Полировка гребного винта
Терпение и время.
Если коснуться темы полировки гребного винта, то многие водномоторники считают, что это всё ерунда и пустая трата времени, но они не подозревают, что полированный гребной винт дает дополнительный упор при движении и кроме того обеспечивает заметную экономию топлива. Как бы хорошо не был окрашен ваш винт, его поверхности все равно шероховатые, а это приводит к падению трения и как результат падению КПД винта. Профессиональные моряки уже давно признали целесообразность полировки гребных винтов больших судов в перерывах между остановками в доках. Такая работа выполняется частично под водой. Так что владельцу подвесного лодочного мотора стоит обратить на эту процедуру самое пристальное внимание и изучить этот вопрос, чем мы сейчас и займемся. И для затравочки: отполированный винт большого лесовоза “Селенгалес” дал дополнительную экономию топлива в 4%, а для больших судов это огромные объемы и суммы в деньгах. На те же 4% винт стал гидродинамически более легким.
В опытном бассейне ЦАГИ проводились сравнительные испытания полированных и крашенных гребных винтов одинакового диаметра, шага и дискового отношения на лодочном моторе Нептун-23. На скорости 36 км/ч эффективный упор полированного винта по сравнению с окрашенным был выше на 8 кгс или 10% мощности мотора, а это 2 л.с.
Как отполировать гребной винт
Полировать гребной винт лучше с помощью специальных полировальных машинок с мягкими кругами из фетра, сукна или из войлока или при помощи двигающихся между двумя шкивами лент из тех же рабочих материалов. На поверхность таких кругов предварительно наносят полировальные пасты или мелкозернистые абразивные материалы. Для гребных винтов из мягкой стали или алюминия применять следует только мягкие абразивные материалы типа пасты ГОИ. В продаже паста ГОИ встречается в тюбиках или в кусковом виде и бывает трех сортов: тонкая, средняя и грубая.
Кроме деления на три сорта (группы) пасты ГОИ делят еще на марки, каждая из которых обозначает средний размер абразива в мкм:
Стандартные гребные винты прогулочных моторных лодок полируют с использованием грубой и средней пасты ГОИ. Тонкую пасту использую обычно только для гоночных судов, для высокоскоростных лодок и скутеров. Но если вы хотите заполировать свой стальной гребной винт до зеркального блеска и выжать из него максимум, никто вам этого запретить не сможет. Хуже винту вы точно не сделаете.
Кроме основных полировочных паст при полировке винтов добавляют еще и вспомогательные материалы, которые охлаждают поверхность, ускоряют процесс и сохраняют остроту абразива. Это бензин, керосин, минеральное масло, содовая вода. Для ускорения обработки стальных поверхностей в керосин можно добавить еще 2,5 % олеиновой кислоты и 7% канифоли.
Если паста ГОИ в ваших пенатах не водится, то её можно заменить “окисью хрома”, который разводят керосином.
Латунные и бронзовые гребные винты можно полировать окисью железа (крокусная паста). Продается она уже в готовом виде и в стоматологии её ещё называют “паста для золота”.
Для совсем тонкой полировки подойдет порошок “Блеск”, разведенный машинным маслом.
Подготовка винта к полировке
Большие стальные винты очищают от краски не снимая с вала. Старую краску можно снять с помощью паяльной лампы. Кругообразными движениями металл нагревают, не допуская разогрева его до красна. Категорически нельзя держать пламя на одном места долгое время.
Так же с помощью смывок “СД” и “КД”, разбавителей и разжижителей SR2, P-5, P-13 и P-14 можно удалить краски и окислы.
Медные и алюминиевые винты очищают только химическим способом.
Если винт не большой, то его снимают с вала и погружают в хим.раствор полностью на 2-3 часа, а оставшиеся участки очищают тампонами. Большие винты, не помещающиеся в ёмкости очищают опять же тампонами.
После очищения от краски поверхность винта обязательно нужно обезжирить с помощью бензина, ацетона, уайт-спирита, изопренового спирта, этилацетата или технического этилового спирта.
Если на вашем гребном винте есть глубокие царапины, раковины и другие недостатки, которые не получиться снять полированием, то их надо запарить, запаять или выровнять поверхность с помощью эпоксидной смолы и металлического порошка. После чего это место нужно обработать наждаком и по максимуму сравнять в основной поверхностью.
Технология полировки гребных винтов
Ничего сложного в этом процессе нет, нужно просто аккуратность и много терпения.
После нанесения полировальной пасты на поверхность полировального круга, винт начинают полировать круговыми движениями (можно еще “ёлочкой” или “сеткой”), периодически протирая поверхность металла мягким материалом. После того, как с поверхности исчезнуть риски и следы механической обработки, можно считать, что процесс полировки закончен успешно. Полировальную пасту с винта удаляют ветошью смоченной в керосине. Так же рекомендуется покрыть винт тонким слоем водостойкого лака. И не забывайте о технике безопасности при работе с электроинструментами по время полировки.
Рецепты полировальных составов
В качестве заключения поделимся с вами рецептами составов, которые используются для полировки гребных винтов. Они могут как полностью заменить готовый, промышленный вариант, так и дополнить его, улучшив результат.
Старую краску можно удалить водным 20-30% раствором едкого калия, едкого каустика или технической карболовой кислоты. Наносить эти химикаты на винт нужно тампоном и только в резиновых перчатках. Через 10-20 минут после нанесения этот раствор размягчит краску, после это металл тщательно промывают водой и высушивают. Эти реактивы безопасны для всех металлов, кроме алюминия и его сплавов. Но и алюминиевые винты можно очистить от краски таким методом, только следите за тем, что как только обнажиться поверхность чистого металла, винт сразу же нужно промыть водой.
Для удаления нитроцеллюлозных, глифталевых и нитроглифталевых красок можно использовать следующие составы:
Такой состав наносится на поверхность и оставляется так на 1,5-2 часа, спустя это время краска заметно размягчается и её уже достаточно легко удалить.
Для очистки алюминиевых винтов от окислой пленки грязного, темного цвета используют раствор 50 гр. буры, 5 гр. нашатыря на 1 л. воды. раствор наносят на поверхность и оставляют до высыхания, после чего протирают сухой тряпкой.
Алюминий и его сплавы хорошо поддаются очищения порошком из 40 гр. окиси магния и 60 гр. порошка мела. Их смешивают и хорошо растирают в ступе и просеивают через мелкое сито.
Есть рецепт и универсальной пасты для очистки металлов. 50 гр. технического вазелина, 10г гр. керосина, 20 гр. порошка мела, 20 гр. кремнезема, 10 гр. порошка пемзы. Все это смешивают и растирают в фарфоровой чашке.
Известковую пасту часто применяют для полировки изделий из бронзы, латуни и алюминия, а также никелированных поверхностей. Венская известь — 71,8%; церезина — 1,5%; стеариновая кислота — 2.3%; солидол — 1,5%; скипидар — 22,9%.
Сталь полируют пастой, в состав которой входят: парафин – 20%; стеарин – 10%; техническое сало – 3%; микропорошок М50 – 67%. Готовят такой полировальный состав разогревом на водяной бане воскообразных и жидких материалов, а затем туда вмешивают сухие компоненты.
Кроме механического способа полировки гребных винтов, есть еще и химический, путем погружения деталей в специальный состав: фосфорная кислота – 350 мл; азотная кислота – 50 мл; серная кислота – 100 мл; сернокислая или азотнокислая медь – 0,5 г. Кислоты должны быть концентрированными. Рабочая температура раствора 100-110 град.С. Время погружения подбирается оптыным путем для каждого типа металла, в среднем оно колеблется от 30 секунд до 5 минут. Важно помнить, что при таком способе выделяют крайне ядовитые пары, поэтому процедуру химической полировки обязательно проводят в вытяжном шакфу или на открытом воздухе. Такой химический раствор хорошо подойдет для полировки алюминиевых винтов, но и другие, более твердые металлы поддаются обработке таким методом.
Как отполировать гребной винт?
Когда заходит речь о полировке гребного винта, многие любители считают, к сожалению, что это пустая трата времени и ненужная роскошь, не подозревая, что полированный винт дает ощутимую экономию топлива и дополнительный упор. У окрашенного винта лопасти имеют значительную шероховатость поверхностей, что вызывает большие потери на трение и падение КПД винта. Уж если моряки признали целесообразным полировать винты больших судов в период между докованиями, выполняя эту работу частично под водой, то владельцу подвесного мотора заняться этим стоит непременно. Например, после полировки бронзового винта лесовоза «Селенгалес» удалось достичь экономии топлива до 4%, на столько же винт стал гидродинамически более легким.
В опытовом бассейне ЦАГИ были проведены сравнительные испытания окрашенных и полированных гребных винтов с одинаковыми диаметром, шагом и дисковым отношением на моторе «Нептун-23». Эффективный упор полированного винта при скорости 36 км/ч оказался выше на 8 кгс. Это эквивалентно увеличению мощности мотора на 10% (2 л. с.).
Лучше всего полировать винты при помощи быстровращающихся мягких кругов из фетра, войлока и сукна или двигающихся между двумя шкивами лент. На поверхность таких кругов или лент наносятся мелкозернистые абразивные материалы или полировальные пасты. На прогулочных судах обычно используются литые или сварные винты из мягкой (не закаливающейся) стали, сплавов меди или алюминия, поэтому для их чистовой обработки (полировки) после опиловки напильником можно применять только мягкие абразивные материалы, чаще всего — пасты ГОИ (Государственного оптического института). Эти пасты выпускаются в упаковке в виде тюбиков или в «кусках» трех сортов: грубая, средняя к тонкая.
Грубая (крупная) паста имеет светло-зеленый цвет; она позволяет снять слой металла толщиной в несколько десятых миллиметра Применяется для удаления следов обработки поверхности режущим инструментом.
Средняя (мелкая) паста зеленого цвета используется для снятия слоя металла, измеряемого сотыми долями миллиметра. После обработки поверхности на ней исчезают даже штрихи.
Тонкая (микромелкая) паста имеет черный цвет с зеленоватым оттенком. Она служит для окончательной обработки, в результате которой поверхность приобретает зеркальный блеск. При полировании с этой пастой снимается слой металла в тысячные доли миллиметра.
Пастам ГОИ, кроме деления на группы, присваиваются номера (марки), обозначающие средний размер зерен абразива в мкм: грубая паста — № 50, 40, 35, 30, 25, 20; средняя — № 15, 10; тонкая — № 7, 4, 1.
Для обработки гребных винтов прогулочных судов достаточно использовать грубую и среднюю пасты ГОИ. Тонкую пасту применяют только гонщики — для винтов высокоскоростных мотолодок и скутеров.
При полировке применяются смазывающие материалы, которые ее ускоряют, сохраняют остроту зерен, а также охлаждают обрабатываемые поверхности. Это керосин, бензин, легкие минеральные масла, содовая вода. Для быстрой обработки стальных поверхностей в керосин добавляют 2,5% олеиновой кислоты и 7% канифоли.
Если нет пасты ГОИ, то ее можно заменить масляной краской «окись хрома», которая разводится керосином.
Для полировки винтов из латуни, бронзы и других металлов можно использовать крокусную пасту (окись железа), которая продается в магазинах в готовом виде (в зубопротезировании она известна под названием «паста для золота»).
Для тонкой полировки годится порошок «Блеск», разведенный машинным маслом.
Как подготовить винт к полировке? Стальной винт большого диаметра удобнее очистить от краски, не снимая с вала. Старую краску можно снять при помощи паяльной лампы.
Пламя лампы периодически приближают к поверхностям винта и удаляют от них. совершая кругообразные движения, не допуская разогрева металла до красного цвета. Краски и окислы можно удалить при помощи смывок «СД» и «КД», разбавителей и разжижителей красок — SR2. Р-5. Р-13, Р-14. Винты из сплавов меди и алюминия следует обрабатывать только химическими препаратами!
Смывки и составы наносятся тампонами (если винт небольшого диаметра, то он погружается в них). Выдержав 2—3 ч, смывки удаляются тампонами.
Винты малого диаметра лучше снять с гребного вала.
Пленки окислов с неокрашенных винтов снимаются при помощи специальных составов, затем поверхности нужно обязательно обезжирить ацетоном, бензином, этилацетатом, изопреновым спиртом, уайт-спиритом, техническим этиловым спиртом.
Крупные царапины, раковины и другие изъяны на поверхности винта, которые невозможно снять полированием, надо заварить, запаять припоями или выровнять смесью эпоксидной смолы и металлического порошка, затем опилить или обработать на наждаке.
Технология полировки несложна, требует лишь терпения и аккуратности.
Винты подвесных моторов удобнее держать в руках, полировальный круг закрепляется в патроне сверлильного станка или на оси электроточила.
Нанеся микропорошок или пасту со смазывающе-охлаждающей жидкостью на поверхность полировального круга, полируют винт круговыми движениями (возможны и другие варианты: «елочка», «сетка» и т. д.), периодически протирая поверхность мягкой ветошью.
Если исчезли риски и другие следы механической обработки, то можно считать, что полировка гребного винта закончена. Работая с вращающимся кругом, постоянно помните о технике безопасности!
‘Окончательно удалить остатки пасты и других компонентов лучше всего ветошью, смоченной в керосине. После обезжиривания винт неплохо покрыть тонким слоем водостойкого лака.
В заключение приводим рецепты различных составов, заменяющих или дополняющих промышленные средства, применяемые при полировке.
Для удаления старой краски можно использовать 20—30%-ный водный раствор едкого калия, едкого натра каустика или технической карболовой кислоты, который наносится тампоном (обязательно в резиновых перчатках!). Раствор размягчает краску через 10—25 мин, после чего поверхность многократно и тщательно промывают водой и сушат. Применяемые реактивы не влияют на металлы, за исключением алюминия и его сплавов. Поэтому при очистке винтов из алюминиевых сплавов, как только обнажится поверхность чистого металла, следует немедленно прекратить смачивание раствором и промыть их.
Окисную пленку грязного темного цвета с алюминиевых деталей легко снять, протерев их раствором 50 г буры и 5 г нашатырного спирта в 1 л воды. Деталь покрывают этим раствором и после высыхания протирают сухой ветошью.
Для очистки алюминия и его сплавов можно применять порошок из 40 г окиси магния и 60 г мела тонкого помола, хорошо растертых в ступе и просеянных через мелкое сито.
Универсальную пасту для очистки металлов можно приготовить, растерев в фарфоровой чашке смесь из 50 г технического вазелина, 10 г керосина, 20 г мела в порошке, 20 г кремнезема (кварцевый песок мелкого помола), 10 г порошка пемзы.
Воскообразные и жидкие материалы смешивают и разогревают в водяной бане (или на небольшом огне). Затем в горячую массу замешивают сухие компоненты.
Этот раствор хорошо полирует алюминий и его сплавы, пригоден он также для обработки других металлов, однако рабочие условия (время выдержки в ванне и температура раствора) должны подбираться опытным путем.
Эффективность полировки алюминиевого гребного винта
Вопрос по названию темы. Интересует насколько эффективна полировка алюминиевого гребного винта в цифрах «до» и «после» полировки, т.е. интересует опыт коллег по применению алюминиевых гребных винтов «до» и «после» полировки. Стоит ли с этим «заморачиваться»?
Интересно послушать реальных эксплуатационников. Но, боюсь, что все сведется к «мне кажется», «по моему мнению (ощущению)» или наоборот «У меня стало в разы лучше». Вряд ли кто-то приведет цифры. Тем более, что эффект лежит на грани погрешности измерений.
Важнее убрать всякие приливы, углы и прочие литейные погрешности, если они есть.
Не мой опыт. Опыт рыбаков на Вихрях. Рассказывали что в молодые годы полироваи, красии, и т.д. Результата ноль. Завязали. Лишь бы чистый и необросший был.
Не мой опыт. Опыт рыбаков на Вихрях. Рассказывали что в молодые годы полироваи, красии, и т.д. Результата ноль. Завязали.
Да думаю в то время, когда жпс и сотовые телефоны не были у гражданских масс, то скорость замеряли по ощущениям. А это такая штука, что и не поспоришь. Был бы эффект, полировалибы и чистили.
Интересно послушать реальных эксплуатационников. Но, боюсь, что все сведется к «мне кажется», «по моему мнению (ощущению)» или наоборот «У меня стало в разы лучше». Вряд ли кто-то приведет цифры. Тем более, что эффект лежит на грани погрешности измерений.
Естественно я это всё пробовал на винтах, которые входят в комплект ПМ «Нептун-23».
Меня самого в 1975-м году интересовал этот вопрос. Уже тогда сразу понял, что облагораживать подводную часть «ноги» безсмысленно, пустая трата времени, а вот сами винты, особенно скоростной тёмно-зелёный с шагом 300, было интересно привести в нужный вид. Жаль не фотографировал, не было нужды. Уже тогда имел привычку всё делать методично, благо повезло с погодой н испытаниях.
Обработал все три винта, а чтобы сравнение было объективным, купил второй комплект. Плюс мне подарили винт Днепр-240
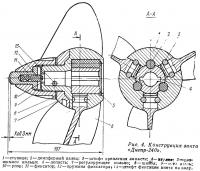
со стальными тонкими литыми лопастями из 4Х13Л, который тоже участвовал в испытаниях.
Лодка тримаран 3.1х1.25х0.7 весом под 80 кг, измерение скорости производилось по давлению скоростного напора, ПВД стоял на «ноге» точно по оси винта, чем исключалось влияние попутного потока и пограничного слоя. Лабораторный манометр на 2ати. Тахометр пришлось сделать. Было это давно, но цифры помню как сейчас.
Испытания проводил на Иваньковском водохранилище рано утром, ветра практически не было, мы ещё с вечера в пятницу дошли до островка под названием Могильный и на нём поставили палатку.
Сначала винты в стандартном виде, поскольку контролировать можно было только скорость, то использовались только скоростные винты и «Днепр».
Штатный окрашенный с шагом 300 Скорость по манометру 0.75 обороты 5400
Штатный доработанный с шагом 300 Скорость по манометру 0.85 обороты 5600
«Днепр 240» шаг 300 Скорость по манометру 0.95 обороты 5800
«Днепр 240» шаг 340 Скорость по манометру 1.1 обороты 5500