Какой припой лучше использовать с канифолью или без?

В продаже появились различные виды припоев. Радиолюбители интересуются, какие из расходных материалов лучше применять для пайки – с содержанием внутри канифоли или без этого вещества. Необходимо учесть, что такая операция как соединение элементов с термическим воздействием, не может произойти без использования вспомогательных компонентов.
Припой с канифолью
При сборке или ремонте электронных плат, различных электрических устройств, радиодетали фиксируют пайкой. Работники прикрепляют их на нужных участках паяльником, где расходными материалами служат припои.

При этом, обрабатываемые части остаются твердыми, они не подвергаются расплавке. Плавится сплав, который смачивает и присоединяет электронные элементы. Для хорошего сцепления необходима очистка поверхностей флюсами. Чтобы упростить рабочий процесс и повысить качество соединений, создали универсальные канифольные припои. Разработчики избавили мастеров от комплектации дополнительных веществ и выполнения лишних операций, включив в состав изделия оптимальное количество смолы.
Их производят в виде полых проволок, пространство которых заполнено компонентами:
Для пайки с трубчатым материалом не нужно дополнительное флюсование, отчего повышается производительность. При производстве припои отличаются:
Готовые изделия поступают в продажу разные по комплектации в виде:
При выборе потребитель опирается на удобство и качество проводимых работ. Для стандартных процедур с известными режимами исполнения подойдет любая марка из разряда ПОС – 61, 60, 90. Основным компонентом в этих припоях будет сплав из серебра или олова. Сниженная крепость соединений, увеличивает мягкость и смачиваемость заготовок.
Для соединения тугоплавких металлов используют наплавку без внутренних флюсов.
Виды и особенности припоев без канифоли
Элементы электроники не соединяют сваркой, при ремонте используют пайку. Для этого процесса необходим хороший припой и вспомогательный компонент – канифоль или флюс любого типа. Металлический сплав, которым фиксируют детали смачивает соединяемые участки, а канифоль их очищает. Припой должен быть термически и электрически стабильным.

Расходный материал бывает:
Выпускают расходный материал:
При выборе нужного припоя учитывают:
Для скрепления плат в радиоаппаратуре применяют марку ПОС-61 по причине приемлемой температуры плавления (до 190 град.). Если работают с чувствительным к перегреву прибором выбирают ПОСК 50—18. Для обработки предметов с твердыми свойствами подойдет маркировка ПМЦ, в состав которых входит медь с цинком. «ПСр» указывает на сплав из серебра с добавками в разном процентном содержании:
Есть еще образцы, куда кроме металлической составляющей добавляют фосфор.
Общие свойства припоев
По своему назначению расходные материалы с канифолью и без, выполняют одну задачу, спаивают электронные элементы. Можно подчеркнуть одинаковую:
В продаже много разных видов припоев, что не создает трудностей в их выборе.
Чем отличаются расходные материалы
Один и тот же признак создает как схожесть изделий с друг с другом, так и различие. Это их изготовление в виде проволок. Но в образцах без канифольных:
Все предметы с внутренним заполнением:
Мастер выбирает состав, с которым ему будет удобно работать в каждом конкретном случае.
Кому и когда лучше использовать каждый из припоев
Радиотехник применяет трубчатый элемент, полость которого заполнена канифолью, когда необходимо провести пайку:
Пайка без внутренних наполнителей позволяет осуществлять действия с разными:
Мастер определяет область работ и выбирает то вещество, которое подойдет для конкретных работ. Радиодетали хорошо прикреплять, используя проволоку с канифолью. Для соединения элементов из висмута или кадмия лучше подобрать отдельно припой и флюс, которые соответствуют требованиям сплавов.
Припой с канифолью
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.

Припой с канифолью для пайки
В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно ГОСТ 21931-76.
Разновидности припоя с канифолью 

Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:

Припой ПОС-61 с канифолью в виде катушки
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 | ||
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.

Припой ПОС-61 0,8 мм
Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
Припой с канифолью


При выполнении пайки металла неизменно возникает необходимость использования припоя, качество которого напрямую влияет на долговечность выполненного соединения металлических деталей. Следует сказать, что припой относится к расходным материалам и изготавливается из различных сплавов. Производители постоянно усовершенствуют такой материал, что обеспечивает качественное соединение и упрощает выполнение пайки. Канифольный припой — это недорогой и одновременно качественный материал, который отличается универсальностью и может использоваться для пайки различных металлов.
Этот припой содержит канифоль, что избавляет от необходимости приобретать и использовать дополнительные материалы. Канифоль упрощает расплавление наплавочного материала, что в свою очередь повышает качество выполненного соединения. Еще одним неизменным преимуществом такого припоя является его низкая температура плавления, а это в свою очередь позволяет избежать изменения структуры основного соединяемого металла.
Флюс в припое находится в виде канифоли, поэтому дополнительно использовать его не требуется. Подобное существенно упрощает процедуру пайки, что по достоинству оценят профессионалы и обычные домовладельцы. Отметим, что процентное соотношение канифоли находится в оптимальном количестве, тогда как, используя ее отдельно, существует опасность взять большее и меньшее количество материала. Все это положительно сказывается на качестве выполняемых сварочных работ.

Разновидности канифольного припоя
В настоящее время такой припой с канифолью изготавливается в нескольких вариантах. Принято различать такой присадочный материал в зависимости от содержания канифоли, толщины проволоки и ряда других особенностей. Имеется возможность выбора материала, как для домашнего использования и пайки в промышленных масштабах. Изготавливается такой припой в виде:
Физико-химические свойства используемого припоя
Классическим составом такого припой с канифолью считаются оловянно-свинцовые мягкие сплавы. Содержание олова составляет 60% и свинца 40%. Соответственно, такой состав наделяет подобный припой определенными физическими свойствами. Наличие канифоли позволяет обеспечить отличную гибкость, в результате чего перед сваркой вы сможете подобрать нужное количество такого материала и правильно его расположить в шве. Необходимо учитывать, что подобный состав имеет низкую температуру плавления, поэтому применять его для соединения тугоплавких металлов не представляется возможным. В то же время отметим, что такой припой проникает в жидком состоянии во все полости и неровности, что позволяет обеспечить прочность соединения. Но при этом проникновения такой присадки в основной материал не происходит.
Низкие показатели температуры плавления позволяют гарантировать легкость самой пайки. Свинец добавляет материалу текучесть, но при этом следует учитывать тот факт, что в свинце могут содержаться ядовитые испарения, поэтому лучше всего пайку выполнять в проветриваемом помещении. Более каких-либо дополнительных мер предосторожности соблюдать при пайке не требуется.

Как правильно выбирать припой
Выбирая ту или иную разновидность такого материала, следует учитывать удобства выполнения работы. В том случае, если выполняются стандартные работы, то можно использовать припой с любой оптимальной маркой канифоли. Если же вы выполняете работу с так называемыми ПОС материалами, лучше всего выбирать припой, компонентами которого является серебро. Это и позволит вам обеспечить высокую значимость, мягкость и последующую прочность соединения.
В каждом конкретном случае в зависимости от используемых металлических сплавов в припое его температура плавления может существенно различаться. Выбор в данном случае необходимо выполнять исключительно в зависимости от характеристик соединяемых вами основных металлических деталей. Все это и позволит гарантировать долговечность выполненной пайки и качество такого соединительного шва.
Обратите внимание также на температуру плавления у припоя и металла. Чем выше такая температура основного металла, соответственно тем выше этот же показатель должен быть и у припоя. Кроме марки такого материала вам необходимо также определиться с толщиной проволоки. В данном случае выбор необходимо делать исходя из толщины самих изделий и имеющейся толщины сварного шва. Если вы работаете паяльником, то наплавить необходимую по размеру каплю флюса вы сможете из проволоки с любой толщиной. Если же вы используете газовую сварку, то вам следует использовать проволоку толщиной от 0.8 до 1.5 миллиметров. Однако отметим, что состав материала куда более важная характеристика, чем его толщина.

Особенности использования
Правильно определив и выбрав используемый припой с канифолью, можно выполнять саму пайку. Данная работа не представляет особой сложности. Необходимо выполнить соответствующую подготовку поверхности, для чего основной металл зачищают от имеющихся загрязнений и всех отстаивающихся частей.
При подготовке поверхности к пайке ее необходимо разогреть и расплавить припой. Помните, что большой разницы в температурах между металлическими сплавами и припоем быть не должно, в последующем это отрицательно сказывается на качестве соединения. Перегревать основной металл не требуется, в последующем припой может разливаться по такой горячей поверхности, длительное время остывая и не затвердевая в течение 10 минут и более. Наличие канифоли существенно упрощает пайку, и припой быстро затвердевает, обеспечивая механическую прочность соединения. При этом обеспечивается необходимая защита соединения от коррозии.
В настоящее время в продаже можно найти припой с канифолью от различных производителей. Это могут быть как отечественные компании, так и иностранные производители. Следует сказать, что какой-либо существенной разницы между отечественными и иностранными производителями нет. Поэтому в первую очередь ориентируйтесь на состав материала, его марку и толщину проволоки. Приобретая припой от отечественных производителей, вы сможете существенно сэкономить. При этом вы можете быть полностью уверены в качестве и долговечности выполненных паяных соединений металлических элементов.
Припой с канифолью или без что лучше


При выполнении пайки металла неизменно возникает необходимость использования припоя, качество которого напрямую влияет на долговечность выполненного соединения металлических деталей. Следует сказать, что припой относится к расходным материалам и изготавливается из различных сплавов. Производители постоянно усовершенствуют такой материал, что обеспечивает качественное соединение и упрощает выполнение пайки. Канифольный припой — это недорогой и одновременно качественный материал, который отличается универсальностью и может использоваться для пайки различных металлов.
Этот припой содержит канифоль, что избавляет от необходимости приобретать и использовать дополнительные материалы. Канифоль упрощает расплавление наплавочного материала, что в свою очередь повышает качество выполненного соединения. Еще одним неизменным преимуществом такого припоя является его низкая температура плавления, а это в свою очередь позволяет избежать изменения структуры основного соединяемого металла.
Флюс в припое находится в виде канифоли, поэтому дополнительно использовать его не требуется. Подобное существенно упрощает процедуру пайки, что по достоинству оценят профессионалы и обычные домовладельцы. Отметим, что процентное соотношение канифоли находится в оптимальном количестве, тогда как, используя ее отдельно, существует опасность взять большее и меньшее количество материала. Все это положительно сказывается на качестве выполняемых сварочных работ.

Разновидности канифольного припоя
В настоящее время такой припой с канифолью изготавливается в нескольких вариантах. Принято различать такой присадочный материал в зависимости от содержания канифоли, толщины проволоки и ряда других особенностей. Имеется возможность выбора материала, как для домашнего использования и пайки в промышленных масштабах. Изготавливается такой припой в виде:
Физико-химические свойства используемого припоя
Классическим составом такого припой с канифолью считаются оловянно-свинцовые мягкие сплавы. Содержание олова составляет 60% и свинца 40%. Соответственно, такой состав наделяет подобный припой определенными физическими свойствами. Наличие канифоли позволяет обеспечить отличную гибкость, в результате чего перед сваркой вы сможете подобрать нужное количество такого материала и правильно его расположить в шве. Необходимо учитывать, что подобный состав имеет низкую температуру плавления, поэтому применять его для соединения тугоплавких металлов не представляется возможным. В то же время отметим, что такой припой проникает в жидком состоянии во все полости и неровности, что позволяет обеспечить прочность соединения. Но при этом проникновения такой присадки в основной материал не происходит.
Низкие показатели температуры плавления позволяют гарантировать легкость самой пайки. Свинец добавляет материалу текучесть, но при этом следует учитывать тот факт, что в свинце могут содержаться ядовитые испарения, поэтому лучше всего пайку выполнять в проветриваемом помещении. Более каких-либо дополнительных мер предосторожности соблюдать при пайке не требуется.

Как правильно выбирать припой
Выбирая ту или иную разновидность такого материала, следует учитывать удобства выполнения работы. В том случае, если выполняются стандартные работы, то можно использовать припой с любой оптимальной маркой канифоли. Если же вы выполняете работу с так называемыми ПОС материалами, лучше всего выбирать припой, компонентами которого является серебро. Это и позволит вам обеспечить высокую значимость, мягкость и последующую прочность соединения.
В каждом конкретном случае в зависимости от используемых металлических сплавов в припое его температура плавления может существенно различаться. Выбор в данном случае необходимо выполнять исключительно в зависимости от характеристик соединяемых вами основных металлических деталей. Все это и позволит гарантировать долговечность выполненной пайки и качество такого соединительного шва.
Обратите внимание также на температуру плавления у припоя и металла. Чем выше такая температура основного металла, соответственно тем выше этот же показатель должен быть и у припоя. Кроме марки такого материала вам необходимо также определиться с толщиной проволоки. В данном случае выбор необходимо делать исходя из толщины самих изделий и имеющейся толщины сварного шва. Если вы работаете паяльником, то наплавить необходимую по размеру каплю флюса вы сможете из проволоки с любой толщиной. Если же вы используете газовую сварку, то вам следует использовать проволоку толщиной от 0.8 до 1.5 миллиметров. Однако отметим, что состав материала куда более важная характеристика, чем его толщина.

Особенности использования
Правильно определив и выбрав используемый припой с канифолью, можно выполнять саму пайку. Данная работа не представляет особой сложности. Необходимо выполнить соответствующую подготовку поверхности, для чего основной металл зачищают от имеющихся загрязнений и всех отстаивающихся частей.
При подготовке поверхности к пайке ее необходимо разогреть и расплавить припой. Помните, что большой разницы в температурах между металлическими сплавами и припоем быть не должно, в последующем это отрицательно сказывается на качестве соединения. Перегревать основной металл не требуется, в последующем припой может разливаться по такой горячей поверхности, длительное время остывая и не затвердевая в течение 10 минут и более. Наличие канифоли существенно упрощает пайку, и припой быстро затвердевает, обеспечивая механическую прочность соединения. При этом обеспечивается необходимая защита соединения от коррозии.
В настоящее время в продаже можно найти припой с канифолью от различных производителей. Это могут быть как отечественные компании, так и иностранные производители. Следует сказать, что какой-либо существенной разницы между отечественными и иностранными производителями нет. Поэтому в первую очередь ориентируйтесь на состав материала, его марку и толщину проволоки. Приобретая припой от отечественных производителей, вы сможете существенно сэкономить. При этом вы можете быть полностью уверены в качестве и долговечности выполненных паяных соединений металлических элементов.
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.
В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно ГОСТ 21931-76.
Разновидности припоя с канифолью
Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 | ||
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.
Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.

Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца – 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.

Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго – самые распространенные.
Виды паяльных жал никелированных
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс – для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.

При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, – очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Как паять припоем с канифолью
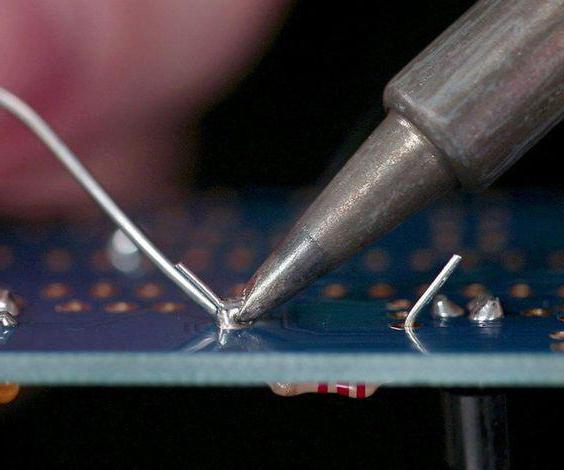
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.