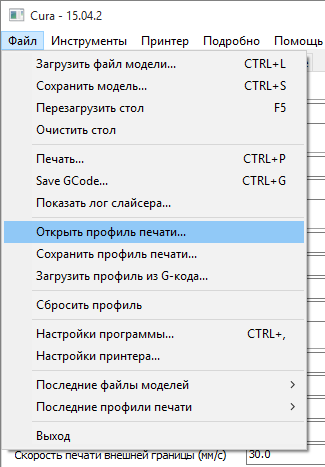
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола 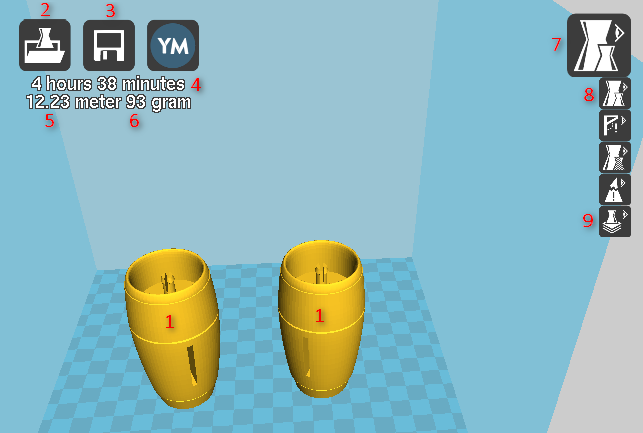
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
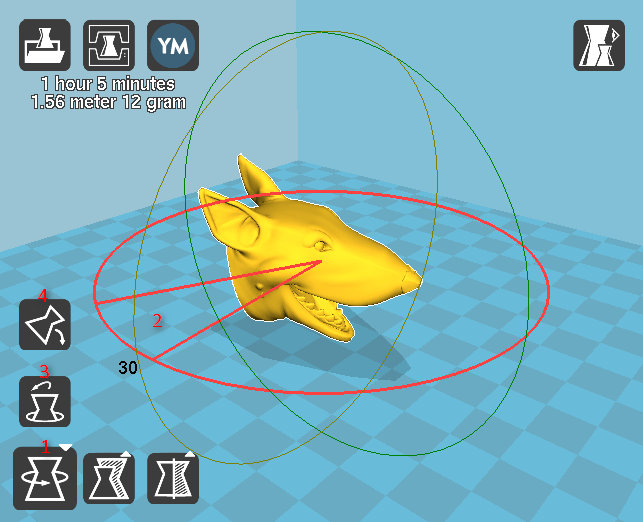
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
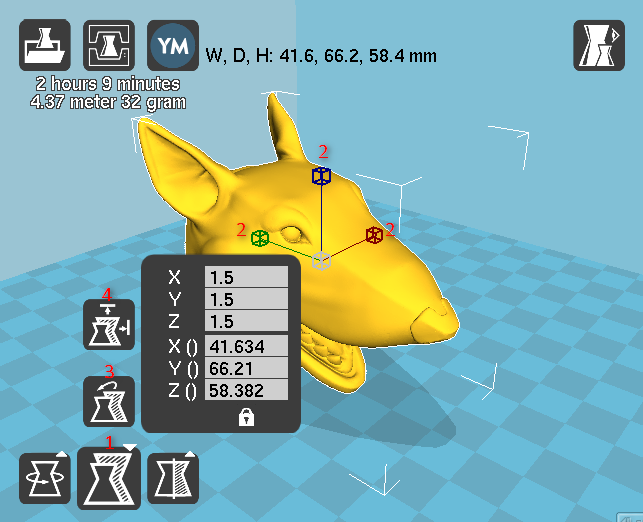
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

Перед печатью
Входим в настройки 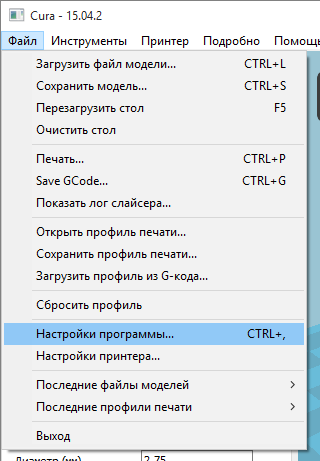
Изменяем вид интерфейса
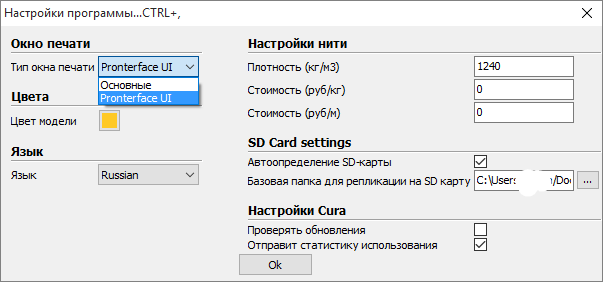
Интерфейс программы Cura в стиле программы Pronterface, во время печати. 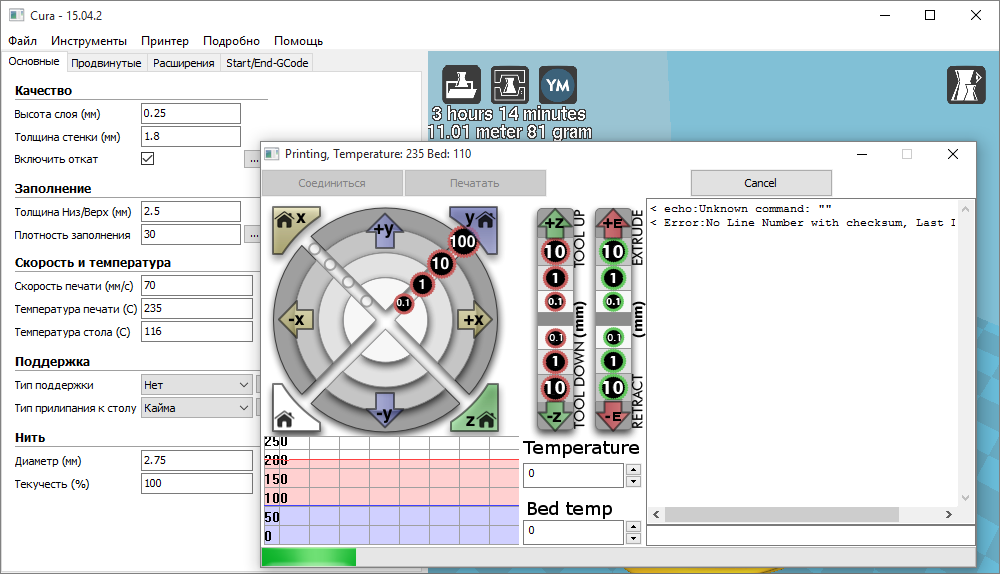
Изменяем стартовый G-код
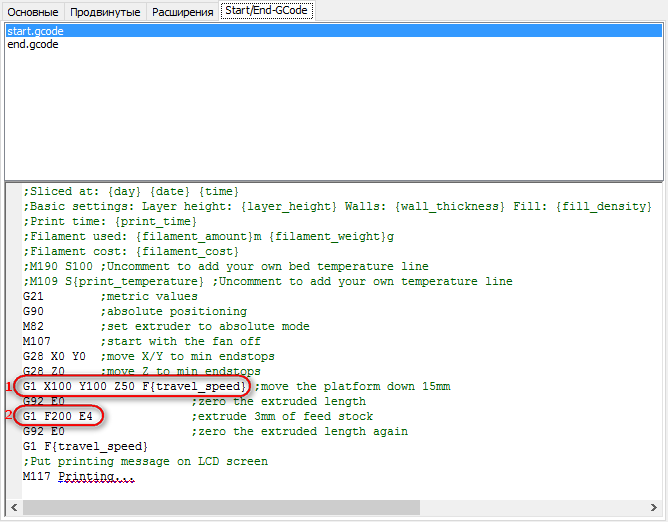
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.