Оборудование для мебельного производства и деревообработки
Секреты прифуговки

Секреты прифуговки
Сообщение demonlibra » 11 дек 2010 11:52

Современные кромкооблицовочные станки являются одним из наиболее сложных видов оборудования в мебельной промышленности. В их состав входит множество агрегатов, систем и устройств. Часть агрегатов выполняет такие функции, без которых обработка в принципе невозможна: нанесение клея, прижим кромочного материала, торцовка свесов по длине, обработка свесов по толщине. Без некоторых устройств станок сможет выполнять только часть функций. Например, без агрегата обработки («обкатки») углов невозможно скруглить угловые грани на прямоугольных деталях, а также обработать торцы деталей с постформингом.
Действительно, предварительное фрезерование позволяет избавиться от «ступеньки», оставляемой на кромке детали подрезной пилой, и от сколов облицовочного материала на пласти.
С геометрическими погрешностями раскроя сложнее (рис. 2). Дело в том, что в односторонних кромкооблицовочных станках заготовка, подаваемая в станок, базируется необработанной поверхностью по направляющей линейке, захватывается цепным конвейером и при дальнейшей обработке уже не изменяет ориентации. Поверхность кромки после прифуговки получается параллельной линии, по которой она базировалась.

Пользуясь такой неоднозначностью, часть фирм, продающих недорогие кромкооблицовочные станки, «помогает» покупателям укрепиться во мнении, что проще и дешевле улучшить качество раскроя, чем тратиться впустую на агрегат прифуговки. Но если обратиться к мировому опыту, то становится ясно: эта опция пользуется спросом, значит, её оценивают так высоко не только продавцы, но и покупатели. Кроме того, станки промышленного класса (со скоростями подачи 20 м/мин и выше) в Европе без прифуговки почти не продаются.
Что же ещё даёт предварительное фрезерование кромок? Ради чего мебельщики на Западе тратят такие большие деньги, заказывая станки с данной опцией?
Наш опыт показывает, что приобретение станков, оснащённых агрегатом прифуговки, целесообразно. И дело здесь не только в устранении дефектов раскроя плит!
Во-первых, сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и при последующей транспортировке и хранении деталей перед облицовкой кромок. Особенно высок риск повреждений для «рыхлых» плит с непрочным покрытием. А именно из таких плит делают мебель 80% наших фабрик.
Во-вторых, во время паузы между раскроем и облицовыванием на кромках деталей оседает пыль, что приводит к снижению прочности склеивания. Предварительное фрезерование кромки непосредственно перед облицовыванием устраняет также и этот недостаток.

Но наиболее интересно то, что прифуговка способна справиться с такими проблемами, которые, казалось бы, никак с ней не связаны. Каждый, кто имел дело с кромкооблицовочными станками, сталкивался с ситуацией, когда тщательно настроенный станок через некоторое время начинал или немного «зарезать» плиту, или оставлять излишний припуск. Подстройка улучшает ситуацию на некоторое время, но потом картина повторяется. Постоянное «копание» в станке очень нервирует. Руководство начинает обвинять рабочих в неспособности наладить оборудование, рабочие обвиняют сам станок в неспособности «держать» настройки. Конечно, существуют такие модели, нестабильность работы которых действительно связана с недостатками их конструкции, но возможны и другие причины, зная о которых можно бороться с ними целенаправленно, а не «крутить» в станке всё подряд.

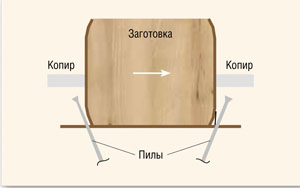
При торцовке на первой и второй стороне детали проблем с этой операцией не возникает. Они появляются при обработке третьей и четвёртой стороны. При правильно отрегулированной пиле (рис. 5, поз. 3) край кромочного материала находится на одной линии с копиром (поз. 2), но за счёт деформации угла выступает за него, создавая видимость излишнего припуска (правая сторона на рис. 5). Попытки настроить пилу (как показано на рис. 5 слева) устраняют этот «дефект». Но величина деформации углов прижимными вальцами зависит от свойств материала плиты и не является постоянной. Поэтому изменение настроек даёт лишь временный эффект, на более плотной плите деформация будет меньше, и пилы начнут «зарезать». Радикально решает проблему прифуговка, удаляя дефектный слой детали и устраняя тем самым причину нестабильности.

Например, на станках фирмы ОТТ, в целях равномерного износа алмазных фрез, в программе управления предусмотрены два режима их использования. В первом случае почти всю работу выполняет фреза со встречным вращением, а вторая фреза с попутным вращением обрабатывает лишь несколько последних сантиметров заготовки. Во втором случае фреза со встречным вращением обрабатывает несколько первых сантиметров, а всё остальное делает фреза с попутным вращением. Эти два режима рекомендуется чередовать.
Таким образом, наличие агрегата предварительного фрезерования кромок обеспечивает стабильную работу других агрегатов, а значит, помогает улучшить работу кромкооблицовочного станка в целом.
Облицовка кромки в производстве мебели

Облицовывание кромок мебельных деталей из ЛДСтП или МДФ осуществляется для защиты изделий от проникновения внутрь влаги (что приводит к их разбуханию и потере эксплуатационных свойств), механических повреждений, снижения выделения в окружающую среду токсичных компонентов клея, используемого в производстве ЛДСтП (формальдегид и другие компоненты), а также для придания изделию законченного эстетического и дизайнерского внешнего вида.
Кромка ПВХ (поливинил-хлорид) обладает оптимальным соотношением «цена-качество». Эти кромки отличаются высокой долговечностью и износостойкостью, надёжной защитой торцов мебельных изделий от влаги и механических повреждений, стойкостью к агрессивным средам и химическому воздействию. Однако для приклейки этой кромки необходим специальный клей-расплав.
Акриловые кромки (Эй-кромки) состоят из двух слоёв: нижнего, окрашенного в цвет мебели или имеющего декоративную отделку, и верхнего, выполненного из прозрачного полимера с эффектом глубины и объёмным изображением. Эти кромки позволяют создавать оригинальные дизайнерские решения в производстве мебели. Несмотря на сложное строение акриловой кромки её можно применять на большинстве типов прямолинейных кромкооблицовочных станков.
На подавляющем большинстве мебельных производств в настоящее время используются технология и оборудование для нанесения кромочного материала на изделия с помощью гранулированного термопластичного клея-расплава ввиду ряда технологических и экономических преимуществ и удобства применения.
При нагревании клей-расплав из гранулированного состояния переходит в сметаноообразное, что позволяет обеспечить качественную агдезию кромочного материала и мебельной детали. Тем не менее процесс приклеивания кромки к детали достаточно «капризен»: необходимо поддерживать постоянную температуру (18-20 °C) в цехе и обеспечить отсутствие сквозняков; влажность деталей не должна превышать 10%; необходимо поддерживать в определённых рамках режимы технологического процесса — температуру и толщину наносимого клея, усилие прижима кромки к детали и т. д.
Оборудование для нанесения кромки на детали с помощью клея-расплава по степени сложности и автоматизации делится на 4 группы: ручные кромкооблицовочные машинки; станки для облицовки криволинейных и прямолинейных деталей с ручной подачей; автоматические односторонние станки; автоматические линии на базе двухсторонних станков. На большинстве мебельных фабрик малой, средней и большой мощности применяются автоматические односторонние станки, основные узлы которых и будут рассматриваться далее на примере станков концерна SCM (Италия).

Основными узлами кромкооблицовочных станков, определяющими качество, точность и производительность являются станина, система управления, механизм подачи, узел прифуговки, узел нанесения клея с прикаткой, торцовочный узел, узел фрезерования свесов, узел обкатки углов Round, циклёвочный узел, узел полировки. Существует ещё достаточно много опционных узлов, но вышеперечисленные узлы являются основными.
Станина. Система управления
Станина станка в большинстве случаев делается сварной с большим количеством рёбер жёсткости и проходит искусственное старение для предотвращения коробления в процессе эксплуатации. От качества изготовления и жёсткости станины зависит дальнейшая беспроблемная эксплуатация станка, в противном случае все настройки будут постоянно «плавать». Система управления станка служит для настройки и управления станком в процессе эксплуатации. В большинстве современных станков применяется цифровая система управления с сенсорными экранами. От качества проработки интерфейса системы управления зависит производительность, точность и безошибочность работы станка.
Механизм подачи кромки
Механизм подачи кромочных станков в подавляющем большинстве случаев включает в себя подающий конвейер, смонтированный в станине станка, и прижимной механизм, расположенный над подающим конвейером. В простых станках подающий конвейер представляет собой конвейерную обрезиненную или синтетическую ленту.
В более серьёзных станках применяют цепные конвейеры с базирующими башмаками из резиновых материалов с системой автоматической смазки салазок.
Узел прифуговки
Узел прифуговки формирует качественную базовую поверхность для приклейки кромки, убирает ступеньку, образующуюся от работы подрезной пилы в процессе форматного раскроя и достигающую 0,05 мм в лучшем случае, а обычно 0,1-0,2 мм. Узел прифуговки оснащён двумя алмазными фрезами, с аксиально расположенными резцами и вращающимися навстречу друг другу рабочей фрезы и антискольной. Первой в работу вступает рабочая фреза, вращающаяся навстречу подачи и обрабатывающая заготовку почти до конца. Затем в конце заготовки эта фреза отводится, и в работу вступает антискольная фреза, вращающаяся по направлению подачи. Такая схема обеспечивает качественную обработку заготовки без сколов на выходе. Применение алмазных фрез обеспечивает их высокую стойкость (в 30-50 раз выше, чем у твердого сплава).
Узел нанесения клея с прикаткой
Узел нанесения клея с прикаткой служит для нанесения клея либо на кромку щита, либо (значительно реже) на поверхность кромки. Гранулы термопластичного клея засыпаются в клеевую ванну и с помощью электротэна разогреваются до температуры 180-230 градусов, превращаясь в клей-расплав. Для удобства эксплуатации и чистки клеевые ванны делают съёмными. Для исключения деструкции клея используют системы с двумя бачками: малой ёмкостью с рабочей температурой и дополнительный бачок с пониженной температурой, позволяющей автоматически добавлять клей в основной бачок. Прикатывающее устройство состоит из нескольких роликов. Первый ролик большего диаметра является приводным, остальные прикатывающие, обеспечивающие прижим кромочного материала и ускоренную полимеризацию клея за счёт отвода тепла.
Торцовочный узел
Торцовочный узел обеспечивает чистовую торцовку кромки и представляет собой следящую систему с одним или двумя высокочастотными (12 000-18 000 об/мин.) шпинделями с пилами малого диаметра. Торцовочный узел синхронно движется по линейным направляющим вместе с заготовкой в процессе торцовки и автоматически возвращается в исходное положение по окончании обработки.
Узел фрезерования свесов
Узел фрезерования свесов выполняет снятие свесов с верхней и нижней кромки детали. В зависимости от установленных фрез формируется прямая, наклонная или радиусная фаска по всей длине детали. В качестве приводов используются такие же высокочастотные шпинделя, как и на торцовочных узлах. При высоких скоростях подачи используются два фрезерных узла: узел чернового фрезерования и чистового. Как правило, фрезерные шпинделя могут наклоняться по отношению к заготовке до 15 градусов, обеспечивая оптимальный процесс обработки кромки.
Узел обкатки углов Round
Узел обкатки углов Round позволяет обрабатывать торцы деталей, имеющих непрямолинейную кромку, например, радиусную, полученную по технологии постформинг. Это достаточно сложные узлы со следящими системами, движущимися синхронно с обрабатываемой деталью и оснащенные высокочастотными двигателями. Целесообразно использовать двухмоторную схему этих узлов, которая значительно надежнее одномоторной и обеспечивает более качественную обработку.
Циклёвочный узел
Циклёвочный узел дополнительно обрабатывает кромку после фрезерования и придаёт ей более эстетичный вид. Дело в том, что в процессе фрезерования образуется кинематическая волна от работы фрез, которая хорошо заметна на глаз. Кроме того, при неоптимальных режимах резания или тупых фрезах кромка меняет цвет: белеет, иногда остается клей в зоне шва — все эти дефекты убираются с помощью циклей. Они представляют собой твердосплавные пластинки с радиусным профилем, установленные с обеих сторон детали. Цикли соскабливают верхний дефектный слой кромочного материала толщиной 0,1-0,2 мм.
Узел полировки
Узел полировки представляет собой два электродвигателя с установленными на них матерчатыми полировальными кругами, которые могут перемещаться по высоте, задавая нужное усилие полирования. За счёт трения по кромочному материалу, последний размягчается и немного оплавляется, что обеспечивает блестящую поверхность кромки. При использовании узла полировки целесообразно использовать устройства распыления специальных жидкостей для финишной обработки кромок из ПВХ /АБС.

Другие
Кроме вышеперечисленных узлов в кромочных станках могут применять большое количество и других узлов и приспособлений, повышающих производительность и улучшающих качество поверхности кромки.
В последнее время, наряду с широкораспространёнными технологиями нанесения кромки на основе клея-расплава, появились технологии бесклеевой кромкооблицовки на основе коэкструдированного полимера. Эти технологии обеспечивают бесшовное соединение кромочного материала с плитой: увидеть соединительный шов возможно только при значительном увеличении.
На поверхности кромки нанесён слой полипропиленовой смеси, который под воздействием лазерного луча (технология Laser Edge и др.) или горячего потока сжатого воздуха (технология Air Fusion и др.) расплавляется и проникает в структуру плиты, заполняя поры и сливаясь с деталью в одно целое. Несмотря на высокое качество получаемых изделий, эти технологии пока применяются в ограниченном объёме вследствие высокой стоимости оборудования и кромочного материала.

Текст: Владимир Косарев, к.т.н., доцент, директор ООО «Центр режущего инструмента» (г. Красноярск)
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Прифуговка лдсп что это

Снова о «прифуговке»
В наше время в российской мебельной отрасли уже почти не осталось тех, кто не знает, что из себя представляет агрегат предварительного фрезерования кромок деталей (прифуговки) и где он находится в кромкооблицовочном станке. Однако что дает потребителю его применение понимают по-прежнему немногие. Возможно поэтому мы снова и снова слышим пожелания дать предложение на станок без прифуговки. А среди тех, кто уже купил станок с этим устройством есть такие, кто просто отключают предварительные фрезы. Поэтому считаю необходимым еще раз поговорить о том, что такое прифуговка и что она дает.
Агрегат предварительного фрезерования кромок деталей перед их облицовыванием часто коротко называют агрегатом прифуговки или просто «прифуговкой». Происхождение слова немецкое — Fügeaggregat. Задача данной операции заключается в удалении слоя материала с кромки детали для формирования прямолинейной и ровной поверхности, на которую приклеивается кромочный материал.
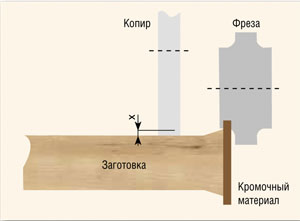
Для исключения повреждений уже облицованных перпендикулярных кромок (рис.1) агрегат прифуговки оснащается двумя фрезами, вращающимися в противоположных направлениях. Начинает обработку фреза со встречным вращением, «поджимая» материал в начале заготовки. На выходе работает попутная фреза, предотвращающая отрыв кромочного материала в конце детали.

Конструкция прифуговочных фрез учитывает то, что обрабатываемые плиты имеют облицованные пласти. Для того, чтобы избежать сколов, усилия резания должны быть направлены внутрь детали. Это обеспечивается расположением резцов под небольшим углом к вертикали. Причем наклон верхних и нижних резцов имеет разное направление — рисунок режущих элементов напоминает букву V.
Для обеспечения максимальной стойкости инструмента применяются, как правило, алмазные фрезы. Хотя следует помнить, что при обработке натуральной древесины ( столярного щита, дверных полотен и т.п.) должны применяться головки с резцами из специальной стали — алмаз в этом случае не подходит.
Прифуговка и/или качественный раскрой?
Многие мебельщики считают, что прифуговка выполняет только одну функцию – исправление дефектов раскроя плитных материалов. Из этого некоторые делают вывод, что достаточно улучшить качество раскроя и потребность в прифуговке отпадет. Но это далеко не так.
С одной стороны, предварительное фрезерование способно устранить не все проблемы, связанные с раскроем, и улучшать качество пиления необходимо в любом случае. А с другой стороны, прифуговка позволяет решать гораздо более широкий спектр задач. Но обо все по порядку.
К дефектам, возникающим при пилении, относятся: сколы на пластях, так называемая «ступенька» от подрезной пилы, неперпендикулярность сторон заготовки, неперпендикулярность кромки от отношению к пласти, непрямолинейность кромок ( вследствие «бананового реза» или внутренних напряжений в материале).
Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами, с небольшим наклоном кромки к пласти. Но с остальными проблемами сложнее. Отсутствие прямого угла между смежными кромками прифуговка исправить не может. Деталь с выпуклыми дугообразными кромками не возможно правильно сбазировать по направляющей линейке, а значит и качественно обработать. При вогнутых кромках корректное базирование возможно только, если их длина меньше длины направляющей линейки.
Кстати, даже при самом качественном раскрое «ступенька» от подрезной пилы все равно остается. Она может быть минимальной, едва различимой, но полностью исключить ее не удастся. В этом, собственно, суть применения подрезной пилы – ширина ее пропила должна быть обязательно больше, чем пропил главной пилы. А это значит, что после облицовывания кромок клеевой шов на нижней пласти ( где оставила след подрезка) – будет более заметен. И устранить эту разницу может только прифуговка.
Проблемы возникают не только после раскроя
Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. А именно с таким материалом работают 90 % российских мебельных фабрик. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование.
Даже во время незначительной паузы между операциями раскроя и облицовывания кромок на заготовки оседает пыль, что приводит к ухудшению качества приклеивания кромочного материала. Кроме того, пыль с деталей попадает на клеевой валец и способствует образованию нагара. Предварительное фрезерование деталей позволяет «зачистить» кромки за пару секунд до нанесения на них клея, что решает эту проблему.
Каждый, кто имел дело с кромкооблицовочными станками, сталкивался с ситуацией, когда тщательно настроенный станок через некоторое время начинает вести себя странно: пилы, фрезы и цикли то «зарезают», то оставляют припуск. Подстройка улучшает ситуацию на короткое время, но потом картина повторяется.
Начальство обвиняет наладчиков и операторов в неспособности настроить станок, рабочие ругают сам станок за то, что он «не держит» настройки. Не будем вступаться за все модели станков – среди них есть действительно те, которые работают нестабильно, но вполне возможно загадочное поведение оборудования объясняется другими причинами.
Если говорить о продольных гранях деталей, то нестабильный результат их обработки фрезами и циклями может быть связан с тем, что после раскроя пилами возникает еле заметное утолщение края плиты на X= 0,05…0,07 мм (на рис.2 – показано утрировано). В кромкооблицовочных станках предусмотрено средство борьбы с разнотолщинностью плит – это вертикальное копирование. Но в данном случае оно бессильно, так как копировальный диск катится по детали на некотором удалении от ее кромки и поэтому не способен «засечь» указанный дефект. В результате идеально настроенные фрезы и цикли частично «зарезают» пласти детали.
Если бы величина утолщения кромки была бы стабильна, то ее легко можно было бы компенсировать настройкой станка. Но проблема в том, что это значение варьируется от детали к детали в зависимости от свойств исходного материала. Именно это и приводит к тому, что результаты обработки «плавают».
Избавиться от этого явления позволяет как раз предварительное фрезерование кромок деталей. Дефектный слой, возникший после пиления, удаляется, в результате чего работа фрезерных и циклевальных агрегатов стабилизируется.
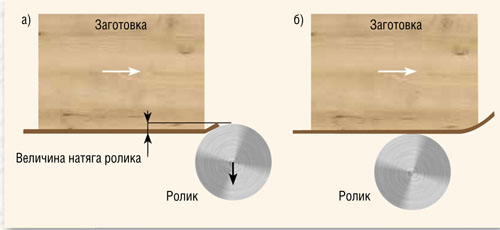
Похожие проблемы встречаются и при операции торцевания свесов по длине. Но причины здесь несколько иные. В кромкооблицовочных станках прижим кромочного материала к плите осуществляется роликами, усилие прижима которых для надежного приклеивания должно быть достаточно высоким. При заходе ролика на деталь (рис.3 а) передний край кромки деформируется ( вдавливается внутрь детали – показано утрированно на рис.3 б). Аналогичная деформация происходит и при сходе ролика с задней части заготовки. Особенно это заметно при облицовывании относительно мягкой плиты тонким кромочным материалом.
Этот дефект сказывается после разворота детали на 90 градусов для обработки третьей и четвертой стороны (рис. 4). Правильно отрегулированная пила срезает кромочный материал строго по линии перпендикулярной кромки, к которой прижимается копир. Но из-за того, что край этой кромки вдавлен внутрь детали остается небольшой свес. Создается впечатление, что пила настроена неправильно, и рабочий подстраивает пилу, чтобы она срезала больше. Но на более плотном материале заготовки деформация от прижимных роликов может оказаться меньше и тогда пила будет срезать слишком много. И снова делается ложный вывод, что станок не держит настройки.
Радикально устраняет такие проблемы только прифуговка. Она удаляет деформированный слой детали и правильная геометрия обработки восстанавливается.
Важна правильная эксплуатация
Некоторые мебельщики отвергают прифуговку уже после приобретения станка, оснащенного соответствующим агрегатом. Часто причиной этого являются ошибки в эксплуатации.
Первый вопрос, касающийся предварительного фрезерования : «Какой припуск снимать?». Самое распространенное заблуждение – приравнять припуск толщине кромочного материала. Кромка 0,4 мм – прифуговка 0,4 мм. Так, мол, технологам считать легче: если на производстве несколько станков и только часть из них с прифуговкой, то связываться с раздельным учетом припусков мало кому хочется. Самое удивительное, что такую рекомендацию дают иногда продавцы станков.
Однако, во-первых, при малой величине съема материала нет гарантии, что длинные слегка выгнутые детали будут обработаны полностью по всей длине. А, следовательно, могут остаться участки со сколами или ступенькой от подрезки. Во-вторых, для нормальной работы алмазных фрез требуется больший припуск, обеспечивающий нормальный процесс резания.
На простых кромкооблицовочных станках фреза со встречным вращением обрабатывает только небольшой участок кромки фиксированной длины, а остаток дистанции – фреза с попутным вращением, в результате чего происходит их неравномерный износ и потребность в заточке или замене происходит в разное время. В более продвинутых станках, таких, например как ОТТ, с помощью программного управления реализовано два рабочих режима, отличающихся длиной пути фрезерования первым и вторым инструментом. Чередование режимов позволяет потребителю обеспечить равномерный износ фрез и в результате экономить на стоимости инструмента.
Кроме того, износ лезвий прифуговочных фрез происходит не одинаково по толщине заготовки. Он выше в зоне резания облицовочного слоя плит. Поэтому прежде, чем отдать инструмент в заточку, можно в небольшом диапазоне сместить фрезы по вертикали и еще поработать. Узнав о таком способе экономии, некоторые мебельщики смещают фрезы до такой степени, что верхняя наклонная режущая кромка начинает работать по всей высоте детали, что приводит к повреждениям нижней пласти.
Некоторые «умельцы» иногда пытаются продлить жизнь инструменту, меняя местами левые и правые фрезы, при этом переворачивая их. Таким образом установленные фрезы работать будут, но только короткий резец, оказавшись сверху уже не может обеспечить правильную работу во всем диапазоне толщин плит.
Таким образом, если применять агрегат прифуговки в строгом соответствии с рекомендациями производителей станков и инструментов, то можно не только компенсировать дефекты раскроя, хранения и перемещения деталей, но и стабилизировать работу других агрегатов, что помогает улучшить работу кромкооблицовочных станков в целом.