Нагартованные состояния алюминия
Наклеп или нагартовка являются естественным следствием большинства деформационных операций алюминия и его сплавов. Иногда это называют еще деформационным упрочнением. Наклеп повышает прочность сплава, которая была достигнута в результате легирования и упрочняющей термической обработки. Для термически упрочняемых сплавов деформационное упрочнение может также повышать скорость выделения упрочняющей фазы.
Степень нагартовки
Нагартовку применяют для повышения прочностных свойств алюминия и алюминиевых сплавов, которые не упрочняются термической обработкой. Иногда эти сплавы – в основном сплавы серий 3ххх и 5ххх – называют в позитивном ключе: деформационно упрочняемыми. Основными «рычагами» для получения того или другого нагартованного состояния являются степень нагартовки – количество пластической холодной деформации и отжиг, полный или частичный – нагрев до температуры 350-400 °С при длительности, как правило, достаточной для полного прогрева.
Полный и частичный отжиг
Полный отжиг применяют для полного снятия нагартовки материала и приведения материала к состоянию с минимальными прочностными характеристиками и максимальными пластическим свойствами. Частичный отжиг выполняют для частичного снижения уровня прочностных свойств и повышения пластических для приведения материала готового изделия в заданное состояние.
Обозначение состояний алюминиевых сплавов
Для обозначения всех состояний алюминия и алюминиевых сплавов (и не только нагартованных) во всем мире широко применяется американская система обозначений, разработанная в свое время Американской Алюминиевой Ассоциацией.
Состояние материала в горячепрессованном состоянии без дополнительных обработок – термических или деформационных – обозначается стандартах В и ISO буквой F и никакие цифры за ней не следуют. В отечественных стандартах это состояние идет вообще без обозначения.
Состояние полностью отожженного материала обозначается буквой «О» (не ноль) по международной классификации состояний алюминия и алюминиевых сплавов или «М» – по отечественным ГОСТам. Буква О с дополнительной цифрой относится к отжигу со специальными условиями.
Все обозначения нагартованных состояний начинаются с латинской буквы «Н». За ней могут идти от 1 до 3 цифр.
Только нагартовка – серия Н1
Чисто нагартованные состояния без дополнительных обработок образуют серию Н1. Полностью нагартованным состоянием материала, которое обозначают Н18, называют состояние, полученное при холодной деформации эквивалентной относительному обжатию при прокатке 0,75. Относительное обжатие – это отношение разности толщин исходного и конечного листа к исходной толщине листа. Относительная вытяжка 0,75 будет достигаться, например, при исходной толщине 10 мм и конечной толщине 2,5 мм: (10 – 2,5)/10 = 0,75. Состояние Н19 обозначает изделия с еще большей степенью нагартовки, чем в состоянии Н18. Оно применяется, например, для ленты толщиной 0,30 мм из алюминиевого сплава 3104 для изготовления корпуса пивной банки. Состояния Н16, Н14 и Н12 получают при меньшем количестве холодной деформации и они представляют, соответственно, тричетвертинагартованное, полунагартованное и четвертьнагартованное состояния.
Состояния алюминия H111 и H112
При указании требований к механическим свойствам алюминия и алюминиевых сплавов часто употребляют обозначения состояний Н111 и Н112 из той же серии Н1. Состояние Н111 отличается от отожженного состояния О только небольшой степенью нагартовки, которую мог получить материал при правке или других технологических операциях. Состояние Н112 отличается от состояния F только небольшой степенью нагартовки (при горячей или холодной обработке), а также обязательным контролем механических свойств.
Нагартовка и отжиг – серия Н2
Серия Н2 относится к материалам, которые были нагартованы до более высокой степени, чем это нужно было бы для заданных прочностных свойств, а затем снижают эту «лишнюю» прочность снимают с помощью частичного отжига. С увеличением степени нагартовки вторая цифра возрастает от 2 до 8 аналогично чисто нагартованным состояния: Н22, Н24, Н26 и Н28.
На рисунке схематически показаны нагартованные состояния серий Н1 и Н2 при различной степени нагартовки и различных длительностях отжига при постоянной температуре. Бывают аналогичные графики в зависимости от температуры отжига. У состояний с одинаковыми вторыми цифрами пределы прочности – одинаковые, а предел текучести у состояний с частичным отжигом ниже, чем у чисто нагартованных состояний. График роста прочности от степени холодной деформации имеет выпуклость вверх. Это отражает тот факт, что первые стадии холодной деформации дают максимальный прирост прочности.

Серия Н3 – для сплавов алюминий-магний
Серия Н3 – состояния с нагартовкой и стабилизирующей обработкой: Н32, Н34, Н36 и Н38. Эту серию состояний применяют только для алюминиево-магниевых сплавов – сплавов серии 5ххх. Дело в том, что в нагартованном состоянии эти сплавы в течение некоторого времени могут терять, достигнутые нагартовкой прочностные свойства, за счет механизма естественного старения. Поэтому, если стабильность прочностных свойств важна, их часто нагревают до умеренных температур, например, 220 °С, чтобы завершить этот процесс старения, при этом несколько снизить прочность, но повысить пластичность и, тем самым, обеспечить последующую стабильность механических свойств и рабочих характеристик.
Нагартовка и лакировка – серия Н4
Серия Н4 применяется для нагартованных изделий с дополнительной лакировкой поверхности. Например, при изготовлении крышек пивных банок применяют ленту толщиной 0,26 мм из алюминиевого сплава 5182 в состоянии Н48 – полностью нагартованную и лакированную.
Состояния алюминиевых сплавов в стандартах ГОСТ
В старых, еще «советских», но еще успешно действующих ГОСТах применяются свои обозначения нагартованных состояний. В ГОСТ 18475-82 на холоднодеформированные трубы, ГОСТ 7871-75 на сварочную проволоку и ГОСТ 21631-76 на листы предусмотрены следующие состояния материала:
В ГОСТ 24767-81 на холодногнутые профили предусмотрено
В относительно «свежем» ГОСТ 13726-97 на ленты к состоянием М и Н уже включают дополнительные состояния материала:
ГОСТ 18475-82 кроме этого предусматривает еще два состояния материала с участием нагартовки для термически упрочняемых сплавов АД31 и 1955:
Это аналоги международных обозначений состояний Т8 и Т3, которые относятся к состояниям термически упрочняемых алюминиевых сплавов.
Нагартованный алюминий что это
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.

На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации. Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия. Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
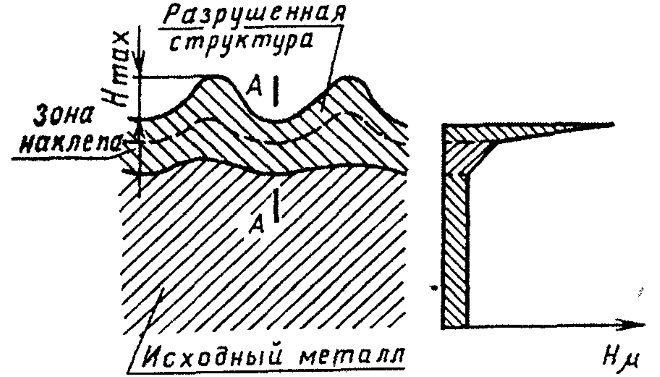
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
Явление наклепа, если оно относится к ферромагнитным материалам (например, к железу), приводит к тому, что у металла увеличивается значение такого параметра, как коэрцитивная сила, а его магнитная проницаемость снижается. Если наклепанная область была сформирована в результате незначительной деформации, то остаточная индукция, которой характеризуется материал, снижается, а если степень деформации увеличить, то значение такого параметра резко возрастает. Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
Наклепанный слой на поверхности металлического изделия может быть сформирован как специально, тогда такой процесс является полезным, так и неумышленно, в таком случае его считают вредным. Чаще всего неумышленное поверхностное упрочнение металлического изделия происходит в процессе обработки резанием, когда на обрабатываемый металл оказывается значительное давление со стороны режущего инструмента.

Упрочнение (наклеп) при обработке резанием
Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки.
Если формирование наклепа может произойти в результате как осознанных, так и неосознанных действий, то нагартовка всегда выполняется специально и является, по сути, полноценной технологической операцией, цель которой состоит в поверхностном упрочнении металла.

Деформационное уплотнение кромки этого затвора произошло в результате эксплуатации, значит – это наклеп
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале. Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа. Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода. При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь. Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
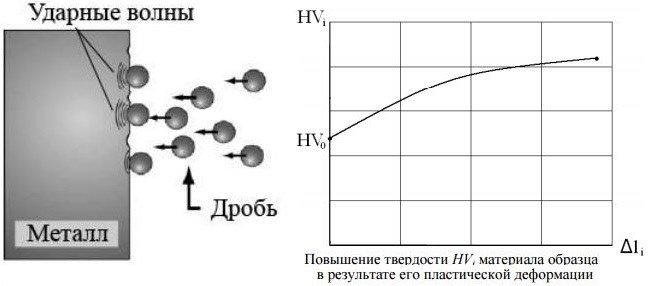
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения. В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться. Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
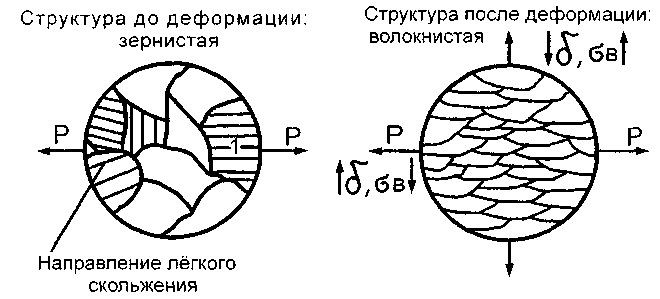
Изменение структуры поверхностного слоя в результате холодной деформации
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается. Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение. Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Из всего вышесказанного можно сделать вывод о том, что в процессе выполнения нагартовки или наклепа изменяется кристаллическая структура стали или другого металла, в результате материал становится более твердым и прочным, но одновременно и более хрупким. Нагартованная сталь, таким образом, представляет собой материал, который специально был подвергнут пластической деформации для улучшения прочностных характеристик.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.

Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций. Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.

Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки. Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации. Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.

Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка. При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается. Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении. В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние. Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие. Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
На видео ниже показан процесс упрочнения методом наклепа колес для железнодорожной техники в дробеметной установке.












Вы можете сказать какой алюминиевый лист применяется на каждой картинке? Затрудняетесь?
Давайте вместе попробуем разобраться в основных алюминиевых сплавах и их применении.
Для начала рассмотрим состояние алюминиевых листов.
ГОСТ 21631-76 определяет нам 7 возможных состояний листа, остановимся только на самых распространенных:
Мягкий алюминиевый лист, легко поддается деформации.
2) полунагартованные — Н2;
Алюминиевый лист более жесткий, чем в состоянии «М», также легко поддается деформации (выдерживает сгибание до 90град.). Хорошо держит форму, жесткое состояние препядствует образованию вмятин, поэтому наиболее часто применяется в теплоизоляции труб.
3) нагартованные – Н;
Нагартовкой называют способ упрочнения металла с помощью холодной деформации (дополнительная прокатка на станке).
4) закаленные и естественно состаренные – Т;
Твердые алюминиевые листы. Более сложен в обработке ( при сгибании под 90 град лопается). Применяется в деталях и узлах с высокой нагрузкой.
Лист алюминиевый технический применяется в качестве изоляционного и отделочного материала. Малый вес листа и его гибкость обеспечивают невысокие затраты и удобство при проведении изоляционных работ. Наиболее часто применяемые сплавы 1105АН2, ВД1АН2. Также для теплоизоляции используется сплав АД1Н2.
Сплавы группы «алюминий-магний»: АМГ2, АМГ3, АМГ5, АМГ6.
Кислотостойкий алюминиевый лист изготавливают из алюминия, легированного магнием и марганцем. Марки АМг2М, АМг3М, АМг5М, АМг6М имеют высокие антикоррозионные характеристики, прекрасно свариваются. Поэтому их широко применяют в производстве сварных ёмкостей, баков для топлива и других деталей в самолётостроении. Отлично подходит как при промышленном судостроении, так и для частного изготовления катеров, лодок, катамаранов.
Пищевой алюминиевый лист изготавливается из марок первичного алюминия – нагартованные (А5Н, АД1Н), полунагартованные (А5Н2, АД1Н2), отожжённые (А5М, АД1М).
Листы из алюминия марки АМц обладают повышенной пластичностью, легко поддаются деформации. Используются в полунагартованном и нагартованном состоянии в автомобилестроении для изготовления радиаторов, рам, заклёпок. Также может применяться в пищевом производстве, но без прямого контакта с пищевыми продуктами.
Сплавы Д16, Д19, В95.
Д16АМ – это дюралюминий отожженный, с нормальным плакированием. Д16АМ относится к высокопрочному виду дюралюминия, отличается устойчивостью к внешним воздействиям. Д16АМ не становится хрупким на морозе, поэтому применяется в условиях, при которых применение других видов стали становится невозможно. Наиболее широкое применение лист из сплава Д16АМ находит в производстве различных деталей, изготавливаемых методом штамповки.
Д16АТ – производится из сплава алюминия с легирующими элементами, основным из которых является медь. Сплав используют для изготовления гнутых профилей. Преимуществом Д16АТ можно выделить то, что деталь из такого сплава сразу получается твёрдой, без дополнительной термообработки.
Д16Т – дюралюминий, произведенный из сплава алюминия с медью и марганцем. Д16Т обладает хорошей пластичностью и повышенными усталостными характеристиками. Спектр применения сплава широк. Д16Т применяют в строительстве, авиастроении, судостроении, производстве мебели и в других отраслях.
В95 – прочный авиационный сплав. Применяется для обшивок верха крыла (плит, листов), стрингеров (гнутых листовых и прессованных), балок, стоек и других элементов фюзеляжа и крыла современных самолетов (ТУ-204, Ил-96, Бе-200) и других высоконагруженных конструкций, работающих в основном на сжатие.
Методы обработки металлов давлением — прокатка, ковка, штамповка, прессование – превращают литой алюминиевый слиток в готовый полуфабрикат или конечное изделие — алюминиевый лист, алюминиевую поковку, алюминиевую штампованную деталь или алюминиевый профиль. Это происходит при повышенной или комнатной температуре и может также включать один или несколько промежуточных нагревов — отжигов — алюминия или алюминиевого сплава для восстановления его пластичности. При этом происходит два основных изменения: 1) изменение формы и 2) изменение микроструктуры и механических свойств.
Пример: прокатка фольги из слитка
Например, прокаткой из алюминиевого слитка длиной 5 м и толщиной 300 мм получают около 200 километров алюминиевой фольги толщиной 7 микрометров. Изменение формы измеряется единицами деформации. И без численной оценки деформаций ясно, что здесь они были очень большими, и их нельзя было достичь за один проход. Обычно путь изготовления фольги начинается с горячей прокатки и заканчивается холодной прокаткой и отжигом.
Почему алюминий пластичный?
Способность подвергаться большой пластической деформации является одним из наиболее полезных свойств металлов. Металлы с гранецентрированной кубической решеткой, к которым относится и алюминий, обычно проявляют хорошую пластичность — их можно легко деформировать в различные сложные формы. Обычно металлы состоит из большого количества отдельных зерен или кристаллов, то есть они являются поликристаллическими. Типичное зерно или кристалл алюминия после горячей и холодной обработки, а затем отжига имеет диаметр, скажем, 40 мкм, а элементарная ячейка атомной кристаллической решетки – всего около 0,4 нм = 0,0004 мкм. Так что каждое зерно содержит много миллионов таких элементарных ячеек – порядка 10 15 штук.
Дислокации в алюминии
При разливке алюминиевых слитков первичные кристаллы растут из жидкой фазы и литая микроструктура обычно очень грубая. Когда алюминий пластически деформируют, каждое зерно деформируется путем движения линейных дефектов своей кристаллической решетки. Деформация происходит за счет проскальзывания по плоскостям скольжения вдоль направлений сдвига. Эти дефекты называют дислокациями (рисунок 1). Дислокации двигаются по некоторым кристаллографическим плоскостям в кристалле – так называемым «плотно упакованным плоскостям», которые известны как плоскости скольжения. Движение одной дислокации производит единичную сдвиговую деформацию, а объединенное движение сотен тысяч дислокаций — полную деформацию.
В ходе деформации при комнатной температуре число дислокаций возрастает и им становится трудно двигаться сквозь атомную решетку. В этом случае говорят, что алюминий «получил нагартовку», «получил деформационное упрочнение» или даже «наклепался», а такой алюминий или алюминиевый сплав называют нагартованным. Это означает, что для продолжения деформации требуется все большие усилия, а алюминий постепенно теряет пластичность, что, в конечном счете, приведет к образованию в нем трещин и его разрушению.
В это время на атомном уровне происходит следующее. В ходе деформации скольжение дислокаций происходит очень активно и движущиеся дислокации различных плоскостей скольжения начинают взаимодействовать друг с другом, перепутываться между собой и образовывать так называемый «лес» дислокаций. С увеличением плотности дислокаций возрастает предел текучести материала — где-то прямо пропорционально корню квадратному из плотности дислокаций.
Возврат и рекристаллизация деформированного алюминия
Дислокации, которые возникли при нагартовке алюминия, можно удалить путем нагрева нагартованного металла до умеренно высокой температуры, например, 345 °С. Это заставляет алюминий снова стать мягким и восстанавливает его пластичность. Этот нагрев называют отжигом. Изменения микроструктуры, которые происходят в ходе отжига, называют возвратом и рекристаллизацией. В ходе деформации при повышенных температурах обычно происходят процессы восстановления. Их называют динамическим возвратом и динамической рекристаллизацией.
Благодаря этим процессам алюминий не нагартовывается так сильно как при комнатной температуре и требует для деформирования намного более низкие нагрузки. Уже при температуре 200 ºС чистый алюминий почти полностью теряет способность к нагартовке. При умеренных пластических деформациях алюминиевых сплавов дислокации в них распределяются неоднородно, а формируют ячейки со стенками из перепутанных дислокаций и малой плотностью дислокаций внутри ячеек. Обычно эти ячейки имеют диаметр порядка 1 микрометра. Когда происходит возврат, стенки ячеек становятся границами так называемых субзерен. При отжиге алюминия или алюминиевого сплава после большого объема холодной пластической деформации происходит процесс рекристаллизации с образованием новых зере
*Предлагаемые к заключению договоры или финансовые инструменты являются высокорискованными и могут привести к потере внесенных денежных средств в полном объеме. До совершения сделок следует ознакомиться с рисками, с которыми они связаны.