Что такое сварочный аппарат полуавтомат, его особенности и критерии выбора
 Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Технологический бум последних десятилетий, главным образом, появление и совершенствование инверторных технологий, позволили снизить весогабаритные и ценовые характеристики сварочных полуавтоматов.
Сегодня полуавтоматические сварочные аппараты инверторного типа уже не являются исключительной прерогативой профессионалов, а широко используются бытовыми потребителями.
Принцип действия и сфера применения
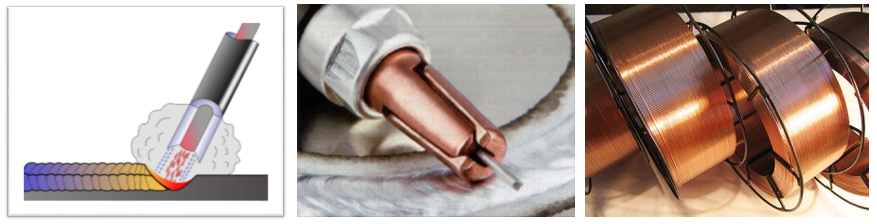
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Кстати, в необходимых случаях сложно обойтись и без металлорукавов под приварку, и как раз тут можно посмотреть каталог металлорукавов высокого давления: http://www.uzgs.ru/proizvodim-i-prodaem-metallorukava/metallorukav-pod-privarku.html
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.
Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
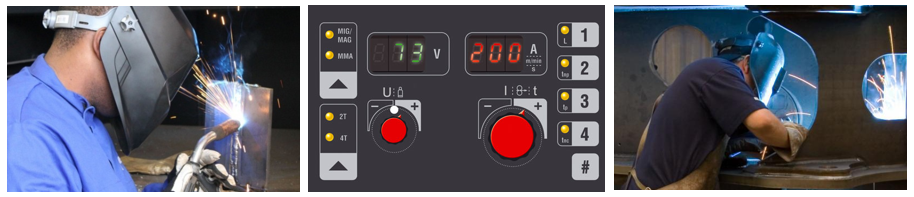
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.
Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
Обладает устройство и некоторыми недостатками:
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
Устройство и виды полуавтоматов, критерии при покупке
Сварочные полуавтоматы MIG/MAG для сварки проволокой в среде активного или инертного газа. Виды полуавтоматической сварки и их особенности. Как работает аппарат в углекислотной среде и как выбрать достойное оборудование.

Сварочный полуавтомат избавляет сварщика от ручной подачи электрода и процедуры его замены в держателе. В этом виде оборудования в качестве электрода используется специальная проволока, автоматически поступающая в зону сварки. Специалист должен только установить нужную подачу, а затем, удерживая необходимое расстояние до поверхности металла, осуществлять продольное движение вдоль свариваемого стыка.
Полуавтоматическая сварка не требует очень высокой квалификации, а расходные материалы для нее унифицированы и доступны по цене. По этой причине такие аппараты массово используются как в промышленном производстве, так и на небольших ремонтных и сервисных предприятиях. Популярны они также у индивидуальных предпринимателей и домашних мастеров, т. к. приобрести подобный полуавтомат для дома, дачи или гаража не составляет никакого труда. Для этого всего лишь нужно разобраться в основах этого вида сварки, определиться в своих технологических потребностях и финансовых возможностях, а затем сделать выбор подходящей модели.
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:

Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Источники питания
Только инверторы могут формировать переменный ток с балансом полярности, который необходим при сварке сплавов алюминия и магния.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка

По принципу работы с движущейся проволокой горелки делятся на три типа:
Контактный наконечник — это сменный элемент, который должен точно соответствовать диаметру проходящей через него проволоки. Также сменным компонентом является сопло, которые выбирается в зависимости от размера наконечника и режима сварки.
Подача проволоки

Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Принцип действия полуавтомата
На выходе из горелки проволока проходит через плотное отверстие в контактном наконечнике, на который по проводам, уложенным в кабель-шланге, подается сварочный ток. В результате между ее кончиком и свариваемой деталью возникает дуга, металл проволоки плавится, и образуется сварочная ванна (см. рис. ниже), которая перемещается вместе с движением горелки, оставляя за собой остывающий сварочный шов.

Сопло служит для формирования облака защитного газа необходимой формы и плотности, который поступает в него через рассеиватель, расположенный в месте крепления контактного наконечника.
Виды сварочных полуавтоматов
Конструктивно сварочные полуавтоматы производятся в однокорпусном и двухкорпусном исполнениях. В первом случае внутри одного моноблока находятся источник питания, газовый клапан и механизм подачи проволоки. Во втором случае эти последние два вынесены в отдельное устройство, к которому подключается кабель-шланг. Однокорпусные аппараты выпускают с внутренним и внешним размещением бобины с проволокой.

Источники питания сварочных полуавтоматов бывают двух видов: выпрямители и инверторы. Первые более просты в обслуживании и довольно дешевы, но при этом выдают постоянный ток со значительными пульсациями, имеют низкий КПД и большую массу. Сварочные полуавтоматы инверторного типа лишены всех этих недостатков. При этом они могут выдавать практически все видов сварочных токов, в том числе работать в импульсном режиме.
Главные отличия сварочных полуавтоматов от других аппаратов
Сварочные полуавтоматы отличаются от аппаратов, применяемых при других видах сварки, тем, что в них не используются в качестве источников сварочного тока трансформаторы — только выпрямители и инверторы. Они обеспечивают высокую производительность и качество сварки, поскольку сварочный процесс идет непрерывно с одними и теми же параметрами, без замены электродов и повторного поджига дуги.

Кроме того, сварочные полуавтоматы и технология их использования характеризуются:
Использование в сварочных полуавтоматах в качестве источника тока инверторов значительно увеличивает их производительность и технологические возможности. При этом в простых аппаратах для неответственных работ до сих пор находят применение и выпрямители, которые отличаются от инверторов более низкой стоимостью, худшим качеством тока, а также массой и габаритами.
Основные режимы полуавтоматической сварки

В сварочных полуавтоматах реализована обратная связь «сила тока — скорость подачи проволоки», с помощью которой и реализуется полуавтоматический режим. Сварщику только остается удерживать дугу нужного качества и вести горелку вдоль стыка металла, а скорость проволоки будет меняться в соответствии с величиной тока.
Сварочные инверторы дают возможность применять импульсный режим полуавтоматической сварки, который обеспечивает более высокую производительность и лучшее качество.
Разница сварки с газом и без него
Порошковая проволока заметно дороже обычной, более капризна в механизмах подачи (из-за своей мягкости), выделяет большое количество паров и дыма, а швы, сваренные с ее применением, имеют склонность к пористости. Ее неоспоримым преимуществом является то, что с помощью этой проволоки можно вести сварку на открытом воздухе и даже в условиях ветра. Кроме того, она обеспечивает минимальное разбрызгивание металла, пригодна для сварки загрязненных поверхностей и имеет более высокую производительность наплавки.
Важные критерии и характеристики при выборе сварочного полуавтомата
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.

При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
|---|---|---|---|---|
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | + | + | + |
| 11 | Сварка без газа | — | + | +/- |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | — |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | >70 |
При выборе конкретной модели недостаточно только анализа ее характеристик, т. к. большое значение имеют также репутация производителя, близкое расположение гарантийных и сервисных центров и доступность расходных и ремонтных материалов. Хорошим источником информации о самых популярных моделях являются обзоры сварочных полуавтоматов и отзывы пользователей на профильных форумах.
Лучшие дешевые полуавтоматы

Самые популярные марки — это «Ресанта», Aurora, Wester, «Сварог», «Барс», «Зубр», «Интерскол». На основании отзывов пользователей на профильных форумах и рейтингов лучших сварочных полуавтоматов, размещенных в интернете, был выбран ряд моделей, которые заслуживают особого внимания, а многими называются лучшими в своем ценовом диапазоне. Все аппараты инверторные, с возможностью ручной сварки покрытыми электродами, входное напряжение — 220 В. Порядок расположения — по убыванию цены.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Wester MIG-140i | 4.7 | 40÷140 | 55 | 0.6÷0.8 | 60 | 13.4 | 13 500 |
| Fubag Irmig 180 38608 | 7.0 | 30÷180 | 65 | 0.6÷1.0 | 60 | 12 | 20 000 |
| Сварог MIG 160 Real N24001 | 6.0 | 30÷160 | 60 | 0.6÷0.8 | 60 | 13 | 23 500 |
| Aurora Pro Overman 180 Mosfet | 4.7 | 30÷175 | 50 | 0.6÷1.0 | 60 | 21 | 25 500 |
| Ресанта САИПА-165 | 4.8 | 20÷160 | 65 | 0.6÷0.9 | 70 | 13.7 | 27 000 |
Гарантийный срок работы оборудования у оборудования Wester и «Сварог» составляет 60 месяцев, Fubag и Aurora — 24 месяца, «Ресанта» — всего 12 месяцев.
Лучшие дорогие полуавтоматы
В этом ценовом сегменте можно выбрать полуавтомат ведущего мирового бренда, поскольку здесь, в основном, представлено профессиональное и полупрофессиональное сварочное оборудование. Пользуясь источниками российского интернета (обзоры, отзывы, рейтинги, профильные форумы) были выбраны лучшие модели в ценовой категории от 60 000 до 110 000 рублей.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0.6÷1.2 | 40 | 28 | 62 000 |
| ESAB Caddy Mig C200i | 5 | 30÷200 | 60 | 0.6÷1.2 | 45 | 11.5 | 75 000 |
| Bluweld Starmig 200 | 5.5 | 5÷200 | 0.6÷1.2 | 30 | 23 | 80 000 | |
| Кедр 8005048 | 23 | 500 | 75 | 1.0÷1.6 | 100 | 50 | 105 000 |
| Kemppi MinarcMig Evo 200 | 6.2 | 20÷200 | 75 | 0.6÷1.0 | 35 | 13 | 107 000 |
Все перечисленные полуавтоматы способны работать в ручном режиме, а Bluweld Starmig 200 дополнительно имеет функцию аргонодуговой сварки.
В статье не затронут вопрос устройства и принципа работы многофункциональных полуавтоматов «три в одном» с возможностью выполнения аргонодуговой (TIG) сварки. В открытых источниках об этом почти ничего не пишут, поэтому не вполне понятно, насколько работоспособно и практично такое совмещение. Если у вас есть информация по этому вопросу, поделитесь ей в комментариях к этой статье.
Сварочный полуавтомат. Как выбрать.
Полуавтоматическая сварка MIG/MAG считается самым производительным методом сварки. Для осуществления сварочных работ таким способом применяется специальная техника – сварочные полуавтоматы.

Сварочный полуавтомат – это электромеханическое устройство для сварки металлов и металлических сплавов в газовой среде плавящимся электродом, функцию которого в данном случае выполняет специальная проволока. Электродная проволока может быть разного диаметра, она идеально откалибрована и покрыта медью для лучшего скольжения и электрического контакта. Сам процесс сварки с таким аппаратом осуществляется вручную. А электродная проволока подается к месту сварки (к сварочной ванне) автоматически. Именно поэтому такой метод сварки называется полуавтоматическим.
Для равномерной размотки при подаче сварочная проволока намотана на специальную катушку. Скорость ее подачи устанавливается оператором-сварщиком. Газ, подаваемый в зону сварки, защищает шов от воздействия кислорода.
MIG/MAG – типы защитной газовой среды
Полуавтоматическая сварка может осуществляться в среде инертных или активных газов. Именно это и обозначают аббревиатуры MIG/MAG.

Преимущества

Вы решили купить сварочный полуавтомат и хотите перед покупкой узнать как можно больше информации об этом виде сварочной техники? Greenloft.ru подготовил ответы на основные вопросы, которые могут возникнуть в процессе выбора.
Назначение и класс сварочного полуавтомата
Пожалуй, первое с чего нужно начать, это с выбора сварочного оборудования по назначению. Сварочные полуавтоматы по назначению делятся на профессиональные, полупрофессиональные и бытовые. Отличает технику разных классов разный уровень мощности, показатели сварочного тока и процент ПВ (продолжительность включения).
Для продолжительных и интенсивных работ в промышленных условиях, на загруженных предприятиях, строительных площадках потребуется аппарат высокой мощности, c широким диапазоном сварочного тока (с верхним значением от 200 А и выше) и достаточным ПВ (не менее 60%). Если же сварка – это просто ваше «хобби», и вы планируете использовать аппарат время от времени для выполнения недлительных «любительских» работ, вам подойдут более дешевые и простые полуавтоматы бытового класса. Для несложных работ со стандартными материалами будет вполне достаточно сварочного тока до 200 А и продолжительности включения 30-60%.
Трансформатор или инвертор?
В зависимости от технологии, которая используется в производстве аппарата и на которой основан его принцип работы, сварочные полуавтоматы делятся на трансформаторные и инверторные установки. Сварочные аппараты трансформаторного типа сегодня мало востребованы. И не только потому, что они массивные и габаритные. Они во многом уступают современным инверторным аппаратам в функциональности и простоте использования. Инверторные полуавтоматы намного компактнее и легче. Большинство полезных функций, которые очень ценят сварщики, могут быть применены только в аппаратах инверторного типа – например, функции «горячего старта», «антиприлипания», форсажа дуги.

Сеть питания
Все сварочные полуавтоматы бытового назначение и большинство полупрофессиональных аппаратов питаются от однофазной сети 220 В, что дает возможность работать с техникой на всех объектах, где есть обычные бытовые розетки.
Профессиональные сварочные аппараты невысокой мощности могут также быть однофазными. Но индустриальные аппараты с высокой потребляемой мощностью, как правило, подключаются к промышленной трехфазной сети 380 В.
Большинство современных инверторных полуавтоматов адаптированы для работы со «слаботочными» сетями и способны выдавать стабильные параметры тока даже при сильных перепадах напряжения в сети ± 10-30%.
Параметры сварочного тока
Одна из важнейших характеристик сварочного полуавтомата – номинальный сварочный ток. Чем шире диапазон сварочного тока, тем большее количество разнообразных операций вы сможете производить. Чем выше верхнее значение тока, тем толще может быть свариваемый металл и больше диаметр электродной проволоки.
Продолжительность включения
Один рабочий цикл любого сварочного аппарата по стандарту составляет 10 минут. Продолжительность включения устройства (ПВ) обозначает период времени в рамках рабочего цикла, в течение которого аппарат можно использовать в режиме сварки. Обозначается ПВ в процентах.
Если в технической документации указана ПВ 60%, это значит, что из 10 минут цикла производить сварочные работы вы можете в течение 6 минут. Остальные 4 минуты аппарат должен «отдыхать». Указывается ПВ, как правило, с учетом работы на максимальном токе и при температуре окружающей среды до +40 градусов. На меньших токах, соответственно, продолжительность включения без риска перегрева будет больше.
Механизм подачи проволоки
Механизм автоматической подачи проволоки может быть встроен в аппарат или представлять собой отдельную конструкцию. Бытовые сварочные полуавтоматы, предназначенные для сваривания небольших деталей, обычно оснащаются встроенным механизмом подачи проволоки. Профессиональные модели, предназначенные для работы с крупногабаритными конструкциями, часто имеют отдельный механизм подачи, который подключается к самому автомату посредством кабель-пакета от 5 до 30 м.
Сам механизм подачи проволоки может быть двухроликовым или четырехроликовым. Двухроликовыми устройствами оснащаются полуавтоматы бытового класса. В моделях профи-класса обычно устанавливается четырехроликовый механизм, который отличается повышенным ресурсом, обеспечивает равномерную и качественную подачу.
Независимо от того, сколько роликов в механизме, они должны быть достаточного диаметра для надежного контакта с проволокой (от 30 см и больше). Хорошо, если ролики будут стандартного типа – в случае необходимости их можно будет легко заменить.